燃烧系统由燃烧器、燃料喷油器、燃烧室、点火系统、后燃烧室等构成。主空气量占全空气量的15%~20%,通过主气流孔进入到内筒与燃料混合进行燃烧。图12-24 燃烧室出口无量纲温度分布最近,冷却涡轮工作叶片以提高涡轮进口燃烧气体温度的情况逐渐增多。燃烧气体温度为1600~1800℃,高于燃烧室火焰筒和涡轮材质的熔点。......
2023-06-28
在埋弧焊过程中,维持电弧稳定燃烧和保持焊接参数基本不变是保证焊接质量的基本条件。为了保持稳定的焊接过程,首先要依据焊件属性和厚度、接头形式、焊丝直径及焊接位置等条件,合理选择焊接电流If、电弧电压Uf和焊接速度等参数。如图1-4-4所示,电弧过程的稳定状态,即If、Uf的稳定值是由弧焊电源外特性曲线和电弧静特性曲线的交点O所决定的。在实际焊接过程中,由于受到外界干扰,弧焊电源外特性和电弧静特性都可能发生波动,从而使If、Uf发生波动。
焊接过程中由于焊炬相对于焊道表面波动、送丝不稳定或弧柱电场强度的变化都可能引起弧长变化而造成电弧静特性发生波动,使电弧稳定工作点沿弧焊电源外特性曲线移动(见图1-4-5),弧长由l0波动到l1时,O0移到O1;焊接电流由I0增大至I1,电弧电压由U0下降为U1。
电网上大容量用电设备的起动和停止、用电负荷的不均衡等电网负载突变都可能引起电网电压的波动;弧焊电源内部元件如半导体器件受热后,也将使其输出发生波动。电源外特性发生波动将使电弧稳定工作点沿电弧静特性曲线移动,如图1-4-4所示,弧焊电源外特性由D波动到D′时,O0移到O2。焊接电流则由I1减小到I2。
在这些干扰中,弧长的干扰最为突出。一般弧长的数值仅为几到十几毫米,弧长电场强度依电极材料和保护条件不同在10~40V/cm之间,如果弧长发生1~2mm的变化,电弧电压就会有明显的波动。而在实际焊接过程中,弧长在小范围的波动几乎是不可避免的。
为了保证埋弧焊过程的稳定性,必须采用调节系统来消除或减弱干扰的影响,才能维持焊接电弧的稳定燃烧,控制焊缝熔深和熔宽在允许的公差范围内。在埋弧焊生产中有两种自动调节方法,一种是利用等速送丝系统的电弧自身调节作用,通过改变焊丝熔化速度进行调节。另一种是利用电弧电压反馈来强制改变送丝速度进行调节。
1.电弧自身调节系统及其工作原理
等速送丝系统在焊接过程中,维持电弧稳定燃烧的基本条件是送丝速度vf与焊丝熔化速度vm相等:
