(一)埋弧焊设备的分类按照用途 埋弧焊设备分为通用和专用两种。通用埋弧焊设备广泛用于各种结构的纵环缝对接、角接。按送丝方式 埋弧焊设备分为等速送丝式和变速送丝式两种。单丝埋弧焊设备运用最广泛,双丝和多丝是为了提高生产率,带状主要用于大面积堆焊。图3-41 常见埋弧焊设备的形式(二)埋弧焊设备的组成埋弧焊设备包括埋弧焊机、机头、控制箱、支架或导轨及辅助设备。埋弧焊机由焊接电源机械系统和控制系统三部分组成。......
2023-06-23
埋弧焊设备由弧焊电源、电气控制系统和焊接机身组成,典型的小车式埋弧焊机如图1-4-2所示。
按照使用电源、用途、电极数目及形状、送丝及行走方式,埋弧焊机每个部分都有多种不同结构及特点,其分类如图1-4-3所示。
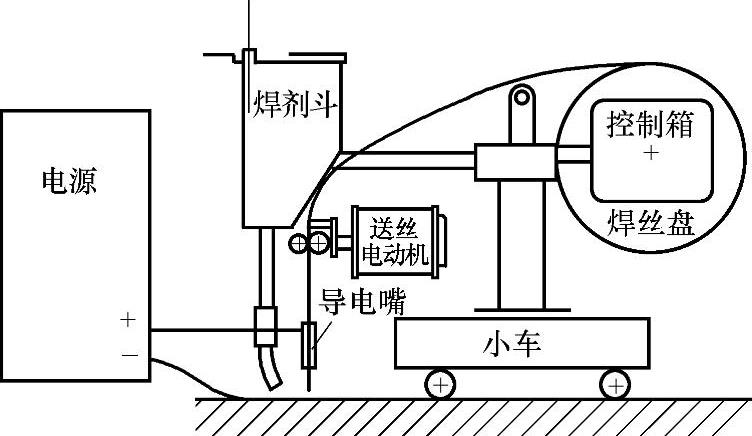
图1-4-2 小车式埋弧焊机
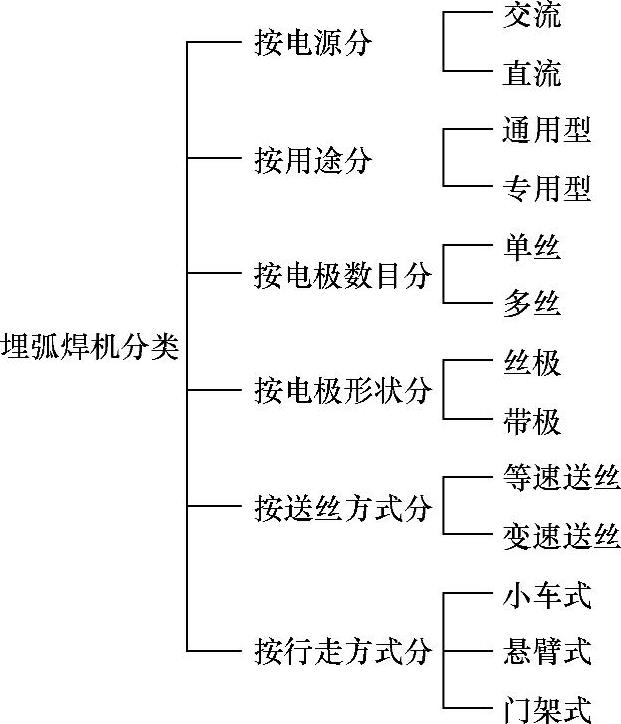
图1-4-3 埋弧焊机分类
1)按弧焊电源可分为交流、直流和交流与直流两用。一般弧焊电源的选择要根据使用条件,如焊接电流范围、焊接速度、焊剂类型以及丝极数目来选择。交流弧焊电源多用于焊接电流比较大或采用直流时产生严重磁偏吹的场合,直流弧焊电源多用于对焊接参数稳定性有较高要求,或焊剂稳弧性较差,或小电流范围、快速引弧、短焊缝、高速焊的场合。
2)按用途可分为通用、专用弧焊设备两种。前者广泛用于各种结构的对接、角接、环缝和纵缝的焊接,后者只用于特定的焊缝和构件,如埋弧角焊机、T型材焊机、埋弧堆焊机等。
3)按送丝方式可分为等速送丝式和变速送丝式两种。前者具有电弧自身调节特性,适于细焊丝、大电流密度的情况;后者具有电弧电压反馈调节特性,适于粗焊丝、低电流密度的情况。
4)按行走机构形式分为小车式、门架式、悬臂式三类。通用埋弧焊机多采用小车式,可适合平板对接、角接及筒体内外环缝的焊接;门架式行走机构则适用于大型结构件的平板对接、角接;悬臂式焊机可适用于大型工字梁、化工容器,锅炉锅筒等圆筒、圆球形结构上的纵缝和环缝的焊接。
5)按焊丝数目和形状可分为单丝、多丝及带状电极焊机。焊接生产应用最广泛的是单丝焊机,为了加大熔深和提高焊接生产效率,多丝埋弧焊得到越来越多的应用,日前使用最多的是双丝和三丝。带状电极埋弧焊机主要用作大面积堆焊。
埋弧焊电源的发展经历了4个阶段:弧焊变压器、弧焊发电机(含磁饱和放大器式硅弧焊整流器)、晶闸管式弧焊整流器和IGBT式弧焊逆变器。其控制系统的发展也经历了4个阶段:机械控制、电磁控制、电子控制和数字化控制。目前大容量的数字控制晶闸管式弧焊整流器、埋弧焊逆变器以其高效节能、良好的动特性和弧焊工艺性能等优点成为常规埋弧焊电源的更新换代产品。随着电力电子技术的发展,埋弧焊设备的电路、器件及其控制技术向集成化、高频化、全控化、控制数字化以及多功能化的方向发展。在埋弧焊接过程控制方面,计算机被广泛运用于焊接参数的控制、焊件的自动定位和埋弧焊焊缝自动跟踪、埋弧焊的过程控制以及焊接生产线的自动化。
有关焊接方法与过程控制基础的文章

