通常双丝高速埋弧焊的焊接速度可达2m/min以上。通过对两电源及行走机构进行时序关系的控制,可避免双丝串列埋弧焊在起弧和收弧位置由于在电弧作用下,所产生的焊缝首尾下塌现象。传统的双丝埋弧焊常在开始位置会产生一小段距离较窄的焊缝,且收弧位置常出现下塌现象。......
2023-06-25
单丝高速埋弧焊是在普通单丝埋弧焊的基础上,通过提高焊接电流和焊车/行走机构的行走速度来实现的。在单丝埋弧焊接过程中,如果焊接速度过高,则会出现一些不同于常规单丝埋弧焊的问题,例如,由于电弧的热量没有充分地向母材扩散,形成的熔池小,周围的母材温度梯度大,熔池凝固快,熔化金属来不及和母材充分熔合,导致焊缝余高大,产生咬边和金属液体失稳造成的驼峰焊道等使焊缝变差的现象,如图1-4-45所示。如果将焊接速度控制在一定范围内,系统运行稳定,电弧无短路、断弧出现,则焊缝成形好。

图1-4-45 焊缝成形(一)
单丝高速埋弧焊焊缝成形的好坏,很大程度取决于焊缝所获得的热输入的大小及稳定程度。单丝埋弧焊焊缝所获得的热输入可用下式表示:
El=ηIfUf/vw (1-4-23)
式中 El——热输入,单位为J/cm;
If——电弧电流,单位为A;
Uf——电弧电压,单位为V;
vw——焊接小车行走速度,单位为cm/s;
η——为热效率。
埋弧焊热效率η较高,可达85%以上。如果热输入El稳定,就表示焊缝在单位长度上所获得的热量均匀一致,焊缝成形就好,因此,埋弧焊要求焊接小车要保持速度均匀,焊接电流和电压要稳定。
1.单丝直流高速埋弧焊
单丝直流高速埋弧焊既适合厚板钢材,也可用于4mm的薄板,但多数是在厚板情况下应用的。单丝高速埋弧焊可采用单面焊接双面成形工艺,常常用在锅炉、压力容器以及其他金属构件制造中。为保证焊接质量,实际焊接时,对焊接参数以及网压的波动都有严格的要求,如果焊接参数和网压波动较大,则焊缝成形的质量就会受到明显的影响,严重时会产生裂纹、气孔、焊瘤、咬边等缺陷。因此,焊接过程中,焊接参数的稳定是保障焊缝成形和力学性能的关键。
下面是采用堆焊方法进行的单丝直流高速埋弧焊实例,所采用的是MZ—2000型逆变式直流埋弧焊电源,反极性接法(即DCRP),低碳钢板,板厚15mm,ϕ5mm焊丝,焊丝牌号H08A,HJ431焊剂,焊丝伸出长度30mm,见表1-4-10,焊缝成形如图1-4-46~图1-4-48所示。
表1-4-10 不同参数的单丝直流高速埋弧焊

焊接速度由0.53m/min调整到1.0m/min时,焊缝成形如图1-4-47所示,焊接过程不稳定,焊缝出现紧缩、驼峰等缺陷,原因在于:焊接电流和电弧电压一定的情况下,焊接速度决定了单位焊缝长度上的热输入,焊接速度太快,单位长度上的热输入减少,焊接过程稳定性变差。

图1-4-46 焊缝成形(二)

图1-4-47 焊缝成形(三)
为了获得成形良好的焊道,焊接速度、电弧电压与焊接电流应该合理匹配。在焊接速度改变的同时,为了保证一定的焊缝质量,焊接电流与电弧电压按照表1-4-10做相应调整,如图1-4-48所示,与图1-4-47相比,焊接过程稳定,焊缝成形明显改善。