vf=vm (1-4-9)
在熔化极电弧焊过程中焊丝熔化速度vm正比于焊接电流If,并随电弧电压Uf(弧长)的降低(缩短)而增加,可表示为
vm=kiIf-kuUf (1-4-10)
式中 ki——vm随If变化的系数,其值与焊丝电阻率、直径、伸出长度和电流值有关;
ku——vm随Uf变化的系数,其值与弧柱电位梯度、弧长有关。
由式(1-4-9)和式(1-4-10)可得

式(1-4-11)表示在等速送丝速度条件下,弧长稳定时If与Uf之间的关系,或者说等速送丝电弧焊的稳定条件,通常称为自身调节系统静特性或等熔化曲线方程。
在给定的保护条件、焊丝直径、伸出长度情况下,选定一种送丝速度和几种不同弧焊电源外特性曲线位置进行焊接,测出每一次焊接过程的If、Uf,即可在I、U的坐标中作出自身调节系统的静特性曲线,或称之为等熔化特性曲线。如图1-4-5所示,电弧在该曲线上任何一点工作时,所对应的If和Uf的组合条件下,焊丝熔化速度不变,且恒等于焊丝的送进速度,见图中的abc曲线。
(1)等速送丝自身调节精度 其精度与弧长波动、网路电压波动有密切关系。
1)弧长波动时的自身调节精度:如图1-4-6所示,在埋弧焊过程中,当弧长突然缩短,电弧工作点从O0点移动到O1点时,则焊接电流将增加,焊丝的熔化速度vm变快而使vf<vm,弧长将因熔化速度的增加恢复到O0点的稳定状态。如果弧长波动时伴随有焊丝伸出长度的变化,这时调节过程完成后,系统的稳定工作点将由焊丝伸出长度变化后新的等熔化曲线和弧焊电源外特性曲线的交点决定,这时调节系统存在静态误差,如图1-4-7所示。系统静态误差大小与焊丝伸出长度变化量、焊丝直径及弧焊电源外特性陡度有关,显然陡降外特性弧焊电源(曲线4)比缓降外特性(曲线5)引起的电弧电压静态误差大,同理可知采用平硬外特性电源时,产生静态误差较小。

图1-4-4 电弧静态工作点的波动
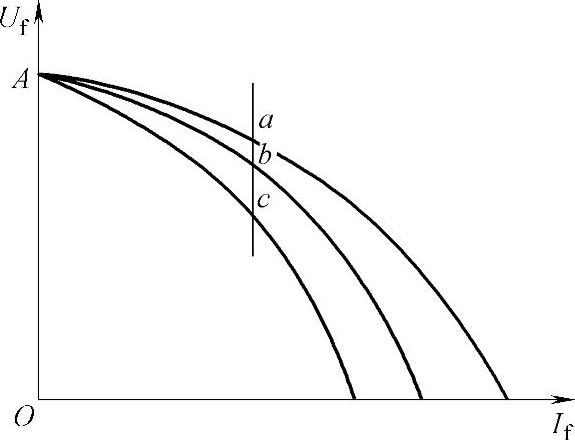
图1-4-5 等熔化特性曲线
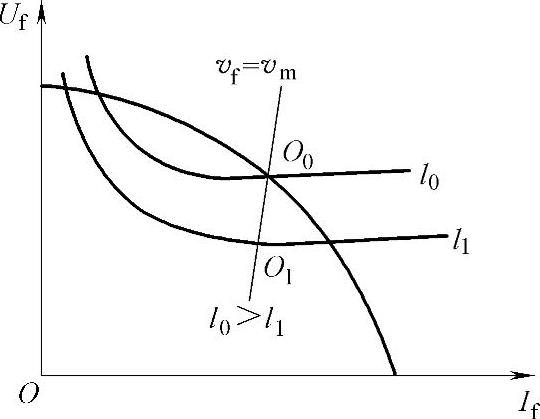
图1-4-6 弧长波动时电弧自身调节原理
2)网路电压波动时的自身调节误差:如图1-4-8所示,网压波动将使等速送丝埋弧焊的工作点沿等熔化曲线从O0移到O1,在长弧焊条件下,这时系统将产生明显的电弧电压静态误差,且陡降外特性弧焊电源(曲线1、2)比缓降外特性弧焊电源(曲线4、5)引起的电弧电压静态误差大。
