熔滴过渡只发生在焊丝与熔池接触的瞬间,而在电弧空间则不发生熔滴过渡。当保护气体的成分发生变化时,电弧形态随之发生变化,影响熔滴过渡的表面张力也随之发生变化,从而引起短路过渡频率的变化。无论是短路过渡、喷射过渡,还是使用惰性气体或惰性气体中加入了少量的活性气体时产生的粗滴过渡,熔滴过渡的轨迹都是沿着焊丝轴向的;但当使用CO2作为保护气体......
2023-06-25
1.保护气体的作用
GMAW使用的保护气体主要有氩气、二氧化碳、氦气、氧气、氮气及氢气。它们的特性见表1-5-6。
表1-5-6 保护气体的特性

根据焊接工艺的需要,保护气体可以是单一气体,也可以是几种气体按一定比例配制的混合气体。保护气体在焊接过程中的主要作用有以下方面。
(1)将焊接区与空气隔开 保护焊接区不受空气的影响。由于氧和氮均可溶解在液态金属中,与液态金属发生反应会形成氧化物和氮化物,焊缝凝固后残留在焊缝金属中,对焊接接头的性能产生有害影响,所以保护气体应对焊接区域,包括电弧、熔池、熔滴及热影响区进行良好的保护。另外,保护气体能有效地控制冶金反应,防止气孔、夹渣及裂纹等缺陷产生,并保证焊缝力学性能。
(2)改善焊接工艺性能 主要包括提高电弧的稳定性、改善焊缝成形、改变熔深、降低焊接飞溅、提高熔敷效率及改善引弧性能等。
2.氩气的特性
空气中含有少量的氩气,通常从空气分离获得氩气。氩气是一种无色无味的惰性气体,其密度约为空气密度的1.4倍,比空气重。因此在平焊位置,氩气对焊接区的保护作用最好,受空气流动的影响小。氩气能较好地控制立焊及仰焊时的熔池,但保护效果比平焊略差。
因氩气电离电位低,在焊接电弧中很容易电离,电弧易引燃且引燃后非常稳定,因此其电弧电压也较低,如图1-5-31所示。由于电弧能量相对较低,对工件的热输入较低,氩气特别适合薄板的焊接。
氩气是单原子气体,高温时不分解、不吸热以及热导率小,在氩气中燃烧的电弧热量损失小,弧柱等离子体具有弧柱中心能量高而周围能量低的特点。这一特点决定了氩弧焊焊缝中心熔深呈深而窄的“指状”,而两侧熔深较浅,如图1-5-32所示。但因氩弧热输入低,出现这种指状熔深时,易产生气孔及未熔合缺陷。
采用纯氩作为保护气体时,短路过渡、粗滴过渡及喷射过渡均比较容易实现。
由于氩的相对原子质量大,直流反接时,质量大的氩离子会对工件表面产生强烈的轰击,能够破碎和去除铝、镁及其合金表面的氧化膜,有一定的阴极清理作用。
氩气几乎可用于所有金属的焊接,但在焊接碳钢、低合金钢及不锈钢时,若用纯氩保护,会出现电弧不稳定和熔滴过渡不良的问题,需要加入一定量的氧化性气体,如O2、CO2。从制造成本考虑,焊接铝、钛、铜等有色金属及其合金时,使用纯氩有利,而一般焊接低碳钢则不经济。
3.氦气的特性
氦气一般从天然气中萃取后再提纯获得,存储要求高且制造过程复杂,所以价格较贵。也可从空气中分离获得氦气,但空气中氦气含量非常少。
氦气也是一种惰性气体,其密度比空气小,约为空气密度的0.14倍,见表1-5-6。因氦气密度小,所以在平焊时,保护效果没氩气好,对空气的流动比较敏感。若要得到相同的保护效果,平焊时氦气的流量需提高为氩气的2~3倍;但立焊和仰焊时,氦气的保护效果好。
氦气的电离电位比氩气高,在给定的弧长和焊接电流下,氦弧的电弧电压比氩弧高很多,如图1-5-31所示。氦气保护时电弧能量相对较高,对工件的热输入较高,适合焊接较厚的工件及高热导率的金属。
氦气的热导率高,其弧柱能量分布比氩弧等离子体均匀。因此氦气保护焊时,焊缝形状特点为熔深与熔宽较大,如图1-5-32所示。氦气保护焊时,不易产生热裂纹与气孔,焊后余高低,不易产生咬边。
氦气可以用来焊接所有金属。但采用纯氦气作为保护气体时,在任何焊接电流时都不能实现轴向喷射过渡,而且常产生较多的飞溅,同时焊缝表面粗糙。考虑到这些问题而且氦气价格高,在实际生产中,一般不采用纯氦,而是常利用其优点,采用氩氦混合气体来焊接高热导率的铝、铜及其合金。
4.二氧化碳的特性
CO2气体一般是化工、食品工业的副产品,价格比较便宜。CO2气体的密度比空气大,约为空气密度的1.5倍,见表1-5-6。CO2有固态、液态和气态三种状态。CO2的沸点为-78℃,所以常温就可汽化。通常容积为40L的标准钢瓶可以灌入25kg的液态CO2,约占气瓶体积的80%,其余20%为汽化的CO2,气瓶压力表上所指示的压力值是这部分气体的饱和压力。只要气瓶中还有液态CO2,这个饱和压力基本不变。由于液态CO2中可溶解质量分数为0.05%的水,多余的水则成自由状态沉于瓶底。当液态CO2全部变成气体后,瓶内的压力便会随着气体的消耗而降低,瓶内水分的汽化量也随之增多。当瓶内压力低于1.0MPa时,瓶内的气体不宜继续使用,否则易产生气孔。
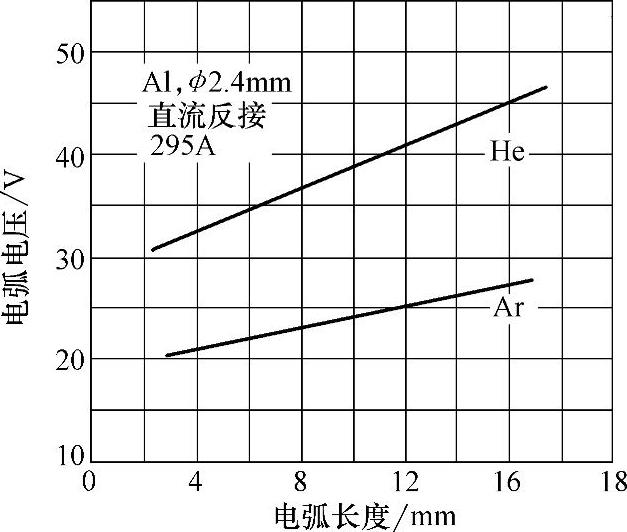
图1-5-31 Ar和He的电弧电压特性
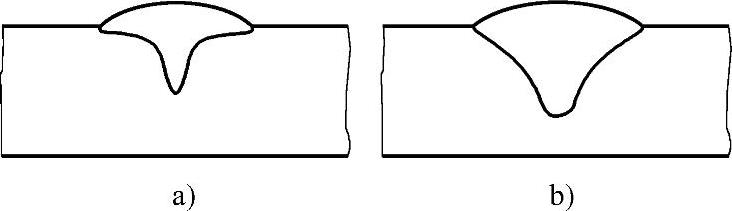
图1-5-32 MIG焊时保护气体对熔深的影响
a)保护气体为Ar b)保护气体为Ar25%+He75%(体积分数)
CO2是唯一能作为保护气体单独用于焊接的氧化性气体。室温下,CO2气体不与金属发生反应。但在电弧高温下,CO2电弧的强烈氧化性将烧损铁及合金元素。
CO2焊时,CO2在电弧高温下发生分解,电弧电压比较高,CO2的热导率很高。这些因素导致CO2焊的焊缝具有较大熔宽的特点,不会出现氩弧焊时形成的指状熔深,如图1-5-33所示。

