【摘要】:药芯焊丝CO2焊是一种气渣联合保护的弧焊方法,如图1-5-49所示。图1-5-49 药芯焊丝CO2焊示意图1—导电嘴 2—药芯焊丝 3—喷嘴 4—保护气体 5—电弧 6—熔池 7—熔渣 8—焊缝金属1.焊接工艺性能好与实心焊丝CO2焊相比,药芯能改变熔滴过渡形态,细化熔滴,药芯焊丝CO2焊时电弧稳定、飞溅很小且焊缝成形美观,可全位置焊,而且气渣联合保护提高了抗气孔的能力。
药芯焊丝CO2焊是一种气渣联合保护的弧焊方法,如图1-5-49所示。除有气体保护外,焊接过程中药芯受热熔化,产生的渣覆盖在焊缝表面进一步保护。它具有以下特点。
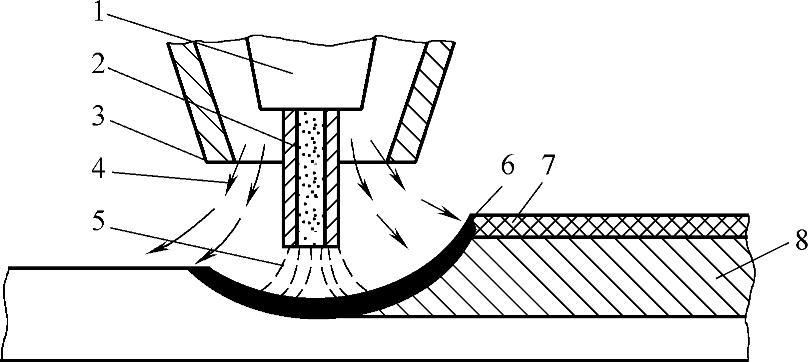
图1-5-49 药芯焊丝CO2焊示意图
1—导电嘴 2—药芯焊丝 3—喷嘴 4—保护气体 5—电弧 6—熔池 7—熔渣 8—焊缝金属
1.焊接工艺性能好
与实心焊丝CO2焊相比,药芯能改变熔滴过渡形态,细化熔滴,药芯焊丝CO2焊时电弧稳定、飞溅很小且焊缝成形美观,可全位置焊,而且气渣联合保护提高了抗气孔的能力。
2.熔敷速度快
药芯焊丝CO2焊时,电流通过很薄的金属外皮,电流密度高,焊丝熔化速度快,熔敷速度高于实心焊丝,生产效率高。
3.易调整合金性能
药芯焊丝可通过改变金属外皮及药芯成分得到不同性能的焊缝金属,与实心焊丝只能通过改变焊丝金属的化学成分相比更为方便,特别是对低合金高强度钢优势更明显。
4.综合成本低
焊接生产成本由焊接材料、辅助材料、人工费用、能源消耗、生产效率及焊丝熔敷率等指标综合构成。采用药芯焊丝焊接相同厚度(中厚板以上)的工件,单位长度焊缝的综合成本不到焊条电弧焊的一半,且略低于实心焊丝。
药芯焊丝应用存在的主要问题是制造设备与工艺复杂导致售价高、有缝药芯焊丝的防潮性低于实心焊丝等。目前药芯焊丝已广泛用于冶金工程、造船、海洋平台、油气管线、压力容器及机械制造等领域。






相关推荐