推丝式送丝机结构简单、操作维修方便,目前生产中应用最广泛,适宜于直径0.8~2mm的焊丝。使用时应根据不同直径的焊丝选择相配的驱动轮。CO2气体具有较强的冷却作用,允许使用的额定电流较高,一般不需要水冷。但在MIG、MAG焊时,使用惰性气体导致焊枪的温度上升很快,应根据使用的电流大小和焊枪负载持续率选用合适规格的空冷或水冷焊枪。......
2023-06-25
1.送丝系统
MIG焊、MAG焊及CO2焊用送丝系统基本构成是相同的。送丝系统通常由送丝机、送丝软管及焊丝盘等组成,其中送丝机包括送丝电动机、减速器、矫直轮和送丝轮,如图1-5-21所示。
焊接过程中送丝必须顺畅稳定,才能保证电弧稳定,否则会影响焊接质量。根据送丝速度调节方式的不同,送丝系统分为等速送丝和均匀送丝两种,其中均匀送丝通过弧压反馈保证送丝的稳定性。
(1)送丝机 送丝机可分为推丝式、拉丝式、推拉丝式及加长推丝式4种,如图1-5-22所示。
1)推丝式:焊丝从焊丝盘经过送丝轮再经过送丝软管到达焊枪,如图1-5-22a所示。推丝式送丝机结构简单、操作维修方便,目前生产中应用最广泛,适宜于直径0.8~2mm的焊丝。
2)拉丝式:拉丝式送丝机的优点是送丝稳定。这种送丝机可分为3种形式。第一种是焊丝盘与焊枪分开,如图1-5-22b所示。第二种是焊丝盘、送丝轮及送丝电动机均装在焊枪上,但因增加了焊枪重量,操作者劳动强度大,如图1-5-22c所示,操作比第一种方便。第一种与第二种适宜直径不超过0.8mm的细丝半自动焊。第三种是焊丝盘、送丝电动机均与焊枪分开,如图1-5-22d所示,一般用于自动GMAW。
3)推拉式:这种送丝方式因同时采用推丝和拉丝,同时拉丝速度稍快于推丝,焊丝在送丝管中保持拉直状态,减少了摩擦力,送丝软管长度可达15m,如图1-5-22e所示。这种送丝方式大多用于铝合金的焊接,其缺点是焊枪重,操作者劳动强度大。
