可以想象,矢量控制交流变压变频调速系统的动、静态特性完全能够与直流调速系统相媲美。若选择转子磁链Ψ2矢量方向为M轴方向,就有下列矢量控制的基本方程式成立图7-5异步电动机矢量变换控制系统图式中:T2=Llr/Rr为转子励磁时间常数。此外,它必须直接或间接地得到转子磁链在空间上的位置,才能实现定子电流解耦控制,因此,在这种矢量控制系统中需要配置转子位置或速度传感器,这也给许多应用场合带来不便。......
2023-06-25
埋弧焊机的机械系统有小车式、门架式和悬臂式3种形式。
小车式是通用埋弧焊机最常见的结构(见图1-4-2),小车可直接安放在焊件上或移动式轻便导轨上,能焊接不同结构的对接缝、角接缝和圆形容器的内、外纵缝、环缝。
门架式的特征是采用大跨度门架作行走机构,以取代小车,通常安装在固定导轨上。适合于大批量生产的大型平板拼接和单面焊双面成形等专用埋弧焊。
悬臂式为各种容器环缝、纵缝焊接设计的专用埋弧焊机结构形式。常利用操作机的立柱和横臂使焊头在空间移动,与胎具配合实现各种环缝、纵缝及板梁结构的角缝自动焊。
三种系统形式都包括送丝机构、焊车、机头调节机构、导电嘴、焊剂斗、焊丝盘、控制盒等部件。行走机构的实现方式不同,机头调节机构略有差异。下面以小车式为例说明埋弧焊机的机械系统。
1.送丝机构
送丝机构由送丝电动机、送丝滚轮及矫直滚轮、压紧机构等组成,焊丝靠送丝滚轮夹紧和转动送入导电嘴。拖动方式有直流电动机拖动和交流电动机拖动两种。直流电动机拖动是靠改变直流电动机电枢的输入电压来改变送丝速度;交流电动机拖动是靠更换可换齿轮副来改变送丝速度。
送丝滚轮有3种结构。轮毂带齿的双主动滚轮用于ϕ3mm以上粗焊丝,ϕ2mm以下细焊丝则采用表面不铣齿但开有V形槽的单主动滚轮驱动方式。
2.焊车
采用焊车作为行走机构,由电动机、减速器传动机构、离合器、行走轮、车架和控制盒等组成。行走轮一般采用橡胶绝缘轮,目的是避免焊接电流流经车轮而短路。当离合器合上时,焊车由电动机拖动行走,当离合器脱离时焊车可用手推动。
3.机头调节机构