图1-5-33 CO2气体对焊缝熔宽与熔深的影响
a)保护气体为Ar b)保护气体为Ar82%+CO218%(体积分数) c)保护气体为CO2
与惰性气体相比,采用纯CO2作为保护气体时,飞溅较多。但因其价格便宜,主要用于碳钢及低合金钢的焊接。CO2焊一般采用短路过渡,因熔池小且凝固速度快,常用于薄板焊接及全位置焊接;此外在较大电流及较高电弧电压条件下,CO2焊能够以喷射过渡形式焊接中厚板,但只能焊接水平位置的焊缝。
由于电弧具有强烈的氧化性,CO2焊需要与专门加入较多脱氧元素的焊丝相配,才能保证焊缝金属的力学性能。
5.氧气的特性
空气中含有较多的氧气,体积分数占21%左右。同氩气一样,通常从空气分离获得氧气。
氧气不能作为保护气体单独使用,但为了稳定电弧,可以在惰性气体中添加少量氧气,一般体积分数不超过10%。氧气可以降低电弧中熔滴与熔池的表面张力,使熔池金属流动性增强,可改善焊缝表面成形,但过强的流动性对全位置焊是不利的。
与CO2气体一样,焊接过程中氧气可与金属形成氧化物,从而烧损一些合金元素。这些氧化产物一部分形成了焊渣,少量的氧化物可能残留到焊缝中,损害焊缝的力学性能。
6.氮气的特性
空气中含有大量的氮气,体积分数占78%左右。同氩气、氧气一样,通常从空气分离获得氮气。
室温时,氮气是一种惰性气体。但在电弧高温作用下,氮气发生分解,能够与熔池金属发生反应并溶解在焊缝中。这种情况对焊接铁素体-奥氏体双相不锈钢有利,这是因为氮是这种不锈钢的合金元素之一,在保护气体中添加少量氮气可以弥补焊接过程中烧损的氮。同样,由于氮是奥氏体形成元素,焊接奥氏体不锈钢时,也可添加少量氮气。一般氮气的添加量不超过5%(体积分数),若含量过高,焊缝中易产生氮气孔。氮气有提高热输入及增加熔深的作用。
氮气不能用于碳素钢的焊接,这是因为焊接过程中形成的氮化物会恶化焊缝的力学性能。因为氮不会与铜发生冶金反应,所以纯氮气可以作为焊接铜时的保护气体,也可以在惰性气体中加入氮气用于铜及铜合金的焊接。
7.氢气的特性
氢气通常通过电解水获得。氢只能与其他惰性气体混合才能用于焊接,可用于奥氏体不锈钢、镍及镍合金的焊接。含氢混合气体能提高热输入,提高焊接速度,降低发尘量。氢可还原氧化物,防止焊缝表面被氧化。不锈钢MIG焊时,常在氩气中加入少量氢气,可减轻焊缝表面被氧化的程度。氢气含量过高时,焊缝易产生氢气孔。氢是可燃气体,混合气体中氢含量不宜超过5%(体积分数)。
含氢的混合气体不能用于焊接碳钢,因为会引起氢脆,使焊缝韧性恶化。
有关焊接方法与过程控制基础的文章

