埋弧焊焊接参数的选择对焊缝成形和质量有着重要影响。图7-19 焊丝伸出长度对焊丝熔敷率的影响图7-20 焊丝伸出长度对焊缝熔深的影响6.电源种类与极性电源种类和极性可以改变焊缝的形状和尺寸。焊剂与焊丝合理匹配是获得高质量焊缝的关键,......
2023-07-02
1.熔池形状和焊缝形状(1)熔池形状 埋弧焊时,在电弧热作用下熔化的焊丝和母材金属所构成的液体金属熔池较
为稳定,其形状和尺寸(见图1-4-22)与电弧的热输入Q(J/cm)的大小有关:
Q=ηIfUf/vw (1-4-15)
式中 η——电弧热效率,埋弧焊时为0.8~0.9;
If、Uf、vw——分别为焊接电流,单位为A;电弧电压,单位为V;焊接速度,单位为m/h。
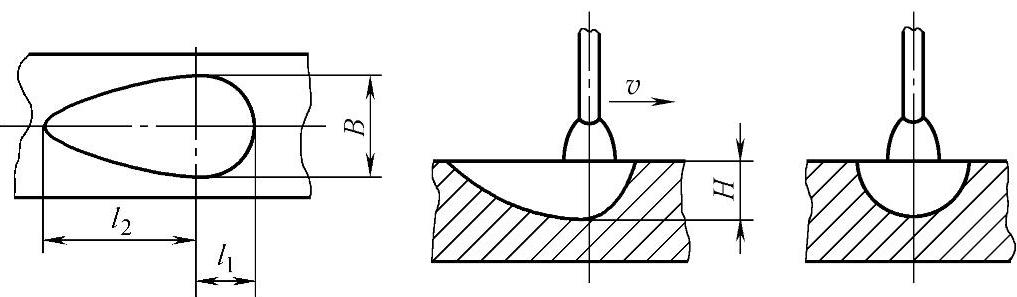
图1-4-22 埋弧焊熔池形状及尺寸要素
熔池在电弧压力、电磁收缩力、表面张力及液体金属重力等作用下发生剧烈的对流运动。熔池温度是不均匀的。熔池表面张力与温度及液体金属成分有关,因此,熔池中的对流运动状况极为复杂。焊接熔池形状和尺寸目前仍难以用解析法求解,这一熔池动力学问题是当前焊接工艺研究中的重要课题。
(2)焊缝形状 通常是指焊缝熔化区横截面形状,一般以焊缝计算厚度H、焊缝宽度B和余高h三个参数表征,如图1-4-23所示。显然,H、B、h都是由熔池尺寸决定的。足够的H是焊缝质量好坏的重要指标。B、h应与H有合理的比例。常用焊缝成形系数φ=B/H、增厚系数B/h表征焊缝形状。φ值越小,则焊缝深而窄,表明焊接电弧热量集中,焊缝热影响区小。但ϕ值过小,易出现裂纹和气孔。通常,埋弧焊缝最适宜的φ值为1.3~2。B/h为4~8,其值过小,对接头动载强度不利,重要结构甚至还应磨去余高。
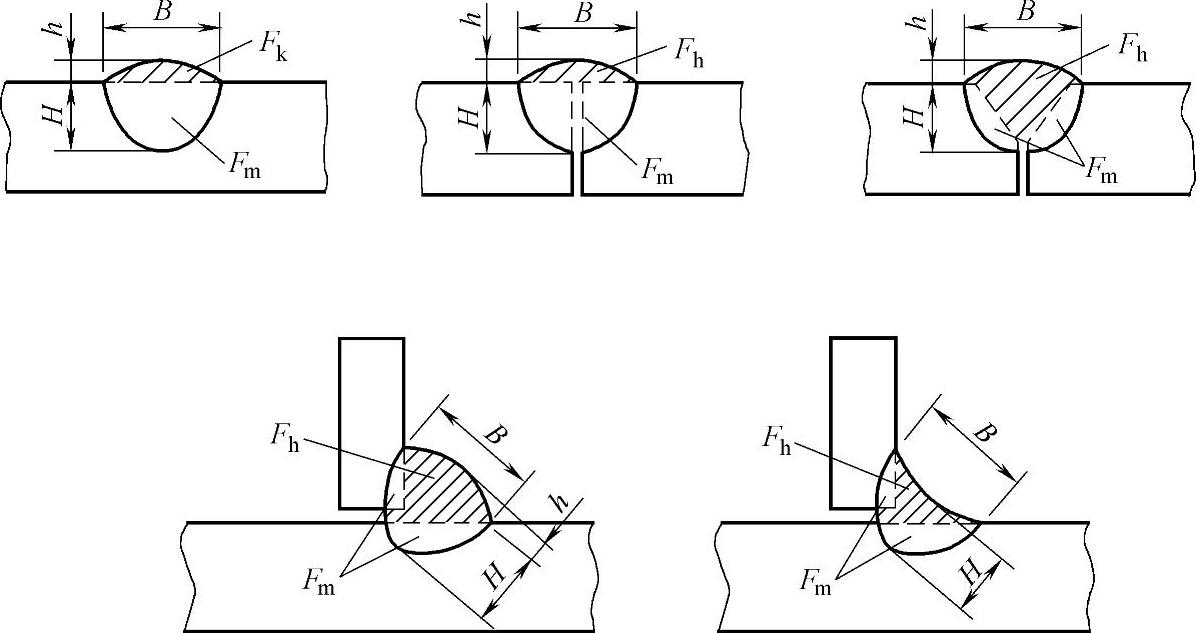