机头调节机构的作用是使焊机能适应各种不同焊件形状或接头形式的焊接。为保证焊丝对准焊缝,送丝机头应有足够的调节自由度。水平和垂直方向的移动通过螺纹传动副手动调节,可在焊接过程中连续调节。角度调节或机头回转采用转动带锁紧的转轴形式,调节好后即锁紧固定,焊接过程中不宜进行调节。
4.导电嘴
埋弧焊常用的导电嘴有3种类型,分别为滚轮式、夹瓦式和偏心式。其中滚轮式和夹瓦式导电嘴均用螺钉压紧弹簧,使导电嘴与焊丝之间有良好的接触,适用于ϕ3mm以上粗焊丝的焊接。夹瓦式导电嘴送丝稳定、磨损容量大,使用效果最好。偏心式导电嘴常称为管式导电嘴,导电嘴和导电杆偏心安装,利用焊丝进入导电嘴前的弯曲而产生必要的接触压力来确保导电接触,适用于ϕ2mm以下的细焊丝焊接。三种结构中的滚轮、导电嘴、衬瓦是直接与焊丝发生摩擦的导电零件,应采用耐磨铬铜合金制成。
5.送丝及行走电动机驱动控制系统
送丝及行走大多采用直流电动机驱动,晶闸管整流电路调速。为使网压和机械阻力有波动时直流电动机转速稳定,通常要在晶闸管触发电路中加入反馈。对于变速送丝系统,则需要引入电弧电压反馈控制信号,除可采用晶闸管系统外,还可采用三相感应电动机驱动直流发电机—电动机系统,靠在直流发电机励磁电路中引入电弧电压来实现变速送丝弧压自动调节和无触点反抽引弧。其他结构一般都要靠按钮—继电器控制,以实现反抽或划擦引弧。此外,为了使熄弧时焊缝终点不出现弧坑和粘丝,一般采用二次按钮,即先停止送丝,然后再切断电源和停止小车行走。典型埋弧焊机控制电路的工作原理如图1-4-16所示。
近年来,数字化技术在弧焊设备上的应用取得很大进展,已有全数字化弧焊电源推出,它实现了柔性化控制和多功能集成,具有控制精度高、系统稳定等优点,可存储多个焊接程序,实时显示焊接参数,可以方便地给定焊接参数和电流波形参数和实现对弧长变化的精确控制。
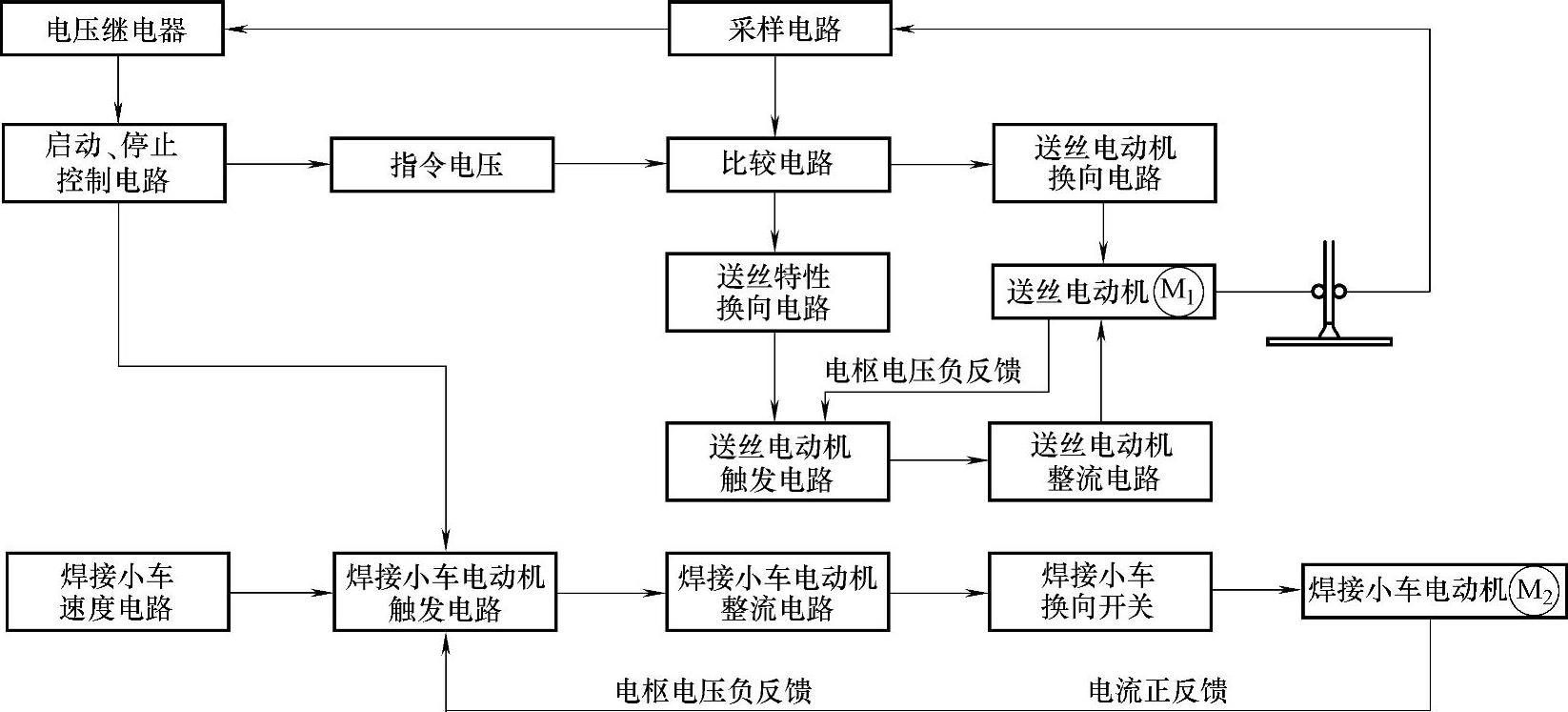
图1-4-16 MZ—1—1000型埋弧焊机控制电路工作框图
有关焊接方法与过程控制基础的文章