4)加长推丝式:这种送丝方式是在推丝式的基础上,在送丝软管中间加装辅助推丝机来增强送丝稳定性,如图1-5-22f所示。这种送丝方式可使送丝软管的长度增加到20m以上,同时不会增加焊枪重量,在长距离焊接时应用更为方便。
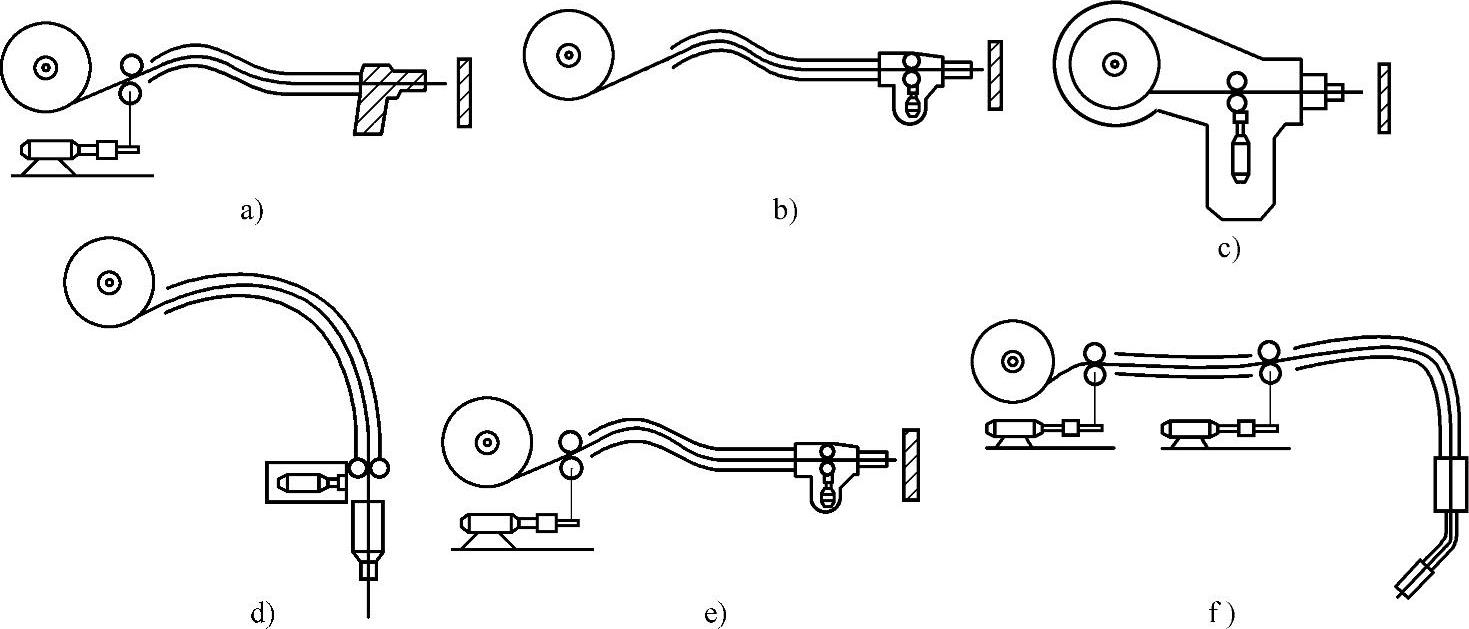
图1-5-22 送丝机的4种基本形式示意图
a)推丝式 b)拉丝式(焊丝盘与焊枪分离) c)拉丝式(焊丝盘与焊枪一体) d)拉丝式(焊丝盘、送丝电动机均与焊枪分开) e)推拉丝式 f)加长推丝式
(2)送丝轮送丝轮的主要作用是维持焊丝的稳定送进,它与加压轮、矫直轮等安装在一起,可分为双轮式和四轮式两种,如图1-5-23所示。双轮式有两种,一种是两轮中一个为驱动轮,另一个为从动轮,如图1-5-23a所示;另一种是两轮均为驱动轮。四轮式中有两个驱动轮,另两个为从动轮,如图1-5-23b所示。
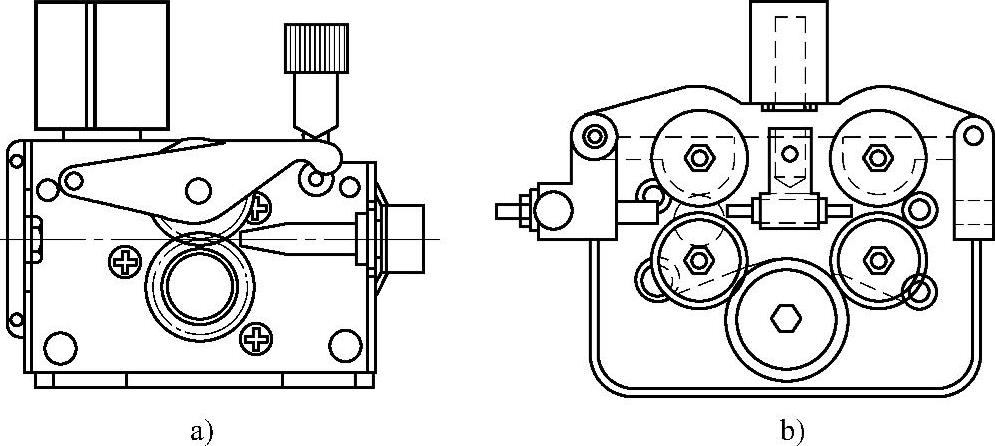
图1-5-23 送丝驱动形式
a)双轮式 b)四轮式
驱动轮由送丝电动机驱动,送丝轮与焊丝之间的摩擦力推动焊丝向前输送。双轮驱动的优点在于解决了单轮驱动从动轮易打滑的问题,同时送丝推力增加一倍,焊丝因受力对称减少了在送进过程中的偏摆,提高了送丝稳定性。在送丝能力相同的情况下,四轮式送丝对焊丝的压紧力小于双轮式,因此四轮式送丝适用于较软的焊丝,如铝焊丝与药芯焊丝等。通过加压手柄可以调节送丝轮间压力以提高送丝稳定性,但压力过大时,会把焊丝压变形,反而影响送丝稳定性。
为增大摩擦力提高送丝稳定性,一般在驱动轮表面上加工V形槽或U形槽,槽的大小与焊丝直径相匹配,如图1-5-24a所示。使用时应根据不同直径的焊丝选择相配的驱动轮。U形槽与焊丝之间接触面较大,更适宜较软的铝焊丝及药芯焊丝的焊接。