图1-4-23 焊缝形状及尺寸要素
Fm—母材熔化的横截面积Fh—填充金属熔敷的横截面积 B—焊缝宽度 H—熔深 h—余高
(3)焊缝结晶 焊缝金属冷却结晶,总是以熔池尾部边缘母材半熔化晶粒为基础,背着散热方向即垂直熔池壁方向生长的。因此,无论从横向或纵向看,熔池和焊缝形状对焊缝金属的结晶方向、杂质偏析及裂纹敏感性都有直接影响。如图1-4-24a、b所示,从横截面看,φ小的焊缝,从两侧生长的柱状对生结晶会在焊缝中心内部相交,使低熔点杂质聚集于中心,容易诱发裂纹、气孔等缺陷。φ增大,则焊缝金属的结晶方向有助于把低熔点杂质推向焊缝上方,因而能抑制裂纹和气孔产生。如图1-4-24c、d所示,从纵截面看,熔池尾部越细长,两侧柱晶在焊缝中心夹角越大,焊缝中心偏析严重,强度降低,容易诱发纵向凝固裂纹。熔池尾部呈椭圆时,就不易出现这种裂纹。
(4)焊缝熔合比 由图1-4-23可见,焊缝的熔合比如下:
γ=Fm/(Fm+Fh) (1-4-16)
式中 γ——熔合比,即母材在焊缝中所占比例;
Fm——母材熔化的横截面积,单位为mm2;
Fh——填充熔敷金属的横截面积,单位为mm2。
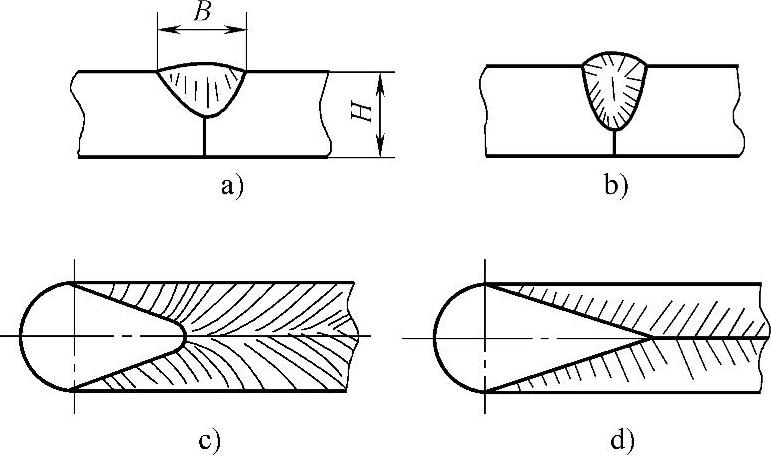
图1-4-24 熔池和焊缝形状对焊缝结晶方向的影响
γ的数值可由坡口尺寸及熔池形状调节。在合金钢埋弧焊时,可通过调整γ来改变焊缝金属化学成分和组织,是防止焊缝产生冶金缺陷、提高力学性能的一条有效途径。
2.焊缝质量的影响因素
影响焊缝质量的埋弧焊焊接参数中,焊接电流及种类、电弧电压、焊接速度起重要作用。生产中通常把这三个参数定为埋弧焊参数,其他影响焊缝尺寸及质量的焊接参数是焊丝直径、焊丝伸出长度、焊剂层的厚度、焊丝与母材之间的倾角和工件斜度等。这些参数影响着焊缝的形状系数和熔合比,从而决定了焊缝的质量。