(2)等速送丝自身调节的灵敏度 在等速送丝埋弧焊过程中,弧长波动是靠改变焊丝熔化速度的电弧自身调节作用恢复的。显然,这种电弧自身调节弧长的恢复速度,将取决于弧长波动所引起焊丝熔化速度变化量的大小,如变化量越大,弧长恢复就越快,调节时间就越短,自身调节灵敏度就越高,反之亦然。
电弧自身调节灵敏度与下列因素有关:
1)焊丝直径和电流密度:当焊丝较细或电流密度足够大时,ki值足够大,电弧自身调节作用就会很灵敏。每一种直径的焊丝都有一个能依靠自身调节作用保证电弧稳定燃烧的最小电流值,焊丝越粗,ki值越低,最小电流值越高,其调节灵敏度就越低,电弧受干扰后恢复稳定的时间就越长,所以等速送丝电弧自身调节系统适宜ϕ4mm以下细丝的焊接。
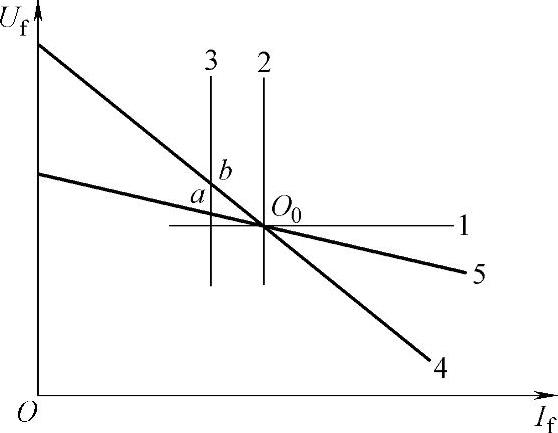
图1-4-7 焊炬高度波动时的自身调节作用
1—电弧静特性 2、3—等熔化曲线 4、5—电源外特性
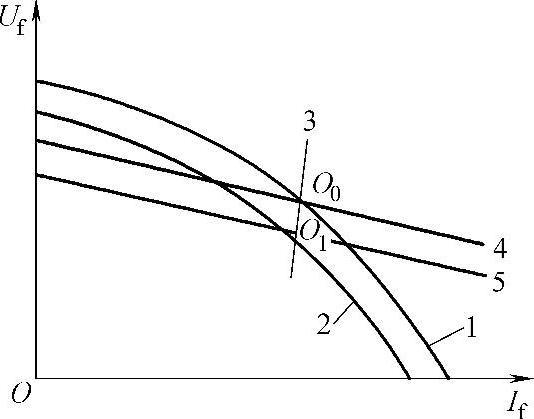
图1-4-8 网路电压波动时的自身调节作用
1、2—电源陡降特性 3—等熔化曲线 4、5—电源缓降特性
2)弧焊电源外特性的形状:如图1-4-9所示,埋弧焊电弧静特性工作区段呈平特性,选配缓降特性比陡降特性能获得更大的ΔIf和自身调节灵敏度。弧焊电源外特性越缓,其ΔIf越大,弧长恢复速度就越快,而趋于平硬特性的弧焊电源调节灵敏度就更高。但其电流调节精度低,在弧长波动量相同时,电弧自身调节过程中将会产生较大的焊接电流波动,使焊缝熔深变化较大,焊接质量很难控制,因此在等速送丝电弧自身调节系统中,除了ϕ2mm以下细焊丝的薄板高速埋弧焊采用直流平硬特性电源外,一般ϕ4mm以下细丝埋弧焊均采用交流或直流缓降特性弧焊电源。
3)弧柱电场强度:弧柱电场强度越大,弧长变化时电弧电压和电流变化量就越大,自身调节灵敏度就越高:但是电弧电场强度大,电弧稳定性低,往往要求电源空载电压较高。
4)电弧长度:当采用短弧焊时,电弧固有的自身调节ku作用明显增大,这样即使采用垂降特性弧焊电源,电弧自身调节作用仍然十分灵敏。它的缺点是,对于所需的电流值的送丝速度可调范围很窄,如果能保证送丝速度与弧焊电源外特性的恰当配合,其焊接电流和弧长均十分稳定,焊缝的熔深、熔宽都很均匀。