可以想象,矢量控制交流变压变频调速系统的动、静态特性完全能够与直流调速系统相媲美。若选择转子磁链Ψ2矢量方向为M轴方向,就有下列矢量控制的基本方程式成立图7-5异步电动机矢量变换控制系统图式中:T2=Llr/Rr为转子励磁时间常数。此外,它必须直接或间接地得到转子磁链在空间上的位置,才能实现定子电流解耦控制,因此,在这种矢量控制系统中需要配置转子位置或速度传感器,这也给许多应用场合带来不便。......
2023-06-25

但它是与遥控器及本机键盘的操作控制同步工作的。有关各继电器的开关控制线路可依实物的具体情况进行分析。在有些空调器中,传感器检测电路有多种形式,用于不同的功能检测,但它们的工作原理是一致的。......
2023-06-19

图6-7几种典型气动元件空压机;储气罐;气缸有不少机器人制造厂用气动系统制造了很灵巧的机器人。多数气动驱动用来完成挡块间的运动。气动系统的主要优点之一是操作简单、易于编程,所以可以完成大量的点位搬运操作的任务,但是用气压伺服实现高精度很困难。气动系统的动力源由高质量的空气压缩机提供。安装在多路接头上的电磁阀控制通向各个气动元件的气流量。气动元件工作压力低,故制造要求也比液压元件低。......
2023-06-26

执行器包括变速杆锁止电磁阀N110、阀体电磁阀、起动/倒车灯继电器及电控系统诊断插头等。其作用是检测自动变速器的工作温度。制动信号还用于变矩器锁止离合器的释放,对于装有自动定速巡航装置的车辆,该信号用于解除定速巡航。各电磁阀的作用、类型、工作条件见表4-1-3。另外,在01N自动变速器中,手动阀用来控制B1、K2。......
2023-08-25

行程开关控制的是工作机械的行程,而限位开关控制的则是工作机械的位置,且往往是终端位置或极限位置。图3-34所示为目前广泛使用的限位开关的安装位置。强制式、曳引式和齿轮齿条式简易升降机应设置上、下限位开关,而直接作用液压式简易升降机只要求设置上限位开关。限位开关应采用自动复位的形式,并在极限开关动作之前起作用。......
2023-07-01

采用直流伺服电动机作为执行元件的伺服控制系统,称为直流伺服系统。直流伺服电机驱动控制方式直流伺服电机为直流供电,为调节电机转速和方向,需要对其直流电压的大小和方向进行驱动控制。脉冲宽度调制直流调速驱动系统原理如下式所示。1)PWM变换器基本原理脉宽调制型功率放大电路的基本原理是:利用大功率电器的开关作用,将直流电压转换成一定频率的方波电压,通过对方脉冲宽度的控制,改变输出电压的平均值。......
2023-06-23

图4-16串联型充放电控制器其他元件的作用和串联型充放电控制器相同,不再赘述。检测控制电路包括过压检测控制和欠压检测控制两部分。图4-17控制器的过、欠电压检测控制电路图检测控制电路是由带回差控制的运算放大器组成。图4-18控制器的命名......
2023-07-02
在常规制动阶段,ABS并不介入制动压力控制,车轮的制动力由驾驶员脚踩制动踏板的力度决定。ABS系统在车辆的安装位置如图7-13所示。图7-14ABS系统的原理构成当车轮的加速度超过某一值时,再次将制动压力提高,使车轮滑移率稍微超过稳定界限,压力保持,车轮速度又下降。为避免ABS在较低的车速下制动时因制动压力的循环调节延长制动距离,ABS有最低工作车速的限制,一般来说汽车行驶速度超过8 km/h时,ABS才起作用。......
2023-06-23
相关推荐