接头开坡口的目的主要是为了使焊丝很好地接近接头根部,保证熔透。......
2023-06-25
T形接头和搭接接头的焊缝均是角焊缝,埋弧焊时,一般采用平角焊和船形焊两种方式。
1.平角焊法
当焊件不易于翻转或焊件尺寸很大时,采用平角焊来焊接角焊缝,如图1-4-20所示。其优点是对装配间隙的敏感性小,即使间隙达到2~3mm,一般也不致产生金属和熔渣的溢流现象。其缺点是不利于立板侧的焊缝成形。单道焊的焊脚尺寸很难超过8mm,因为焊脚过大,将引起咬边和满溢。如果需要更大的焊脚尺寸,只能采用多道焊。另外,焊丝与焊件的相对位置对焊缝成形的影响很大,焊丝与立板的夹角α一般在20°~30°之间,否则会造成咬边或成形不好。同时,电弧电压尽量偏小,可以减少熔渣量和防止熔渣溢流。
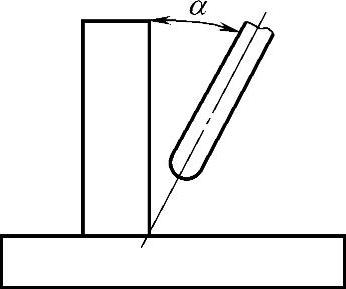
图1-4-20 平角焊示意图
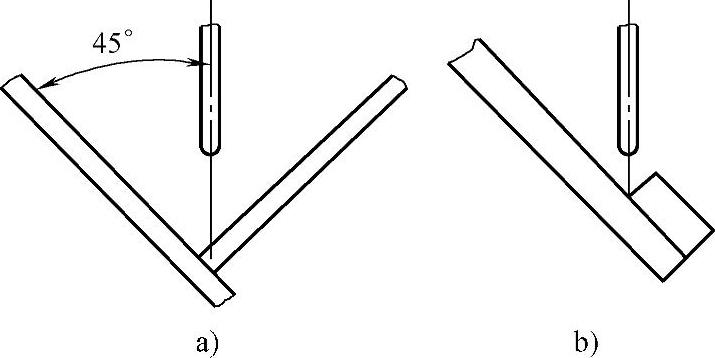
图1-4-21 船形焊示意图
a)T形接头 b)搭接接头
2.船形焊法
船形焊法主要用于焊件易于翻转的场合。它是将角焊缝的两边置于与垂直线成45°的位置,如图1-4-21所示。这时接头处在相当于90°坡口平焊的位置,焊缝成形最有利,焊接效率高、容易保证焊缝质量,钢结构工字梁的角焊缝埋弧焊采用这一方法是最典型的工艺。船形焊时焊件装配间隙不超过1.5mm,否则,必须采取措施,以防止焊穿和产生液体金属溢漏。船形焊时单道焊可以增大电流,得到较大且对称的焊脚尺寸和焊趾平顺过渡的表面成形,不会产生咬边和溢流等缺陷。
有关焊接方法与过程控制基础的文章

目前国内激光-MIG复合焊技术的应用程度较低,相关的研究及报道较少,而国外已实现船用钢板T形接头激光-电弧复合焊。上海交通大学激光制造实验室利用引进的高功率CO2激光焊接设备采用激光-MIG电弧复合焊工艺实现了T形接头的双面焊接成形。图4-1-32 激光-MIG复合焊实验装置图4-1-33 T形接头双面焊焊接接头的横截面宏观形貌......
2023-06-26
采用直线运条,压低电弧,必须保证顶角处焊透,电弧始终对准顶角;焊接过程中,注意观察熔池,使熔池下沿与底板熔合良好,熔池上沿与立板熔合良好,焊脚尺寸对称。焊盖面层下面的焊道时,电弧应对准打底焊道的下沿,直线运条;焊盖面层上面的焊道时,电弧应对准打底焊道的上沿,焊条稍作横向摆动,使熔池上沿与立板平滑过渡,熔池下沿与下面的焊道均匀过渡。......
2023-06-27

单丝高速埋弧焊是在普通单丝埋弧焊的基础上,通过提高焊接电流和焊车/行走机构的行走速度来实现的。图1-4-45 焊缝成形(一)单丝高速埋弧焊焊缝成形的好坏,很大程度取决于焊缝所获得的热输入的大小及稳定程度。埋弧焊热效率η较高,可达85%以上。单丝高速埋弧焊可采用单面焊接双面成形工艺,常常用在锅炉、压力容器以及其他金属构件制造中。......
2023-06-25

通常双丝高速埋弧焊的焊接速度可达2m/min以上。通过对两电源及行走机构进行时序关系的控制,可避免双丝串列埋弧焊在起弧和收弧位置由于在电弧作用下,所产生的焊缝首尾下塌现象。传统的双丝埋弧焊常在开始位置会产生一小段距离较窄的焊缝,且收弧位置常出现下塌现象。......
2023-06-25

下面以最常见的“天圆地方”接头为例,说明这类变形接头展开图的画图过程。如图10-14所示,连接圆形管道和方形管道的“天圆地方”接头由四个三角形平面和四个部分圆锥面共同组成。为了作图方便,将圆口分为相应等份,图中为12等份。图10-14变形接头表面展开依次画出各三角形实形,并将圆口光滑连成曲线,即可得到“天圆地方”接头的展开图。......
2023-06-28

相关推荐