(3)等速送丝自身调节系统参数调节方法埋弧焊采用缓降特性(或平特性)弧焊电源配用等速送丝系统焊接时,其电弧自身调节系统静特性曲线,即等熔化特性曲线几乎垂直于电流坐标轴,焊接电流的调整将通过改变送丝速度来实现,而改变弧焊电源外特性是调节电弧电压。焊接电流的调节范围将取决于送丝速度的调节范围,而电弧电压的调节范围则由弧焊电源外特性的调节范围确定,如图1-4-10所示。

图1-4-9 外特性形状对自身调节灵敏度影响示意图
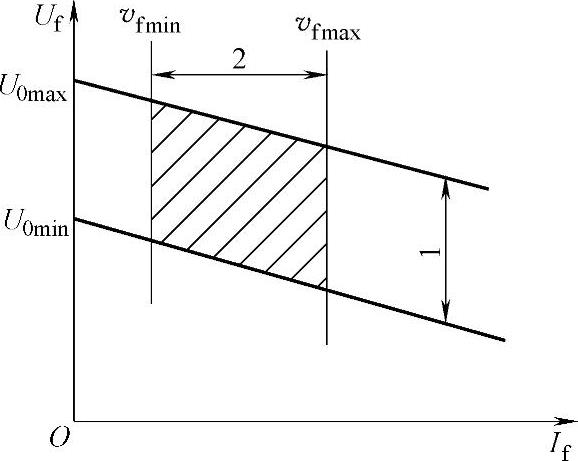
图1-4-10 等速送丝自身调节系统IfUf调节原理图
1—弧焊电源外特性曲线(Uf调节范围) 2—等熔化曲线(If调节范围)
2.电弧电压自动调节系统及其工作原理
电弧电压反馈变速送丝调节又称电弧电压自动调节,它和电弧自身调节作用的不同之处在于:当系统受到外界干扰,弧长波动引起焊接参数偏离原来的稳定值时,利用电弧电压作为反馈量,并通过专门的自动调节器,强迫改变送丝速度来恢复弧长,以保证焊接参数稳定,如图1-4-11所示。从自动控制原理来看,它是以电弧电压为被调量,送丝速度为操作量的闭环系统。可以用试验的方法来测定电弧电压反馈变速送丝调节系统的静特性曲线C(见图1-4-12a)。电弧在C线上的任一点燃烧时,焊丝的熔化速度(vm)恒等于焊丝的送进速度(vf),焊接过程稳定。电弧在C线下方燃烧时,焊丝的vm>vf;电弧在C线上方燃烧时,焊丝的vm<vf。电弧电压反馈变速送丝系统的调节过程如图1-4-12b所示,当电弧在O0点稳定工作时,焊丝的vm=vf,弧长稳定。O0点应为弧焊电源外特性曲线、电弧电压反馈系统静特性曲线C及弧长为l0时电弧静特性曲线的交点。当弧长受干扰而由l0突然变短为l1时,电弧工作点由O0暂时移到O1点,这时一方面由于Uf降低,使送丝速度vf减缓;另一方面则由于If暂时增加,使焊丝熔化速度vm加快,两者均使工作点向O0点移动,弧长得以恢复。在整个调节过程中,除存在电弧电压反馈调节外,还存在着电弧自身调节作用,所以弧压反馈变速送丝调节作用,比电弧自身调节作用大得多。
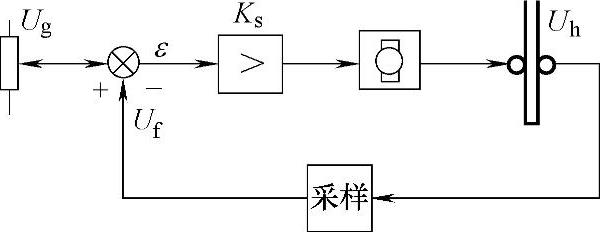
图1-4-11 电弧电压反馈调节闭环系统结构框图

图1-4-12 电弧电压反馈变速送丝系统调节原理图