图1-4-25 焊丝熔化速度与电流关系
(1)焊接电流 焊接电流控制焊丝熔化速度、熔深和母材的熔化量。焊缝金属单位时间的熔敷量几乎直接与电流成正比。埋弧焊焊丝熔化速度与焊接电流的关系如图1-4-25所示。
焊接电流对焊缝成形的主要影响是焊缝的熔深和余高。图1-4-26a为试验得出的基本规律,H与If近乎呈线性关系:
H=kmIf (1-4-17)
式中 H——焊缝熔深;
km——比例系数,取决于电流种类、极性、焊丝直径及焊剂化学成分;
If——焊接电流。
在一定的焊接速度下,如果焊接电流过大,熔透的深度将太深、焊缝余高过大、焊缝成形系数下降,易产生热裂纹,焊接过程中甚至引起烧穿;而且焊缝的热影响区将较大,大电流还会导致焊丝消耗增加,成本增高。反之,焊接电流太小,将导致未焊透或焊缝增高不足,易产生夹渣等缺陷。焊接电流对焊道尺寸的影响规律如图1-4-26a所示,对焊缝的熔透及成形的影响如图1-4-26b所示。

图1-4-26 焊接电流对焊缝成形的影响
a)对焊道尺寸的影响规律 b)对熔透及成形的影响
电流种类和极性影响焊丝的熔化速度。直流正接(DC-SP)时焊丝的熔化速度比直流反接(DCRP)提高30%~50%,而熔深较浅。因此,直流正接可用于防止含有容易产生热裂纹元素的母材产生裂纹,并可用于堆焊。
直流焊接时可发生电弧磁偏吹现象,焊接电流越大,电弧磁偏吹越明显。磁偏吹的方向受很多因素的影响,例如焊件上焊接电缆的连接位置、电缆接线处接触不良,部分焊接电缆环绕接头造成的二次磁场等。在同一条焊缝的不同部位,磁偏吹的方向也不相同。磁偏吹方向若与焊接方向相反会使熔深增加,熔宽减小。电弧磁偏吹会在焊缝中造成气孔。在接近端部的一段焊缝上,磁偏吹更经常发生,焊缝中气孔也较多。
