近年来随着我国长输油气管线工程建设规模的增大和建设质量的提高,以及油气管线现场的安装工作,对自保护药芯焊丝的市场需求进一步扩大,而且对自保护药芯接头质量的要求也越来越高。尽管对于自保护药芯焊丝焊接冶金问题已经做了不少的研究工作,但无论是在理论上还是在具体应用技术方面,都还有待于进一步深入研究和技术创新。......
2023-06-30
1.药芯焊丝的结构
药芯焊丝由金属外皮和药芯(即芯部药粉)两部分构成。其横截面形状可分为简单的O形截面和复杂截面两类,如图1-5-48所示。
O形截面的药芯焊丝又分有缝O形焊丝和无缝O形焊丝。有缝O形焊丝又分对接O形焊丝和搭接O形焊丝两种。有缝O形焊丝因截面形状简单,容易生产,生产成本低,常用于直径2.0mm以下的细丝。无缝O形焊丝的优点在于焊丝的防潮性能好,表面可以镀铜增强导电性,但因生产设备复杂及生产成本高,实际生产应用比有缝O形焊丝要少得多。
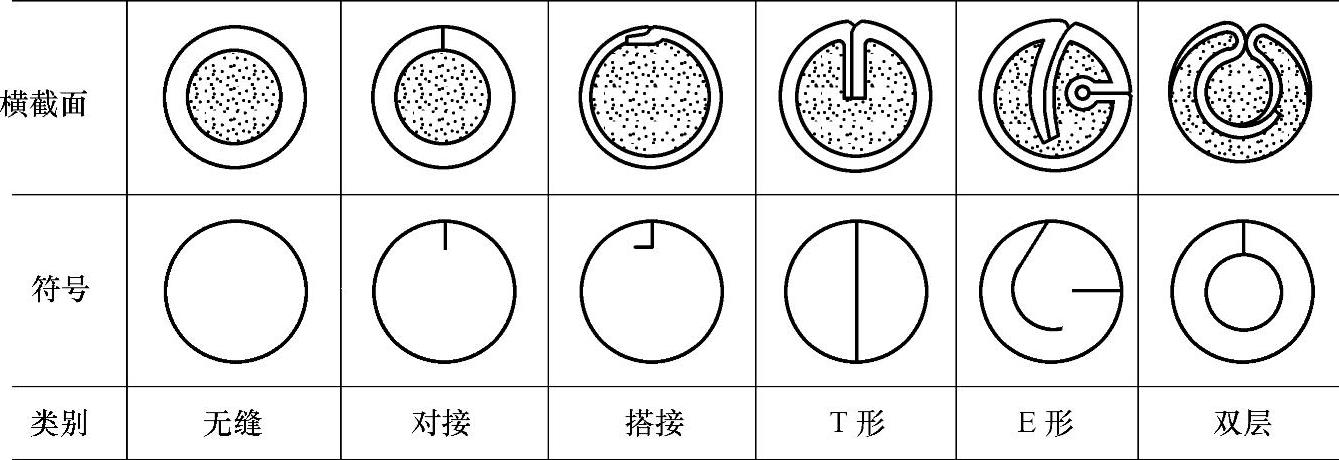
图1-5-48 药芯焊丝的截面形状示意图
复杂截面包括T形、E形、双层形等。小直径复杂截面药芯焊丝不易加工,一般直径在2.0mm以上的粗丝才选用复杂截面。与O形截面药芯焊丝相比,复杂截面药芯焊丝的主要优点在于送丝轮压力对其截面形状的改变较小、送丝稳定且电弧稳定性好,能减少飞溅。焊丝越细,焊接过程中电流密度越大,截面形状对焊接过程稳定性的影响越小。
细直径药芯焊丝可用于全位置焊,粗直径药芯焊丝多用于平焊及平角焊。
熔渣型药芯的成分与焊条药皮相似,有稳弧剂、造渣剂、脱氧剂及合金元素等,在焊接过程中的作用与焊条药皮相同。
2.药芯焊丝的分类
(1)按保护方式分 按焊接过程中的保护方式,药芯焊丝可分为气体保护焊用焊丝、埋弧焊用焊丝及自保护药芯焊丝。
根据保护气体的种类,气体保护焊用药芯焊丝可分为CO2焊、MIG焊、MAG焊及TIG焊用药芯焊丝,主要用于结构件的生产,其中CO2焊药芯焊丝使用量最大。埋弧焊用药芯焊丝一般使用常用的烧结焊剂和熔炼焊剂,主要用于表面堆焊。自保护药芯焊丝在焊接过程中不需要外加气体或焊剂保护,依靠自身的造渣剂、造气剂在电弧高温下产生的气体与渣对焊接区域进行保护。
(2)按金属外皮材料分 按金属外皮的材料可分为低碳钢、不锈钢、镍及其合金、铝及其合金等药芯焊丝,其中低碳钢加工性能优良,使用量最大。
(3)按药芯类型分 按药芯类型分为有渣型及无渣型两类。无渣型即金属粉芯型,主要用于埋弧焊及高速CO2焊。有渣型药芯焊丝按渣的碱度可分为酸性渣和碱性渣两类。目前CO2焊用药芯焊丝使用量最大的为钛型(酸性)渣系。
(4)按被焊接材料分按被焊接材料可分为低碳钢、低合金钢、镍钢、不锈钢、镍及其合金等材料用药芯焊丝。
有关焊接方法与过程控制基础的文章