熔滴过渡只发生在焊丝与熔池接触的瞬间,而在电弧空间则不发生熔滴过渡。当保护气体的成分发生变化时,电弧形态随之发生变化,影响熔滴过渡的表面张力也随之发生变化,从而引起短路过渡频率的变化。无论是短路过渡、喷射过渡,还是使用惰性气体或惰性气体中加入了少量的活性气体时产生的粗滴过渡,熔滴过渡的轨迹都是沿着焊丝轴向的;但当使用CO2作为保护气体......
2023-06-25

在熔化极气体保护焊时,为了可靠地熄弧并填满弧坑,通常采用焊丝返烧熄弧法。目前,熔化极气体保护焊数字化弧焊电源采用的熄弧控制往往采用电流波形控制方式,图8-7所示为传统熄弧与数字控制熄弧电流波形的比较。......
2023-06-30

这种氧化对金属的抗氧化保护作用较差,镁及其合金就属于此类。而铝及其合金就不属于此类,它形成的抗氧化膜的抗氧化保护作用比较强。以上这些氧化物则更不可能对金属起保护作用。表1-4 一些常用金属的α值合金化学成分的影响 凡加入合金中能使合金的氧化膜变得疏松的元素,将增加此合金的氧化程度。......
2023-06-26

图1-6-20 电极端部形状氩气是无色无味的气体,比空气重25%,作为焊接保护气体使用时,不易飘浮散失,有利于保护作用。氩弧焊时,电弧一旦引燃就很稳定,是各种保护气体中稳定性最好的,一般电弧电压仅8~15V。......
2023-06-26
表8-2 汉诺威分析仪测试的实际焊接参数及标准偏差和变异系数值注:MT80N1金属粉芯焊丝混合气体保护焊。图8-20 金属粉芯焊丝混合气体保护焊电弧电压、焊接电流波形图a)05—21.95V/197.83A图8-20 金属粉芯焊丝混合气体保护焊电弧电压、焊接电流波形图(续)b)06—23.38V/189.42A c)04—23.30V/209.55A d)07—23.84V/212.03A e)03—24.48/247.43A f)02—28.14V/320.90A焊丝样品:MT80N1金属粉芯焊丝,φ1.2mm;保护气体:95% Ar+5%CO2混合气体。图8-21和图8-22是金属粉芯焊丝混合气体保护焊电弧电压、焊接电流概率密度分布叠加图。......
2023-06-30
图6-31中的平稳的熔滴表面张力过渡形态实际反映了HMG-0不镀铜实心焊丝熔滴的基本过渡特征。图6-32 镀铜焊丝CO2气体保护焊高速摄影典型照片焊丝样品:TM-CU镀铜实心焊丝;设置焊接参数:24V/180A;拍摄速度:2000f/s。......
2023-06-30

相关推荐