交流弧焊电源在熔敷速度及熔透上介于直流正接与反接之间,可以减少磁偏吹的影响,适用于有电弧偏吹难以施焊处。正弦波交流的焊接过程稳定性和质量不如直流焊接。矩形波交流焊接过程和质量与直流焊接相当。
(2)电弧电压 电弧电压和电弧长度成正比,电弧电压对焊丝熔化速度影响不大,主要影响熔化区的形状及焊缝余高。如果焊接电流维持定值,电弧电压相对于电流而偏低,则母材将熔化不足,焊缝宽度变窄,难以获得良好质量的焊缝,熔化的焊丝金属与焊件可能形成连续的短路时,将造成飞溅,熔深(H)和余高(h)就加大,形状系数下降。当电弧电压逐渐升高到达一个最佳值时,电弧不再爆裂,而是出现一种有规律的尖裂的声音,这时,将获得良好的熔透。如果电弧电压继续升高,电弧的长度将增长。电弧燃烧就不稳定,熔深(H)和余高(h)会减小,熔宽(B)显著增大,通常还会出现咬边。由于电弧过长,有更多的焊剂受到电弧热的作用,因而增加了焊剂的消耗量,甚至电弧从液态的焊剂层下露出,空气侵入熔融的焊缝金属,造成气孔。增加电压对焊道尺寸的影响规律如图1-4-27a所示,对焊缝的熔透及成形的影响如图1-4-27b所示。
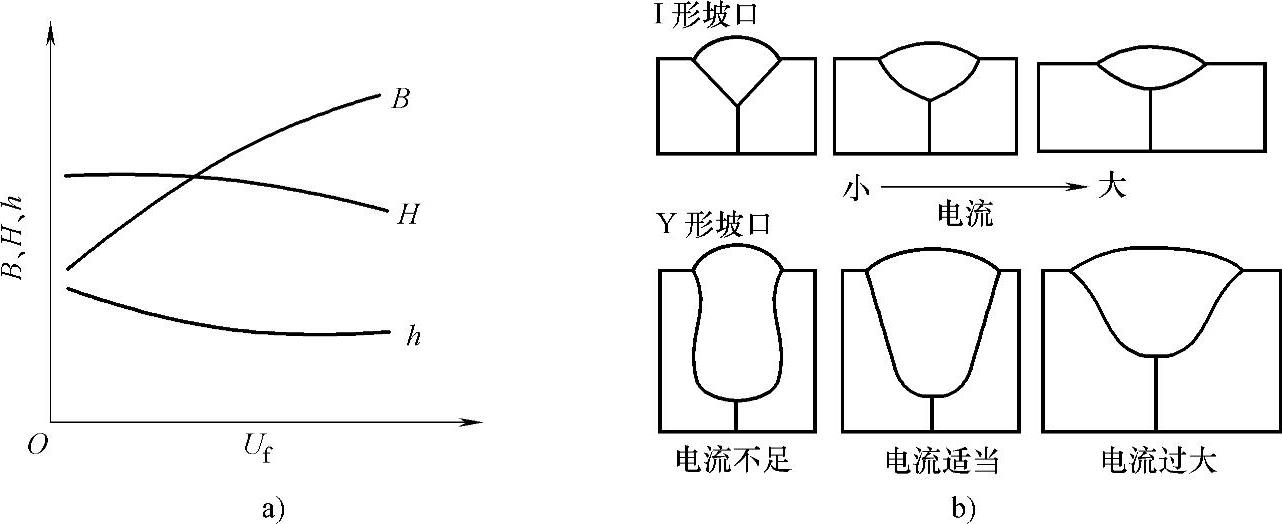
图1-4-27 电弧电压对焊缝成形的影响
a)对焊道尺寸的影响规律 b)对熔透和成形的影响
交流埋弧焊时,为了获得满意的焊缝成形,电弧电压应该依据焊接电流进行调整,即一定的焊接电流要保持一定的弧长才能保证焊接电弧稳定燃烧。
埋弧焊常用焊接电流与电弧电压匹配情况见表1-4-4。
表1-4-4 焊接电流与相应的电弧电压