a)系统静特性曲线 b)弧长波动时的调节过程
(1)电弧电压反馈变速送丝系统调节精度 其精度受如下因素影响:
1)弧长波动影响:若弧长波动是在焊丝伸出长度不变的条件下发生的,则上述调节过程最终会使电弧恢复到原来的稳定工作点O0。调节过程不带有静态误差。如果弧长波动是因焊炬高度发生变化,即焊丝伸出长度、反馈调节系统静特性斜率改变的情况下,则新的稳定工作点O0′将带有静态误差。
如图1-4-13所示,静态误差大小取决于焊丝伸出长度的变化量及焊丝直径、电阻率、电流密度。焊丝越细、电阻率越大、电流密度越高,其静态误差越大。通常变速送丝系统用于ϕ4mm以上粗焊丝低电流密度条件下焊接。
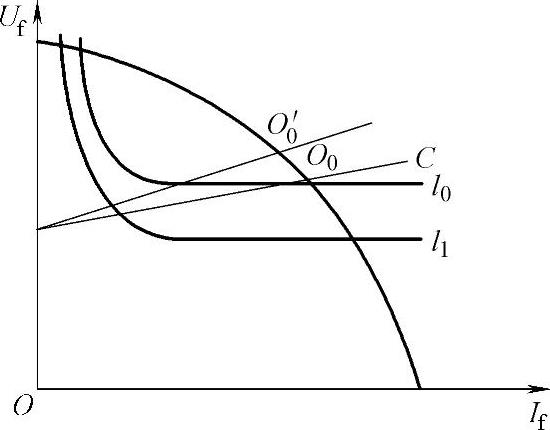
图1-4-13 焊炬高度波动时系统误差
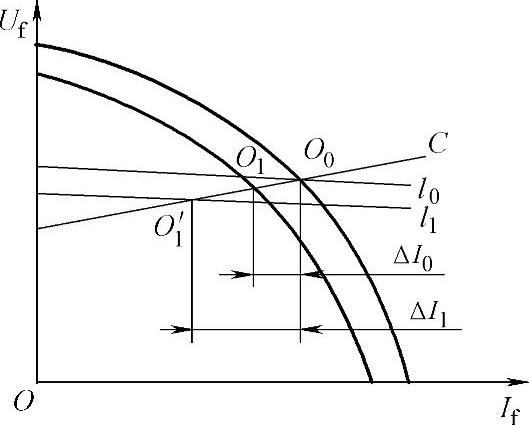
图1-4-14 电网波动时的系统误差
2)电网电压波动影响:如图1-4-14所示,电网电压波动时,弧焊电源外特性的移动将使电弧稳定工作点从O0点移至O1点,这时电弧电压误差不大,但电流误差则可能很大,其值大小除取决于网压波动值大小外,还与反馈调节系统静特性和弧焊电源外特性斜率有关。电压反馈系统调节器k值越大,弧焊电源外特性越平硬,电流误差就越大,即ΔI1>ΔI0。因此,这种系统宜采用陡降特性弧焊电源。
(2)电弧电压反馈变速送丝调节系统的调节灵敏度 在电弧电压反馈变速送丝系统中:
vf=k(Uf-Ug) (1-4-12)
vf=kΔUf (1-4-13)
式中 vf——焊丝送进速度,单位为cm/s;
k——弧压反馈系统调节器的放大系数,即Uf每改变1V时vf的改变值,单位为cm/(s·V);
Uf——电弧电压(反馈电压)被调量,单位为V;
Ug——送丝驱动控制给定电压,单位为V。
该系统的调节灵敏度,即弧长恢复速度,主要取决于弧长变动时送丝速度变化量的大小,其电弧电压反馈调节灵敏度与下列因素有关:
1)电弧电压调节器k值越大,调节灵敏度越高,但对于闭环控制系统来说,由于惯性环节的存在,k值过大容易诱发振荡,因此k值不能无限制地增大,而焊丝越细对调节灵敏度要求越高,所以一般ϕ3mm以下细丝不适合使用弧压反馈调节系统。有些焊机为了减小系统机械惯性而采用印刷电动机驱动送丝。