图1-5-24 不同槽形的送丝轮
a)V形、U形 b)滚花送丝轮
在驱动轮上加工带滚花的沟槽可以增加摩擦力,如图1-5-24b所示,其优点在于滚轮可以以较小的压力产生较大的摩擦力,缺点是易在焊丝表面产生压痕,增加在送丝软管内的阻力及导电嘴的磨损。这种驱动轮常用于粗丝CO2焊及堆焊用药芯焊丝。
(3)送丝软管 送丝软管的作用是将焊丝导向焊枪,因此一方面要求软管送丝阻力小,保证送丝的稳定性;另一方面要求软管有足够的柔性且不易折弯,方便操作。对碳钢、低合金钢及不锈钢等较硬焊丝一般选用弹簧管,这种送丝软管是用弹簧钢丝绕制的;对于铝及铝合金等较软焊丝一般选用聚四氟乙烯或尼龙材料制成的送丝软管。送丝软管内径过大或过小均会影响送丝稳定性,可按表1-5-5选配。
表1-5-5 送丝软管内径与焊丝直径的选配

送丝软管一般长达3~5mm,当送丝软管过分弯曲、变形、过度磨损或者管内铜屑积垢引起堵塞时,均会增大送丝阻力,影响送丝稳定性,应定期清理或更换。推丝式送丝机不适合软管较长的场合。
一般送丝软管常与保护气体软管、焊接电缆制造成一体式焊接软管,使用更为方便。
2.焊枪
(1)焊枪的分类GMAW用焊枪,按应用方式可分为半自动焊枪和自动焊枪。按焊枪外形可分成鹅颈式、直管式和手枪式。按冷却方式可分为气冷式和水冷式(焊接电流大于600A)。按送丝方式可分为推丝式和拉丝式。一般直管式焊枪与水冷式焊枪常用于自动焊,鹅颈式焊枪常用于半自动焊,但也可用于自动焊。
在半自动焊中,鹅颈式焊枪应用最多,一般随机标准配置的焊枪均为鹅颈式。鹅颈式焊枪适宜直径0.8~1.6mm细焊丝的焊接,对空间位置的焊缝操作起来比较方便。手枪式焊枪由于结构紧凑,送丝阻力小,适合较粗焊丝。
焊枪主要由导电嘴、喷嘴、枪体等组成。鹅颈式焊枪的组成如图1-5-25所示,手枪式焊枪的组成如图1-5-26所示,均为推丝式焊枪。
CO2气体具有较强的冷却作用,允许使用的额定电流较高,一般不需要水冷。但在MIG、MAG焊时,使用惰性气体导致焊枪的温度上升很快,应根据使用的电流大小和焊枪负载持续率选用合适规格的空冷或水冷焊枪。