(3)焊接速度(行走速度)焊接速度是指单位时间内完成焊缝的长度,行走速度是指焊接机头相对于母材的移动速度。焊接速度影响热输入,是影响焊缝的冶金质量的重要因素。提高焊接速度和降低电流是降低热输入的两种有效措施。提高焊接速度还能减少单位长度角焊缝的焊接时间,但是对已给定电流与焊丝直径焊接单位长度的带坡口焊缝所需焊接时间的影响则很小。
焊道是由电弧所熔化的焊丝及部分熔融的母材所组成。焊接电流一定时,焊丝熔化速度基本不变,焊接速度对焊缝截面的影响来自于电弧的挖掘作用。埋弧焊缝的15%~60%可由母材构成,该比例随着焊接速度的提高而降低。焊接速度过高,熔宽(B)和熔深(H)随焊接速度的增加而减小;降低了熔融金属的润湿作用,并且增加咬边、电弧偏吹、焊缝气孔以及焊道成形不好的可能性。焊接速度过低,熔池满溢,会产生余高(h)过大、形成容易引起裂纹的“帽状焊道”;造成过分熔透;并产生一个围绕电弧流动的大的熔池,从而造成焊道粗糙、飞溅及夹渣。焊接速度对焊缝成形的影响规律如图1-4-28所示。
(4)焊丝直径 焊接电流一定时,改变焊丝直径,即改变电流密度,效果与其他条件不变的情况下调整焊接电流相似。减小焊丝直径,电流密度增加,电弧对熔池底部吹力增大,熔深也相应增加,焊缝形状系数减小,表1-4-5列出了电流密度对焊缝形状尺寸的影响。
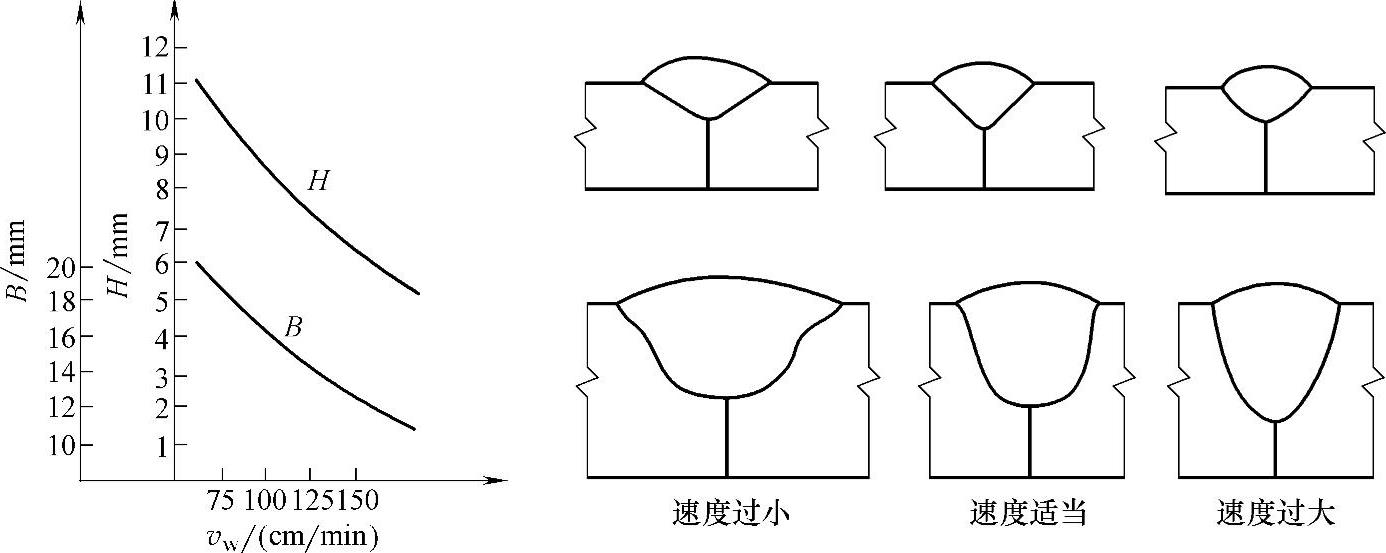
图1-4-28 焊接速度对焊缝成形的影响
表1-4-5 电流密度对焊缝形状尺寸的影响(U=30~32V,vw=33cm/min)

