焊前准备主要包括接头和坡口设计、坡口加工、接头清理、焊接装配、工装调整及弧焊设备选择等。坡口设计可参考GB/T 985.1—2008《气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口》、GB/T 985.3—2008《铝及铝合金气体保护焊的推荐坡口》及DIN8552—3—2006《焊缝准备 铜及铜合金坡口形状 第3部分:气体熔焊和气体保护焊》。......
2023-06-26
用焊接方法连接的接头称为焊接接头,简称接头。焊接接头由焊缝金属区、熔合区与热影响区组成。
根据焊件构成接头的方式以及接头的断面形状,焊接接头可分为许多种类,但一般最基本的是4类,分别为对接接头、角接接头、T形接头、搭接接头。在各种焊接接头中,为了提高焊接质量与承载能力,较厚的焊件往往需要开坡口。对接接头有较高的承载能力,应力集中小,是最常见的接头形式;角接接头一般用于不重要结构的焊件,厚度2mm以下时常选用卷边形式,厚度较大及重要结构时需要根据焊件厚度与载荷等情况开坡口;T形接头在钢结构中应用较多,其接头一般只承受较小的剪切应力或不受力,其缺点是可能造成应力集中,通过开坡口焊透消除根部间隙,可以降低应力集中;搭接接头易于装配,接头承载能力低,一般用在不重要的结构中。焊接接头的基本形式如图1-3-2所示。
坡口是根据设计或工艺需要,将焊件的待焊部位加工并装配成一定几何形状的沟槽。坡口钝边的作用是防止烧穿,坡口根部间隙的作用是保证焊透。
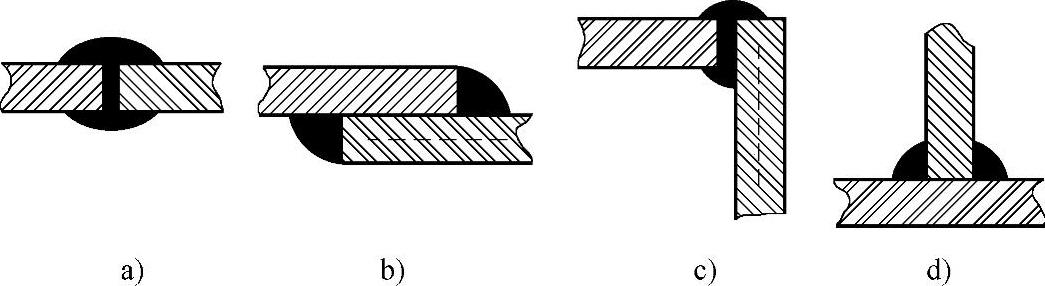
图1-3-2 焊接接头基本形式
a)对接接头 b)搭接接头 c)角接接头 d)T形接头
根据坡口断面形状,坡口的最基本形式有I形坡口、V形坡口、U形坡口等。综合考虑单边坡口、双边坡口、钝边、垫板、组合等因素,衍生出种类繁多的坡口形式。对接接头坡口的基本形式如图1-3-3所示。
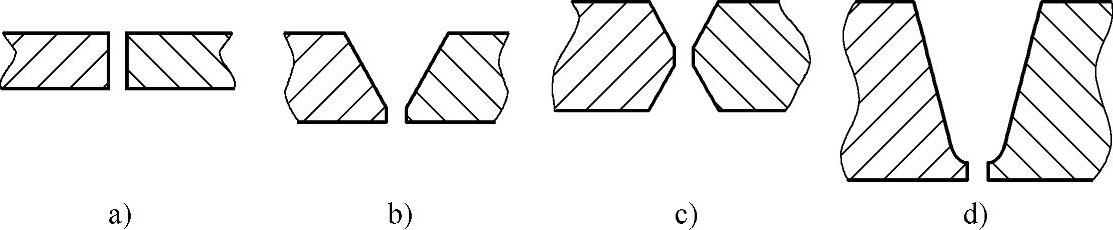
图1-3-3 对接接头坡口基本形式
a)I形坡口 b)带钝边V形坡口 c)带钝边双V形坡口d)带钝边U形坡口
焊接接头形式选择要考虑下列情况:焊件厚度、焊件结构形式、强度要求、焊缝金属化学成分、焊条消耗、坡口加工、焊接变形量、焊接生产率。
一般来说,焊件结构形式、焊件厚度与焊件强度要求决定焊接接头的形式;为了提高生产效率、减少焊接变形与焊条消耗量、调整焊缝金属化学成分以及保证焊件熔透等是影响坡口选择的要素。例如:优质的对接接头承载能力强,是应用最多的接头形式;焊件厚度相同时,U形坡口空间面积比Y形坡口小很多,但其坡口根部圆弧加工比较复杂;双Y形坡口和U形坡口比Y形坡口极大地节省焊条用量,同时也减少了电能消耗、工时消耗及焊接变形。双U形坡口的焊条用量更少,焊接变形更小,但这种坡口加工较为困难,一般在较为重要的大厚度焊接结构中使用。
焊接位置是焊件接缝所处的空间位置,分为平焊、立焊、横焊和仰焊位置等。对接接头焊接位置如图1-3-4所示。
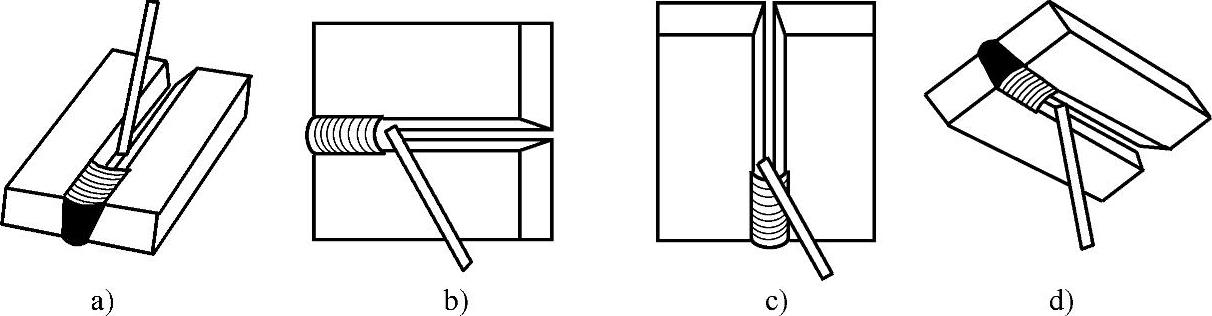
图1-3-4 对接接头焊接位置
a)平焊 b)横焊 c)立焊 d)仰焊
水平固定管所进行的对接,包括平焊、立焊、横焊、仰焊等焊接位置。类似这样焊接位置的施焊,称为全位置焊。
焊接施工时应尽可能使焊件处在平焊位置,因为平焊时可以选择较大的焊接电流,生产效率高,焊缝成形美观,容易保证焊接质量,劳动条件相对较好,对焊工的操作技术相对要求较低。焊条电弧焊接头和坡口设计有下列国家标准可参考:GB/T 324—2008《焊缝符号表示法》;GB/T985.1—2008《气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口》。
有关焊接方法与过程控制基础的文章