图1-5-25 鹅颈式焊枪
1—喷嘴 2—鹅颈管 3—焊把 4—电缆 5—扳机开关 6—绝缘接头 7—导电嘴

图1-5-26 手枪式焊枪
1—导电嘴 2—喷嘴 3—电缆 4—焊把 5—扳机开关
半自动焊枪一般用于细丝,通常焊丝直径不超过1.2mm,因电流不大常为空冷式,焊枪较轻,方便焊工的操作。自动焊枪用于细丝时多采用空冷式,而当焊接有色金属电流超过120A或粗丝大电流焊接时宜采用水冷式自动焊枪。除增加的冷却装置外,半自动焊枪结构与自动焊焊枪基本相同。为了方便夹持,自动焊枪常用直管式。
除了上述两种推丝式焊枪外,还有两种拉丝式焊枪。一种在焊枪上装有一小型送丝机;另外一种在焊枪上不仅装有送丝机,还装有小型焊丝盘,特别适合细焊丝和软焊丝的焊接。
(2)导电嘴 导电嘴是焊枪中使用条件最恶劣的零件,属于易损件,导电嘴的形状如图1-5-27所示。导电嘴将电流传递给焊丝,因为焊丝具有一定的挠度,焊丝与导电嘴的接触点较紧,足以满足导电的需要,如图1-5-28所示。
在焊丝连续输送的过程中,导电嘴会发生磨损。当磨损严重后,焊接过程中焊丝与导电嘴的接触点不稳定,易造成送丝不稳定或焊丝表面“打火”引起粘连,导致焊接中断。因此在焊接过程中,出现送丝不稳定、电弧时断时燃及焊丝在导电嘴处熔化焊在一起等问题时,可能是导电嘴不良所引起,应及时检查更换。
导电嘴内径一般比焊丝直径大0.2mm,但还需根据焊丝直径来考虑:如焊丝直径≤1.6mm,内径大0.1~0.3mm;焊丝直径≤2mm,内径大0.4~0.6mm。导电嘴内径过大或过小均影响甚至严重影响送丝稳定性和焊接质量。铝合金和不锈钢焊丝焊接时,因受热膨胀,导电嘴内径应比同规格碳钢焊丝用导电嘴大约0.2mm。为增强导电性,导电嘴用铜或铜合金制成,以CuCrZr合金为佳。这种合金硬度较高又耐高温,使用寿命长。
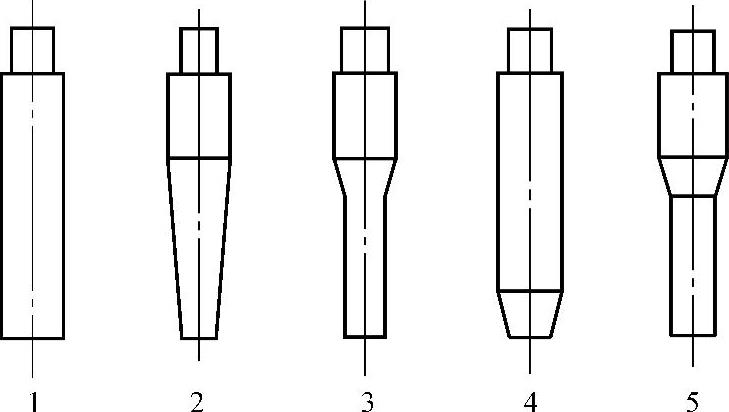
图1-5-27 导电嘴的形状
1—柱形 2—锥台形 3—弧柱形 4—锥柱形 5—阶梯柱形

图1-5-28 焊丝与导电嘴之间的电接触
(3)喷嘴 喷嘴的作用是向焊接区输送保护气体,其形状和尺寸对保护气体的状态、焊枪操作性能有直接影响,应满足以下要求:气体消耗量小,保护作用充分;气流要具有一定的速度和挺度;应有绝缘材料与导电部分隔离;结构简单,易观察熔池。喷嘴形状如图1-5-29所示。圆柱形喷嘴的气体层流区较长,保护效果较好,较为常用。圆锥形喷嘴气体层流区较短,但其气体挺度较大,适合于坡口内或狭窄处场合。喷嘴的孔径根据所需保护气层大小、厚度、挺度来考虑。一般半自动焊喷嘴的孔径为16~20mm,自动焊必要时可适当用大些。在不影响操作的前提下,可适当加长喷嘴增加气体层流区长度,增强保护效果。

图1-5-29 喷嘴形状
a)圆柱形 b)圆锥形
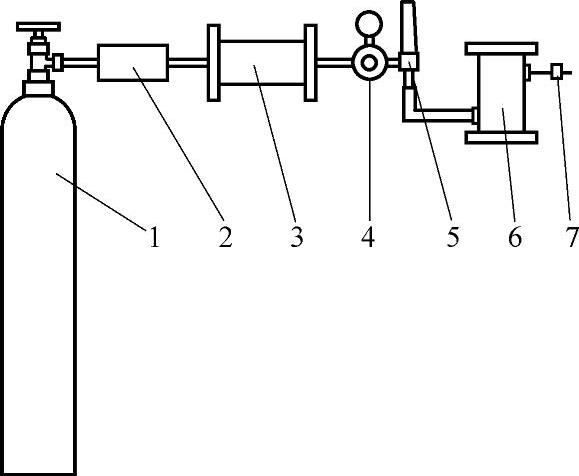
图1-5-30 GMAW供气系统示意图
1—气瓶 2—预热器 3—高压干燥器 4—气体减压阀 5—气体流量 6—低压干燥器 7—气阀
在焊接过程中,焊接飞溅常粘到喷嘴内壁,严重时影响保护效果,甚至使喷嘴带电,因此焊接过程中应经常清理喷嘴内壁飞溅。为减少清理次数,采用的方法有两种:一是在喷嘴内壁涂一层防飞溅剂,这样喷嘴内壁不易粘连飞溅且清理也较为容易,但使用不当易引起气孔及污染焊缝周围,若焊后工件需要进行涂装,将对涂料的附着力产生有害影响;二是采用水冷喷嘴或厚壁喷嘴,改善散热。
喷嘴常用铜制造,也是易损件。当喷嘴损坏时,可能会影响保护效果,应及时更换。
3.供气系统及冷却系统
供气系统主要由气瓶、减压阀、流量计、气管及气阀等组成,CO2焊还需加装预热器和干燥器,MAG焊有时还需加装气体配比器,如图1-5-30所示。
采用水冷焊枪时需要冷却系统。冷却系统主要由水箱、水泵、冷却水管及水压开关组成。冷却水在冷却系统内循环,可冷却软管内的铜导线、喷嘴及导电嘴。水压开关的作用是保证当水压太低或断水时,保护焊枪不被烧坏。冷却系统可与弧焊电源合并在一起,也可以与弧焊电源分离。
有关焊接方法与过程控制基础的文章