(5)焊丝伸出长度 焊丝伸出长度是指焊接时焊丝端头距导电嘴端部的距离。增加焊丝伸出长度等于增加了焊接电路中的电阻并消耗原先供给电弧的部分能量,导致焊丝熔化速度加快,同时也减小熔深,对焊道成形的影响和降低电压的影响相似。埋弧焊时,焊丝的伸出长度一般为30~40mm。也有推荐焊丝伸出长度为焊丝直径的8倍。焊接过程中,由于电弧自身调节的作用,焊丝的伸出长度波动不会很大。用直径3mm以下焊丝焊接时,焊丝伸出长度的微小变动将显著影响热效率的分配,对焊缝的形状和熔深有很大影响。当焊接薄板有可能发生烧穿问题时,调大焊丝伸出长度可能会有益。
(6)焊剂层的厚度 颗粒状焊剂层的厚度影响到焊缝的外观和致密性以及焊接操作。如果焊剂层太厚,电弧受约束太大,结果容易形成外观凹凸不平绳索状的焊缝。在焊接过程中产生的气体不容易逸出,并且熔化的焊缝金属表面变得不均匀。如果焊剂层太薄,电弧不能完全埋入焊剂中,就会出现露光和飞溅,焊缝外观也不好,并可能产生气孔。
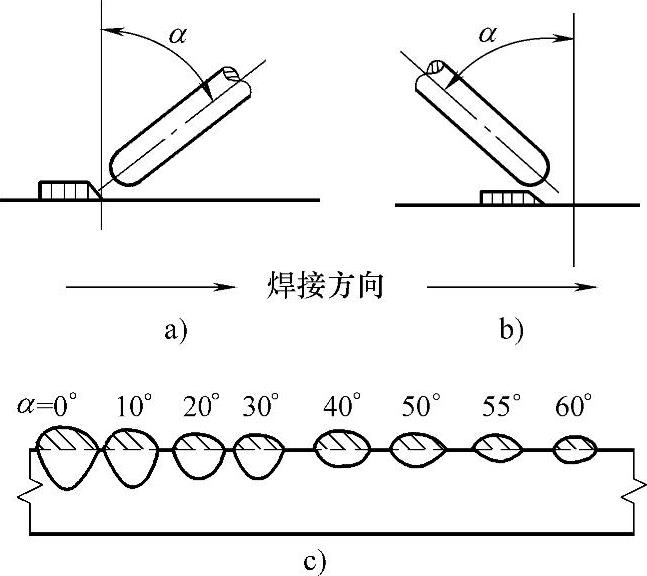
图1-4-29 焊丝倾角对焊缝成形的影响
a)前倾 b)后倾 c)后倾角
对于任何一种焊接条件,焊剂层有一最佳厚度。这种最佳厚度可以通过慢慢加大焊剂流量直到埋住电弧并且不再有漏光的方法来确定。气体则围绕焊丝平稳地喷出,且有时会燃烧。焊剂层的厚度一般在25~40mm,当使用粘结焊剂或烧结焊剂时,由于密度小,厚度比熔炼焊剂要高出20%~50%。
焊剂应保持干燥,任何水分都可能引起焊缝产生气孔。