图1-4-48 焊缝成形(四)
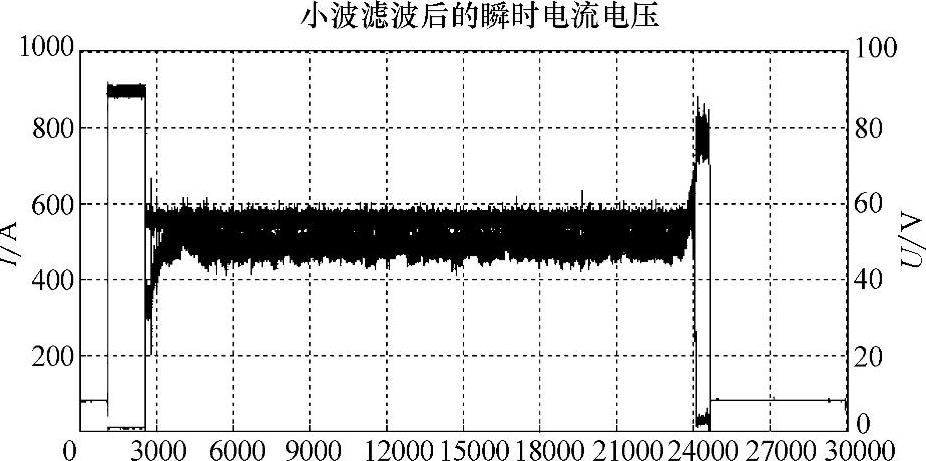
图1-4-49 焊缝电流、电压波形图
为了对埋弧焊电弧的稳定性进行实时监测和评估,人们常借助于现代信号处理技术,对焊接过程的电弧参数进行实测和跟踪记录,华南理工大学黄石生教授团队在开展高速高效焊接技术系统研究的同时,研发成功了的电弧动态小波分析仪,就是一种专门针对焊接信号分析而开发的信号分析仪器,它可以对电弧信号进行统计分析,以及由电流、电压数据求出其相应的概率密度分布,并以直方图的形式显示焊接电流、电弧电压的概率密度分布的大致情况。图1-4-48中尖峰附近区域的宽窄程度以及尖峰的高低反映了波形的一致性程度和焊接过程的稳定性,因此,利用概率密度分布图可提取焊接过程稳定性的特征信息。
下面是针对图1-4-46的焊缝为分析对象进行的小波分析,其电流电压波形如图1-4-49所示,电弧的U—I分布如图1-4-50所示。在电压和电流平面坐标(U—I平面)上,将同一次焊接试验的瞬时电压和电流值按时间的顺序依次画线连接起来,就得到U—I图。U—I图的重复性代表了焊接过程的稳定性,通过U—I图可直观地对焊接动态过程进行分析评定。从图1-4-50中能明显看出其边缘线族分布很集中,边缘线族清晰、整齐,U—I重复性高,说明图1-4-46的焊接过程稳定性很好。
概率密度分布(PDD)如图1-4-51所示。图l-4-51a是电弧电流概率密度分布图,从图中可以看出电弧电流,的最大概率密度n在560A,两侧成近似对称状,图1-4-51b为电弧电压概率密度分布图,图巾由三部分组成,左侧小山峰代表了起弧过程电压,巾间部分代表了焊接过程的电弧电压,右边山峰代表收弧电压,电流和电压PDD尖峰都很集中,表明是比较好的焊接参数。
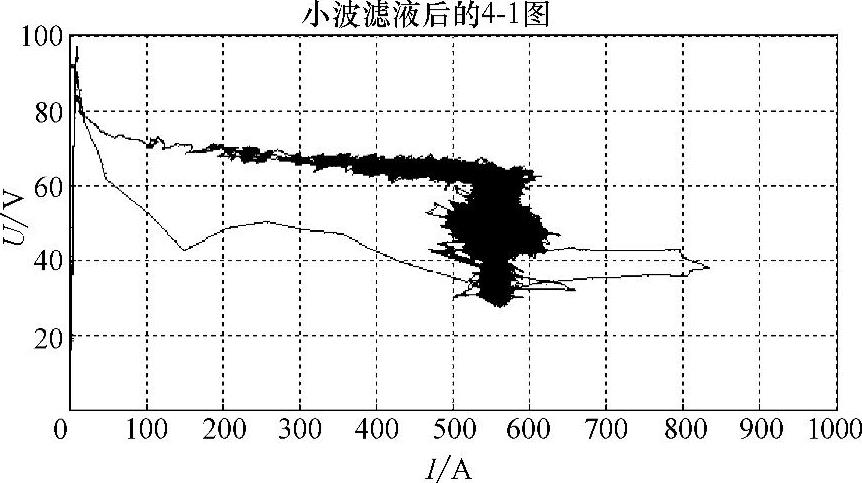
图1-4-50 电弧U—I图
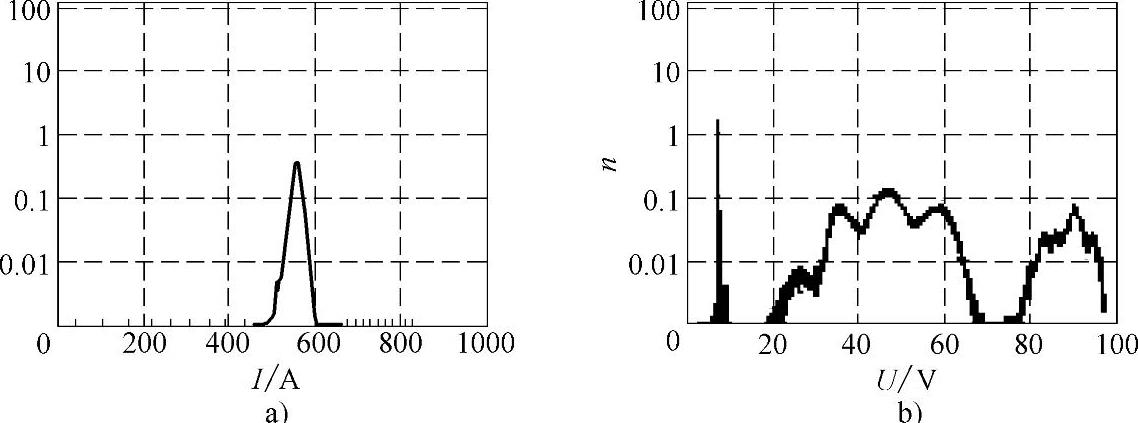
a)电流概率密度分布图 b)电压概率密度分布图
2.单丝交流方波高速埋弧焊
与直流埋弧焊相比,交流方波埋弧焊具有可调参数多的优点,适合特殊材料的焊接,尤其是在多丝埋弧焊中可有效消除电磁偏吹现象,保障电弧的稳定性。直流反接(DCRP)埋弧焊焊接时,可获得最大的熔深和最佳的焊缝表面;直流正接(DCEP)埋弧焊焊接时,焊丝熔化速度要比反接高35%以上,使得焊缝余高增加,熔深变浅。在特殊场合进行埋弧焊接过程中,需要提高相应的热量输入至母材和填充金属,保证获得高的焊缝质量和高的焊接速度,而采用交流方波弧焊电源进行埋弧焊接,可以更方便通过调节交流方波的频率、正负半波宽度比及其幅值来适应不同埋弧焊工艺的需求。
表1-4-11是单丝交流高速埋弧焊的几个实例,所采用的是MZE-1800逆变式交流埋弧焊电源,低碳钢板,板厚15mm,ϕ5mm的焊丝,焊丝牌号H08A,焊剂HJ431,焊丝伸出长度30mm,堆焊方法。
表1-4-11 不同参数的单丝交流方波高速埋弧焊