推丝式送丝机结构简单、操作维修方便,目前生产中应用最广泛,适宜于直径0.8~2mm的焊丝。使用时应根据不同直径的焊丝选择相配的驱动轮。CO2气体具有较强的冷却作用,允许使用的额定电流较高,一般不需要水冷。但在MIG、MAG焊时,使用惰性气体导致焊枪的温度上升很快,应根据使用的电流大小和焊枪负载持续率选用合适规格的空冷或水冷焊枪。......
2023-06-25

(1)气瓶焊缝检测用X射线数字成像检测设备的系统分辨率至少达到2.6LP(线对数),像质计灵敏度、图像的畸变率、图像放大倍数等应当符合相关标准的规定;X射线数字成像检测设备首次投用前,应当采用带有典型缺陷的样板或者抽取不少于2批产品,与 X射线照相法进行检测对比验证,对气孔、裂纹、夹渣等缺陷检出结果应当一致;对比验证应当每4年进行一次;(2)无缝气瓶检测用在线超声自动检测设备,至少具备内表面纵向、......
2023-06-20
网络设备机柜如下图所示。服务器和网络产品的高度都是用U来表示的,机柜一般有12,20,24,32,42U等规格。由于安装中包括网络电缆、电信电缆和电源电缆,需要购买钩环带或带齿的带子来将电缆有序地固定在机柜里面。机柜的最小空间是将所有设备所需空间之和乘以2。......
2023-10-19

瓷绝缘子配线也称为绝缘子配线,是利用瓷绝缘子支持并固定导线的一种配线,常用于线路的明敷。瓷绝缘子配线绝缘效果好,机械强度大,主要适用于用电量较大而且较潮湿的场合,允许导线截面积较大,通常情况下,当导线截面积在25mm2以上时,可以使用瓷绝缘子进行配线。使用瓷绝缘子配线时,对瓷绝缘子位置的固定是非常重要的,在进行该操作时应按相关的规范进行。......
2023-06-24

第八章政策目标的选择和配组第一节体制和政策的关系——体制中的不稳定因素能通过政策克服吗?这些同志由此出发,认为不应实行逆风向而动的反周期政策,而应倡导系统的自我组织,自我协调,不是平息风波,熨平周期,而应当是冲浪,驾驶波浪。反周期不应当是临时的应急措施,而应当是长期的方针。资本主义经济体制内蕴含着有效需求不足的内在机制,这使得许多国家频繁地发生销售危机,价格下跌,生产下降。......
2023-12-02

图2.48左岸泄洪洞施工二期风机布置图表2.3左岸泄洪洞施工二期通风设备配置特性表三期:主要工作面是泄洪洞龙落尾第Ⅱ、第Ⅲ层开挖、支护。左岸泄洪洞施工三期风机布置见图2.49,左岸泄洪洞施工三期通风设备配置特性见表2.4。......
2023-06-20

尽管越来越多的风力发电机组也具有电压调节的功能,但需要在即使风电不能发电的情况下,风电场也能发挥这种作用。随着风电装机容量在整个系统中占比越来越高,风电场的可调节容量已成为配电电压调节的决定性因素。......
2023-06-22

双绞线可以分为屏蔽双绞线与非屏蔽双绞线两大类。按其信号传输的等级划分,屏蔽双绞线分别有:3,5,6类;非屏蔽双绞线分别有:3,4,5,超5,6,7类。非屏蔽双绞线和屏蔽双绞线的特点如下:2.选购双绞线选购双绞线时,一般从看、摸、问、测4个方面进行辨别。优质双绞线的价格不会大大低于一般销售价格。可以使用网络故障检测仪器检测双绞线的传输速率,优质双绞线能达到技术要求的传输速度,劣质双绞线则不能。......
2023-10-19
相关推荐