(7)焊丝倾角和焊件斜度 焊丝相对于焊接方向并垂直于焊缝的倾斜方向分为前倾和后倾两种,如图1-4-29所示。倾斜的方向和倾角大小不同,电弧对熔池的吹力和热的作用就不同,对焊缝成形的影响也不同。图1-4-29a、b分别为焊丝前倾、焊丝后倾。焊丝在一定倾角内后倾时,电弧力后排熔池金属的作用减弱,熔池底部液体金属增厚,故熔深减小。而电弧对熔池前方的母材预热作用加强,故熔宽增大。后倾角对熔深、熔宽的影响如图1-4-29c所示。实际工作中焊丝前倾只在某些特殊情况下使用,例如焊接小直径圆筒形焊件的环缝等。
焊件倾斜后使焊缝轴线不处在水平线上,形成俗称的上坡焊或下坡焊。倾斜的焊接熔池中液态金属受到重力作用,对焊缝成形产生明显的影响。上坡焊如图1-4-30a所示。由于电极下方产生的熔化金属向下流淌而不断被清除,因此总是新的固体金属表面暴露在电弧之下,故熔深变大,余高增加。若倾斜角>6°,则焊缝余高过大,两侧出现咬边,成形明显恶化(见图1-4-30b)。实际工作中应避免采用上坡焊。而在进行下坡焊时(见图1-4-30c),在电极下方形成了熔化金属覆盖层,很难露出新的固体金属表面,所以熔深变小。当倾角过大时,焊缝中间下凹,熔深减小、熔宽增大,可能出现未焊透、未熔合和焊瘤等缺陷,如图1-4-30d所示。
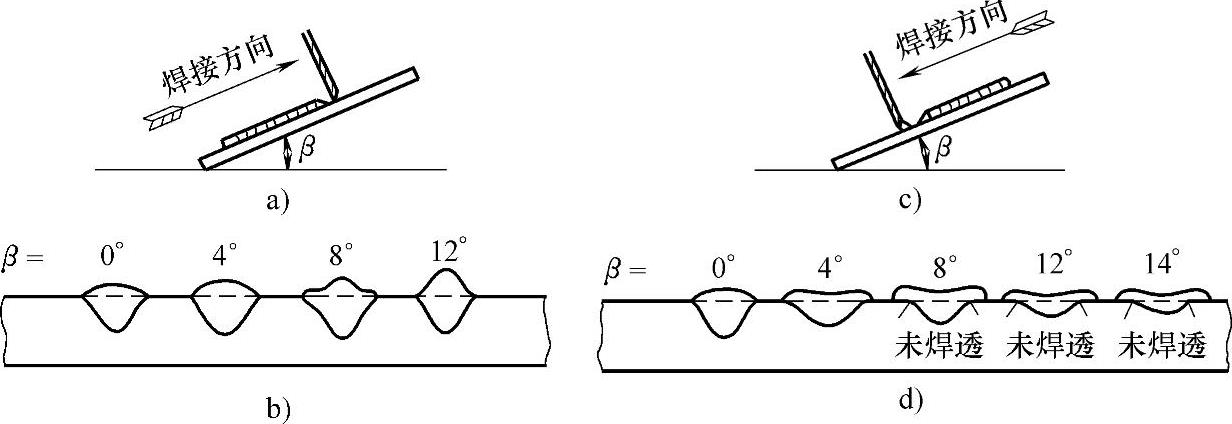
图1-4-30 焊件倾斜对焊缝成形的影响
a)上坡焊 b)上坡焊时焊件倾斜的影响 c)下坡焊 d)下坡焊时焊件倾斜的影响
在圆筒形焊件的内外环缝埋弧焊接时,通常焊接点视工件直径和电流大小相对于圆筒形外环缝最高位或内环缝最低位偏置一个距离,利用焊件倾斜的特点,以达到控制熔池、改善焊缝成形目的,如图1-4-31所示。其中,内环缝为上坡焊,外环缝为下坡焊。
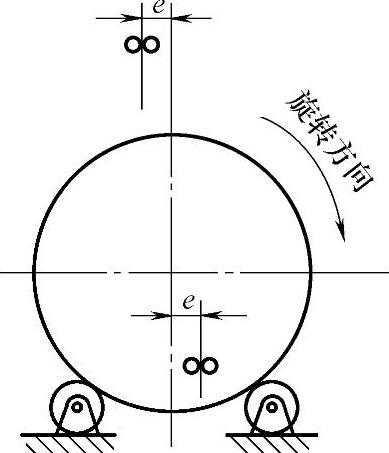
图1-4-31 环缝埋弧焊偏移位置
3.埋弧焊常用经验公式
焊丝熔化速度vm(kg/min):

