单丝高速埋弧焊是在普通单丝埋弧焊的基础上,通过提高焊接电流和焊车/行走机构的行走速度来实现的。图1-4-45 焊缝成形(一)单丝高速埋弧焊焊缝成形的好坏,很大程度取决于焊缝所获得的热输入的大小及稳定程度。埋弧焊热效率η较高,可达85%以上。单丝高速埋弧焊可采用单面焊接双面成形工艺,常常用在锅炉、压力容器以及其他金属构件制造中。......
2023-06-25
在多丝埋弧焊的应用中,最常见的是三丝埋弧焊,如美国Lincoln公司的三丝埋弧焊装备,特别适合厚大钢板工件的焊接。传统的三丝埋弧焊一般采用一台晶闸管式或硅整流式电源和两台普通的正弦波交流电源,并与专用三丝焊枪、直流伺服驱动的送丝机和行走机构等组合成三丝高速埋弧焊接装备。三丝高速埋弧焊电源可采用多种组合,如AC+AC+AC或DC+AC+AC等组合,但通常采用DC+AC+AC组合的情况比较普遍。三丝共熔池高速埋弧焊有3个电弧同时燃烧,焊缝能够获得的能量比双丝高速埋弧焊更多,因此,可实现的焊接速度更高,焊缝获得的热输入可用下式表示:

式中 If1、Uf1、If2、Uf2、If3、和Uf3——分别为3个电弧的电流和电压。
在焊接速度vw和热效率η恒定的条件下,焊缝热输入的稳定与否决定于If1、Uf1、If2、Uf2、If3、和Uf3六个参数,任何一个参数发生变化,热输入就会发生变化,焊缝成形就会受到影响。
在双丝高速埋弧焊系统的基础上,添加一套交流弧焊电源和送丝机构,将双丝高速埋弧焊接系统升级为三丝高速埋弧焊系统,实现三丝共熔池高速埋弧焊。现以华南理工大学在国家自然科学基金会支持下所取得的研究成果为例作简介。焊接时可根据具体要求,调节三个焊枪的位置,以保证共熔池,但距离也不能太近,以减轻电弧间干扰,维持电弧的稳定,表1-4-13列出了三丝高速埋弧焊的两个实例,全部采用逆变式“DC+方波AC+方波AC”弧焊电源组合,试验条件为:“DC2000A+方波AC1800A+方波AC1250A”逆变式埋弧焊电源组合,直流采用DCRP接法,低碳钢板,板厚20mm;前面焊丝ϕ5mm,中间焊丝ϕ4.8mm,后面焊丝ϕ4mm,焊丝牌号H08A,三根焊丝相互间距分别为30mm、32mm,三把焊枪空间位置如图1-4-57所示;焊剂HJ431,两交流方波电源占空比均设为0.5,堆焊方法。
由表1-4-13可知,通过改变参数,得出不同特征的焊缝,每条焊缝的参数略有不同,但它们的焊接速度均超过了2.0m/min,焊接过程稳定、焊缝成形良好。
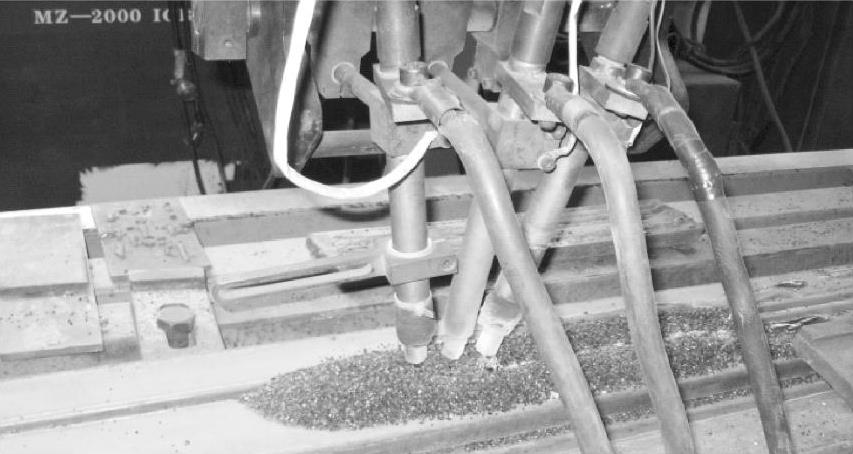
图1-4-57 三丝焊枪空间位置
表1-4-13 不同参数的三丝高速埋弧焊