2)弧柱电场强度越大,同样弧长波动引起的ΔUf增大,调节灵敏度也就增大。
3)在弧压反馈调节系统中,由于Δuf与ΔIf无关,所以电弧电压反馈变速送丝系统也可以采用垂降特性(恒流)弧焊电源。但采用垂降特性电源,弧长变化时ΔIa=0,所以不存在电弧自身调节作用,其调节灵敏度降低,同时一般埋弧焊电源多为1000A以上大容量,相同输出的垂降特性弧焊电源造价较高,因此除采用数字化控制的高精度直流埋弧焊电源以外,一般电弧电压反馈变速送丝系统多配用交流和直流陡降特性弧焊电源。由于弧压反馈和电弧自身调节同时起作用,可充分保证系统调节灵敏度。因而广泛用于ϕ4mm以上埋弧焊生产中。
(3)电弧电压反馈变速送丝系统参数调节方法 在电弧电压反馈变速送丝埋弧焊系统中,由于系统调节静特性曲线是近于平行电流坐标轴的直线,而弧焊电源通常为陡降特性,如图1-4-15a所示。调节弧焊电源外特性主要是为调节焊接电流,而调节送丝电动机给定电压,即调节送丝速度是为了调节电弧电压。通过弧焊电源外特性调节范围确定了焊接电流范围,而送丝速度调节范围则确定了电弧电压的调节范围。
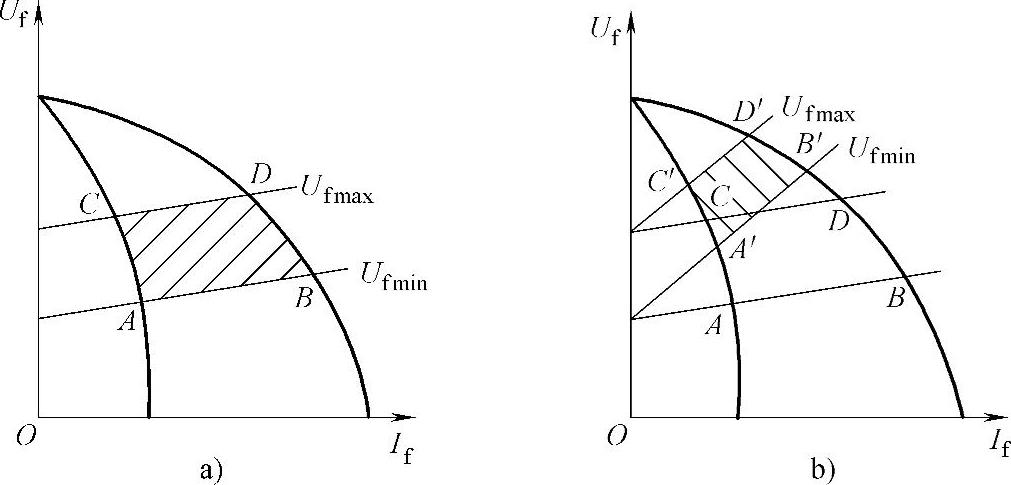
图1-4-15 电弧电压反馈变速送丝系统参数调节方法
a)焊丝直径5mm b)焊丝直径2mm
值得注意的是,焊丝直径的变化直接影响ki值的改变,引起电弧电压反馈调节变速送丝系统静特性斜率的改变,使系统的电流和电压调节范围产生漂移,造成细丝焊接时电流和电压调节范围向电流减小而电压偏高的方向移动,如图1-4-15b所示,这与一般电流减小时电弧电压也相应减小的参数调节要求是不相适应的。因此这也是变速送丝方式不宜用于焊丝直径ϕ2mm以下的细焊丝埋弧焊的原因之一。
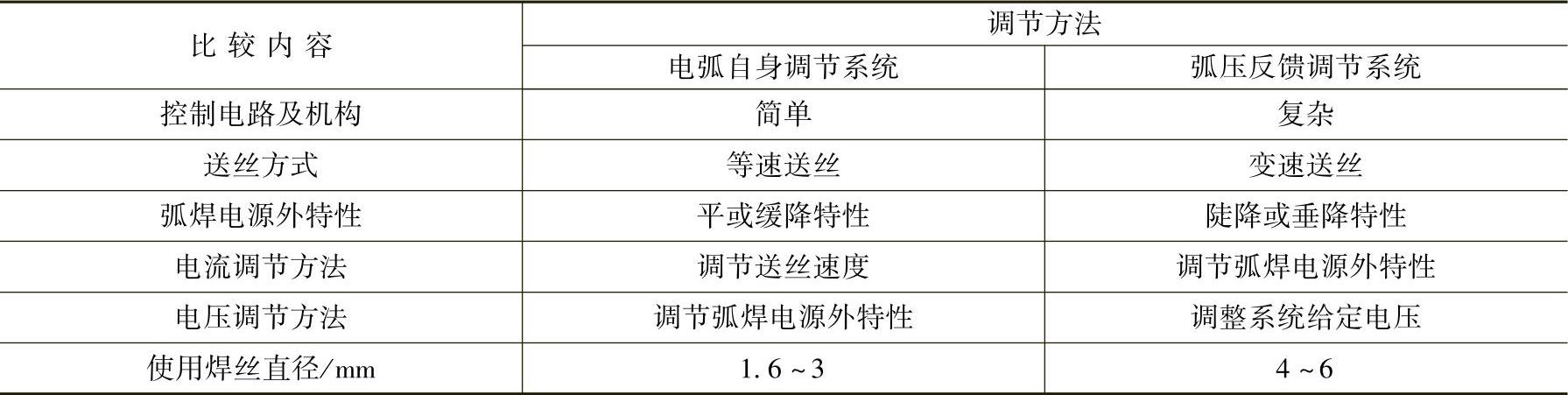
等速送丝电弧自身的调节系统与电弧电压反馈变速送丝调节系统的比较见表1-4-2。
表1-4-2 两种调节系统的比较
有关焊接方法与过程控制基础的文章

燃烧系统由燃烧器、燃料喷油器、燃烧室、点火系统、后燃烧室等构成。主空气量占全空气量的15%~20%,通过主气流孔进入到内筒与燃料混合进行燃烧。图12-24 燃烧室出口无量纲温度分布最近,冷却涡轮工作叶片以提高涡轮进口燃烧气体温度的情况逐渐增多。燃烧气体温度为1600~1800℃,高于燃烧室火焰筒和涡轮材质的熔点。......