(一)埋弧焊设备的分类按照用途 埋弧焊设备分为通用和专用两种。通用埋弧焊设备广泛用于各种结构的纵环缝对接、角接。按送丝方式 埋弧焊设备分为等速送丝式和变速送丝式两种。单丝埋弧焊设备运用最广泛,双丝和多丝是为了提高生产率,带状主要用于大面积堆焊。图3-41 常见埋弧焊设备的形式(二)埋弧焊设备的组成埋弧焊设备包括埋弧焊机、机头、控制箱、支架或导轨及辅助设备。埋弧焊机由焊接电源机械系统和控制系统三部分组成。......
2023-06-23

(一)对接接头埋弧焊技术对接焊缝的埋弧焊,是应用最为广泛的一种。一般第一面焊接应保证熔透深度为焊件厚度的60%~70%。对清根的焊缝反面熔透深度可适当减小。焊缝的熔透深度在焊接过程中,往往是无法直接测出的。而在焊接电流较大、电弧电压较低、焊接速度较慢时,如加热面积的前端呈圆形,若颜色为浅色,则应适当增加焊接速度。焊接时这部分的焊剂起焊剂垫的作用又保护铜垫,免受电弧直接作用。......
2023-06-23

单丝高速埋弧焊是在普通单丝埋弧焊的基础上,通过提高焊接电流和焊车/行走机构的行走速度来实现的。图1-4-45 焊缝成形(一)单丝高速埋弧焊焊缝成形的好坏,很大程度取决于焊缝所获得的热输入的大小及稳定程度。埋弧焊热效率η较高,可达85%以上。单丝高速埋弧焊可采用单面焊接双面成形工艺,常常用在锅炉、压力容器以及其他金属构件制造中。......
2023-06-25

等离子弧焊接设备主要包括焊接电源、控制系统、焊枪、气路系统、水路系统。(二)控制系统等离子弧焊接工艺的主要控制由控制系统完成。典型的等离子弧焊机的控制系统主要功能包括设定离子气流量、保护气流量、维弧电流、主弧电流等。(三)焊枪等离子弧焊时产生等离子弧并用以进行焊接的工具称等离子弧焊枪。压缩喷嘴结构、类型和尺寸对等离子弧性能起决定性作用。电极偏心将使等离子弧偏斜影响焊缝成形并且是促成双弧的一个诱因。......
2023-06-23

埋弧焊7.2.2.1埋弧焊设备与焊接材料的选用1. 埋弧焊的设备埋弧焊的动作程序和焊接过程弧长的调节都是由电气控制系统来完成的。......
2023-06-24

通常双丝高速埋弧焊的焊接速度可达2m/min以上。通过对两电源及行走机构进行时序关系的控制,可避免双丝串列埋弧焊在起弧和收弧位置由于在电弧作用下,所产生的焊缝首尾下塌现象。传统的双丝埋弧焊常在开始位置会产生一小段距离较窄的焊缝,且收弧位置常出现下塌现象。......
2023-06-25

相关推荐