焊前准备主要包括接头和坡口设计、坡口加工、接头清理、焊接装配、工装调整及弧焊设备选择等。坡口设计可参考GB/T 985.1—2008《气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口》、GB/T 985.3—2008《铝及铝合金气体保护焊的推荐坡口》及DIN8552—3—2006《焊缝准备 铜及铜合金坡口形状 第3部分:气体熔焊和气体保护焊》。......
2023-06-26
在由焊接电源供给的、具有一定电压的两电极间或电极与焊件间的气体介质中产生的强烈而持久的放电现象,叫焊接电弧。焊接电缆的作用是传导电流。此外,还要考虑劳动生产率、劳动条件、经济效益、焊接质量等。焊接接头形式、坡口形式及焊接位置1)焊接接头形式。......
2023-06-26

而其中,倒装芯片焊点尺寸设计和焊料接头的材料选择取决于器件的具体应用和器件设计者所提供的规范。另外,至今还没有任何关于倒装芯片焊料接头电迁移测试的行业标准,而这些标准的建立将会给设计工作提供很大的帮助。鉴于倒装芯片焊料接头的设计细节和选择规则已超出了本书的范围,本书仅提供一些关于焊料接头可靠性问题的基本理解,从而使设计师在其电路设计中考虑到这些问题。......
2023-06-20

倒装芯片焊点接头加工时,首先进行UBM层的沉积,随后在UBM层上电镀形成厚的焊料凸点。随后,低温回流将两部分焊料连接在一起,形成一个复合焊料接头。在倒装芯片器件中,37Pb63Sn焊料的典型回流条件是:保持氮气气氛,峰值温度为220℃,停留时间为90 s。图4.2通过丝网印刷和结块在焊盘上制备共晶焊料的工艺步骤图4.3一对倒装芯片复合焊料接头的横截面示意......
2023-06-20

图3-4 焊接接头坡口形式和尺寸的标记标记示例:焊条电弧焊、完全焊透、对接、I形坡口、背面加钢衬垫的单面焊接接头表示为MC-BI-BS1。表3-5 气体保护焊、自保护焊全焊透坡口形式和尺寸(续)埋弧焊全焊透坡口形式和尺寸宜符合表3-6要求。......
2023-08-22

应遵循以下一些基本原则:1)合理增大胶接面积,以提高接头的承载能力。所以,将胶接接头设计成受剪切状态的搭接形式最为合理。图4-6-5 T形接头及改进方式尽量避免应力集中 胶接接头是结构上不连续的部分,通过它把应力从一部分传递到另一部分。胶接接头是由许多部分组成的,它们的物理性能和力学性能差别较大,因此在不同环境和承受载荷时应力分布非常复杂,很容易造成应力集中。......
2023-06-26
知识要点集成表2-4焊接接头、坡口及组对续表2-4经典考题剖析一、2020年考题某DN40低压碳钢管需加工坡口,宜采用的加工坡口方法是()。坡口根部有钝边,其厚度为2mm左右。......
2023-10-08

相关推荐