从表1-4-11中可以看出,相同焊接电流、电弧电压、频率和焊接速度条件下,占空比较小时,负半波电弧时间长,对焊丝熔化作用较大,电弧正半波电弧力作用较小,使得焊丝熔滴敷在焊缝表面,导致焊缝较狭长,余高增加,而且焊接速度过快时,焊接过程中出现焊接不稳定现象;随着占空比的增大,电弧正半波电弧力作用增大,焊接过程无短路、无断弧、焊接过程稳定、焊缝成形好,而且焊接速度可进一步提高。
综上所述,当交流方波埋弧焊过程中,焊接电流、电压和频率一定时,宽度比的大小对熔滴过渡和焊接过程的稳定性影响很大,如果宽度比太小会加快焊丝熔化速度,如焊接速度过快,会引起熔滴过渡的不规则,出现余高过大的现象。
有关焊接方法与过程控制基础的文章

通常双丝高速埋弧焊的焊接速度可达2m/min以上。通过对两电源及行走机构进行时序关系的控制,可避免双丝串列埋弧焊在起弧和收弧位置由于在电弧作用下,所产生的焊缝首尾下塌现象。传统的双丝埋弧焊常在开始位置会产生一小段距离较窄的焊缝,且收弧位置常出现下塌现象。......
2023-06-25

在多丝埋弧焊的应用中,最常见的是三丝埋弧焊,如美国Lincoln公司的三丝埋弧焊装备,特别适合厚大钢板工件的焊接。三丝高速埋弧焊电源可采用多种组合,如AC+AC+AC或DC+AC+AC等组合,但通常采用DC+AC+AC组合的情况比较普遍。有技术文献报道,有技术人员利用埋弧焊实现了厚度为3mm和4mm钢板的高速埋弧焊。......
2023-06-25

(一)对接接头埋弧焊技术对接焊缝的埋弧焊,是应用最为广泛的一种。一般第一面焊接应保证熔透深度为焊件厚度的60%~70%。对清根的焊缝反面熔透深度可适当减小。焊缝的熔透深度在焊接过程中,往往是无法直接测出的。而在焊接电流较大、电弧电压较低、焊接速度较慢时,如加热面积的前端呈圆形,若颜色为浅色,则应适当增加焊接速度。焊接时这部分的焊剂起焊剂垫的作用又保护铜垫,免受电弧直接作用。......
2023-06-23

(一)埋弧焊设备的分类按照用途 埋弧焊设备分为通用和专用两种。通用埋弧焊设备广泛用于各种结构的纵环缝对接、角接。按送丝方式 埋弧焊设备分为等速送丝式和变速送丝式两种。单丝埋弧焊设备运用最广泛,双丝和多丝是为了提高生产率,带状主要用于大面积堆焊。图3-41 常见埋弧焊设备的形式(二)埋弧焊设备的组成埋弧焊设备包括埋弧焊机、机头、控制箱、支架或导轨及辅助设备。埋弧焊机由焊接电源机械系统和控制系统三部分组成。......
2023-06-23

3)离子气种类及流量:等离子弧焊最常用的保护气体和工作气体是氩气,适用于所有金属。表1-7-2为小电流等离子弧焊时常采用的保护气体。小电流等离子弧焊时,保护气可以不同。表1-7-3 等离子弧焊常见缺陷及消除措施......
2023-06-26
埋弧焊设备由弧焊电源、电气控制系统和焊接机身组成,典型的小车式埋弧焊机如图1-4-2所示。图1-4-2 小车式埋弧焊机图1-4-3 埋弧焊机分类1)按弧焊电源可分为交流、直流和交流与直流两用。带状电极埋弧焊机主要用作大面积堆焊。目前大容量的数字控制晶闸管式弧焊整流器、埋弧焊逆变器以其高效节能、良好的动特性和弧焊工艺性能等优点成为常规埋弧焊电源的更新换代产品。......
2023-06-25
相关推荐