在DC+AC+AC组合时,为了减小电弧间磁偏吹,需合理调整交流电弧间的相位差,如果同频率的两交流方波电源的相位差为0°时,则两电弧相互吸引,如果相位差为180°时,则两电弧相互排斥,因此,为了减小电弧间的相互作用,最好将两电弧的相位差固定在90°左右,如图1-4-58所示。而在AC+AC+AC组合时,三个弧焊电源之间相位差应该互为120°。
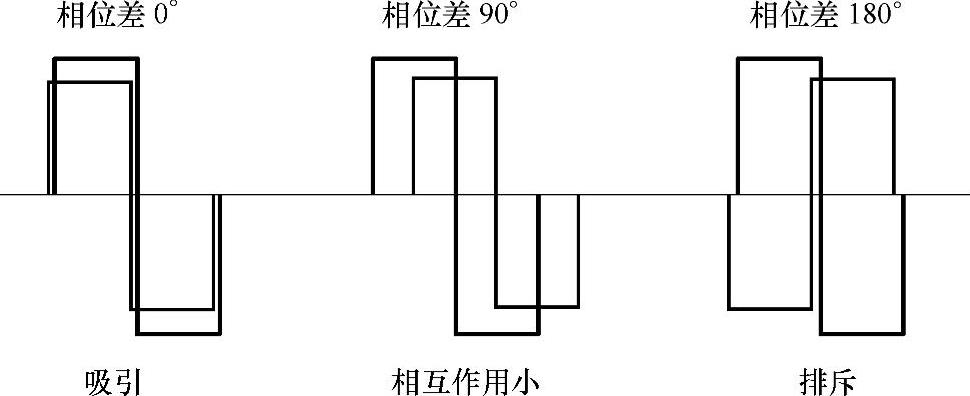
图1-4-58 两电弧不同相位差时的相互作用
高速埋弧焊也可应用于薄板钢材的焊接,但需要根据式(1-4-23)、式(1-4-24)和式(1-4-25)调整焊接的参数,减小焊丝直径,降低焊接电流,合理设定小车行走速度,减小焊缝的热输入,否则热输入过大,易出现焊穿薄板等缺陷。有技术文献报道,有技术人员利用埋弧焊实现了厚度为3mm和4mm钢板的高速埋弧焊。
有关焊接方法与过程控制基础的文章

单丝高速埋弧焊是在普通单丝埋弧焊的基础上,通过提高焊接电流和焊车/行走机构的行走速度来实现的。图1-4-45 焊缝成形(一)单丝高速埋弧焊焊缝成形的好坏,很大程度取决于焊缝所获得的热输入的大小及稳定程度。埋弧焊热效率η较高,可达85%以上。单丝高速埋弧焊可采用单面焊接双面成形工艺,常常用在锅炉、压力容器以及其他金属构件制造中。......
2023-06-25

通常双丝高速埋弧焊的焊接速度可达2m/min以上。通过对两电源及行走机构进行时序关系的控制,可避免双丝串列埋弧焊在起弧和收弧位置由于在电弧作用下,所产生的焊缝首尾下塌现象。传统的双丝埋弧焊常在开始位置会产生一小段距离较窄的焊缝,且收弧位置常出现下塌现象。......
2023-06-25

3)离子气种类及流量:等离子弧焊最常用的保护气体和工作气体是氩气,适用于所有金属。表1-7-2为小电流等离子弧焊时常采用的保护气体。小电流等离子弧焊时,保护气可以不同。表1-7-3 等离子弧焊常见缺陷及消除措施......
2023-06-26

埋弧焊设备由弧焊电源、电气控制系统和焊接机身组成,典型的小车式埋弧焊机如图1-4-2所示。图1-4-2 小车式埋弧焊机图1-4-3 埋弧焊机分类1)按弧焊电源可分为交流、直流和交流与直流两用。带状电极埋弧焊机主要用作大面积堆焊。目前大容量的数字控制晶闸管式弧焊整流器、埋弧焊逆变器以其高效节能、良好的动特性和弧焊工艺性能等优点成为常规埋弧焊电源的更新换代产品。......
2023-06-25
(一)埋弧焊设备的分类按照用途 埋弧焊设备分为通用和专用两种。通用埋弧焊设备广泛用于各种结构的纵环缝对接、角接。按送丝方式 埋弧焊设备分为等速送丝式和变速送丝式两种。单丝埋弧焊设备运用最广泛,双丝和多丝是为了提高生产率,带状主要用于大面积堆焊。图3-41 常见埋弧焊设备的形式(二)埋弧焊设备的组成埋弧焊设备包括埋弧焊机、机头、控制箱、支架或导轨及辅助设备。埋弧焊机由焊接电源机械系统和控制系统三部分组成。......
2023-06-23
等离子弧焊接设备主要包括焊接电源、控制系统、焊枪、气路系统、水路系统。(二)控制系统等离子弧焊接工艺的主要控制由控制系统完成。典型的等离子弧焊机的控制系统主要功能包括设定离子气流量、保护气流量、维弧电流、主弧电流等。(三)焊枪等离子弧焊时产生等离子弧并用以进行焊接的工具称等离子弧焊枪。压缩喷嘴结构、类型和尺寸对等离子弧性能起决定性作用。电极偏心将使等离子弧偏斜影响焊缝成形并且是促成双弧的一个诱因。......
2023-06-23


相关推荐