焊道面积A(=Ah+Am,mm2):

焊缝稀释率γ(%):

电弧的熔透H(mm):

式中 If——焊接电流,单位为A;
L——焊丝伸出长度,单位为mm;
D——焊丝直径,单位为mm;
K——熔透工艺常数(对于硅酸盐焊剂为0.0012);
Uf——电弧电压,单位为V;
vw——小车行走速度,单位为mm/min。
有关焊接方法与过程控制基础的文章

埋弧焊焊接参数的选择对焊缝成形和质量有着重要影响。图7-19 焊丝伸出长度对焊丝熔敷率的影响图7-20 焊丝伸出长度对焊缝熔深的影响6.电源种类与极性电源种类和极性可以改变焊缝的形状和尺寸。焊剂与焊丝合理匹配是获得高质量焊缝的关键,......
2023-07-02

主要焊接参数及条件包括焊条直径、焊接电流、电弧电压和焊接速度等,间接参数则有焊接热输入,有时甚至焊条牌号、电源种类和极性、焊接层数等也被包括在内。焊条电弧焊过程中需要调节的参数只有焊接电流,而焊接速度和电弧电压都是由焊工操作控制的。一般情况下,电弧长度等于焊条直径的0.5~1倍为好,相应的电弧电压为16~25V。......
2023-07-02

对切割和焊接,要求激光器输出基模或低阶模。TEM00称为基模,其他如TEM10、TEM20等称为高阶模。K值的范围为0.1~1;M2值的范围为1~10。当激光功率密度处于小孔形成的临界条件附近时,深熔焊和传导焊交替进行,成为不稳定焊接过程,导致熔深波动很大。对于给定的激光功率等条件,存在维持深熔焊接的最小焊接速度。......
2023-07-02
焊接时,如果转速过低或焊接速度过高,即焊接热输入较小时,热量不足以使焊接区金属达到热塑性状态,因而焊缝成形不好,甚至焊缝表面出现沟槽。焊接压力除了影响搅拌摩擦产热以外,还对搅拌后的塑性金属施加压紧力,从而影响焊缝成形。焊接工艺不当,可能使搅拌摩擦焊接头产生缺陷。......
2023-07-02

电子束焊的主要焊接参数有加速电压Ua、电子束流Ib、聚焦电流If、焊接速度vw及工作距离h。电子束功率密度与电子束的功率以及束斑点大小密切相关。电子束焊时,焦点的位置相对于焊件表面有上聚焦、下聚焦和表面聚焦3种。焦点位置对焊缝形状影响很大。图4-2-10 真空度对焊缝形状的影响7.脉冲电子束采用脉冲电子束焊,可有效地增加熔深,如图4-2-11所示。......
2023-06-26

因是400℃回火,故马氏体组织的痕迹未彻底消除,但碳化物有析出和聚集。母材为铁素体+珠光体的变形组织。图3-451号试样焊缝热影响区显微组织形貌2号试样焊缝热影响区显微组织形貌示于图3-46。所以,1号的焊后热处理工艺对消除过热区不良组织意义不大。以上冷拔生产结果不难得出结论,母材的原始化学成分对其焊接后的组织与性能影响很大。在焊接工艺无法改变的情况下,要通过选择合适的材质,以达到预防焊接缺陷的目的。......
2023-06-23

反之,焊接电流太小时,易形成未焊透缺陷焊缝。可精确控制电弧能量及其分布,易于控制焊缝成形。高频脉冲电弧在10A以下小电流区域仍然非常稳定,利用这些特点进行0.5mm以下超薄板的焊接,特别是对不锈钢超薄件的焊接,焊缝成形均匀美观。图7-45的焊接电流波形,能够发挥高、低频两种焊接工艺的优点,获得成形更为优良的焊缝。但短弧焊的热量集中,电弧对熔池的压力大,使焊缝反而容易成形。......
2023-07-02

GMAW的焊接参数主要有焊丝直径、送丝速度、焊接电流、电弧电压、焊接速度、气体流量、焊丝伸出长度、电源极性、焊枪角度及焊接方向等。焊接参数的设定,一般应从质量、成本及生产效率等方面综合考虑。表1-5-7 直径0.5~5.0mm焊丝的适用范围2.焊接电流与送丝速度焊接电流的选择主要是根据工件厚度、焊丝直径及焊接位置的要求来确定。电弧电压对焊接过程的稳定性、焊缝成形、飞溅大小及短路频率等影响很大。......
2023-06-26
相关推荐