2023-06-28

图7-6 小型变压器的构造3.变压器的构造变压器是根据电磁感应原理制成的。铁心的主要作用是导磁,绕组的主要作用是进行磁电能量转换。将变压器和电源连接的绕组称为一次绕组(原绕组),把变压器与负载连接的绕组称为二次绕组(副绕组)。因为,一次绕组多半工作在高压状态,也称高压绕组,相应地,二次绕组称为低压绕组。图7-7 变压器变换电压原理4.变压器的工作原理变压器变换电压原理如图7-7所示。......
2023-06-26

系统的结构如图2-1所示,各部分的工作原理如下:风力发电部分利用风力机将风能转换为机械能,再通过风力发电机将机械能转换为电能。同时还具有自动稳压功能,可改善系统的供电质量。当发电量不能满足负载需要时,控制器把蓄电池的电能送往负载,或将可逆式水泵水轮机的运行工况调整为水轮机工况进行发电供给负载,保证了整个系统工作的连续性和稳定性。图2-1风—光—抽蓄复合发电系统图2-1风—光—抽蓄复合发电系统......
2023-06-23

在常规制动阶段,ABS并不介入制动压力控制,车轮的制动力由驾驶员脚踩制动踏板的力度决定。ABS系统在车辆的安装位置如图7-13所示。图7-14ABS系统的原理构成当车轮的加速度超过某一值时,再次将制动压力提高,使车轮滑移率稍微超过稳定界限,压力保持,车轮速度又下降。为避免ABS在较低的车速下制动时因制动压力的循环调节延长制动距离,ABS有最低工作车速的限制,一般来说汽车行驶速度超过8 km/h时,ABS才起作用。......
2023-06-23

图7-25 冷风型空调器工作过程热泵冷风型空调器制冷工作原理图7-26是热泵冷风型空调器制冷时制冷剂的流动路线,制冷剂蒸气由压缩机排出,经过换向阀进入冷凝器换热冷凝后,流经毛细管进入蒸发器吸热汽化,制冷剂蒸气再经过换向阀进入压缩机的吸气口,由压缩机进行压缩再循环。......
2023-06-18
在多CPU系统中,多CPU控制各自的相应模块,互相之间需要进行信息的交换。图10-5 多CPU系统的自动刷新原理假设系统的CPU1在B0~B1F之间设定了32点的自动刷新,CPU2在B20~B3F之间执行32点的自动刷新,如图10-6所示。图10-6 多CPU设置那么在CPU1的END处理期间,执行的处理过程为图10-5中的1.和4.,即:1)CPU1的B0~B1F传输软元件数据被传送到CPU1的自动刷新区(1.)。图10-7 多CPU系统FROM/TO指令图10-7表述的意思如下:1)用TO指令写入数据到PLC1的用户区(1.)。......
2023-06-16
冷凝压力调节阀制冷系统运行时,冷凝压力需维持在正常范围内。对于水冷式冷凝器的冷凝压力调节是通过调节冷却水的流量来实现的。按工作原理的不同,冷凝压力调节阀又分为温度控制的水量调节阀和压力控制的水量调节阀。其工作原理是温包安装在冷却水出口处,将冷凝器的出水温度信号转变为压力信号,控制导阀阀芯启闭。......
2023-06-24

图5-2-15 电弧传感器的检测原理在V形坡口对接焊时,利用焊枪作横向摆动,由左右两边伸出长度的变化情况,可以求出焊缝左右和高低的跟踪信号。旋转电弧传感器的工作原理与摆动电弧传感器的工作原理基本相同,由于旋转机构容易实现较高速度的旋转运动,所以旋转电弧传感器的频率可以达到10~100Hz。电弧传感器焊缝跟踪的特点如下:1)电弧自身就是传感器,使得焊枪结构简单紧凑,焊接可达性好。......
2023-06-26
相关推荐