近年来随着我国长输油气管线工程建设规模的增大和建设质量的提高,以及油气管线现场的安装工作,对自保护药芯焊丝的市场需求进一步扩大,而且对自保护药芯接头质量的要求也越来越高。尽管对于自保护药芯焊丝焊接冶金问题已经做了不少的研究工作,但无论是在理论上还是在具体应用技术方面,都还有待于进一步深入研究和技术创新。......
2023-06-30
在一定的试验条件下,不同焊丝表现出不同的熔滴行为特征归根结底是由焊丝自身的因素决定的,而焊丝结构和钢皮成分一定时则主要决定于药芯成分。改善碱性药芯焊丝的工艺性,在药芯成分的设计上主要应注意三方面的问题,即稳定电弧、细化熔滴和调整好熔渣。国内有的研究者认为降低药芯粉的熔点,使药芯与钢皮的熔化保持一致,会有利于稳定电弧和改善工艺性。提高药芯成分的软化温度可以加入CaO、Al2O3等高熔点的氧化物,但应该适量。......
2023-06-30

药芯焊丝CO2焊是一种气渣联合保护的弧焊方法,如图1-5-49所示。图1-5-49 药芯焊丝CO2焊示意图1—导电嘴 2—药芯焊丝 3—喷嘴 4—保护气体 5—电弧 6—熔池 7—熔渣 8—焊缝金属1.焊接工艺性能好与实心焊丝CO2焊相比,药芯能改变熔滴过渡形态,细化熔滴,药芯焊丝CO2焊时电弧稳定、飞溅很小且焊缝成形美观,可全位置焊,而且气渣联合保护提高了抗气孔的能力。......
2023-06-26

根据GB/T 10045—2001《碳钢药芯焊丝》的规定,药芯焊丝型号的表示方法为,EXXT-XML。表6-20是几个药芯焊丝的药粉基本成分。钛型药芯焊丝属于TiO2-SiO2渣系,主要造渣原料是金红石、硅酸盐和铝酸盐。碱性药芯焊丝的碱度大,能降低焊缝的S、P含量及夹杂物含量。表6-21为低合金高强钢用药芯焊丝熔敷金属化学成分。......
2023-07-02
药芯焊丝气保护焊设备与CO2焊设备相同。通过调节电弧挺度来调节熔滴过渡以减少飞溅,并可改善全位置焊接的性能。(二)送丝机药芯焊丝的芯部都为粉剂,所以与实心焊丝相比,药芯焊丝的刚性较差,比较软。2)配备焊丝校直机构。药芯焊丝自保护焊可选用专用焊枪或CO2焊枪,或在CO2焊枪的基础上去掉气罩并在导电嘴外侧加绝缘护套,以满足某些药芯焊丝自保护焊的焊丝的伸出长度问题,同时可以减少飞溅的影响。......
2023-06-23

对三种焊丝样品的高速摄影照片的观察证实熔滴短路周期变异系数ν能够反映CO2气体保护焊时药芯焊丝焊接过程的稳定性,可以作为评价药芯焊丝CO2气体保护焊时焊丝工艺性的判据。......
2023-06-30

在CO2气体保护焊排斥过渡时,粗大熔滴的活动对电弧的稳定性产生很大的影响,成为影响CO2气体保护焊工艺性的重要因素之一。图5-101 药芯焊丝CO2气体保护焊排斥过渡时电弧行为的高速摄影照片(一)焊丝样品:KFX-71T030429,φ1.2mm;焊接参数:26V/150A;拍摄速度:2000f/s。显然电弧的行为与熔滴的活动相关,图5-102是钛型药芯焊丝CO2气体保护焊排斥过渡时电弧行为的高速摄影照片,特别清楚地描述了已经长大的熔滴的活动及过渡过程对电弧行为的影响。......
2023-06-30

相关推荐