若是MAG/MIG焊,单片机控制系统通过对电弧电压、焊接电流信号的采集比较,使焊丝速度和电弧电压调节到预定焊接参数。如需预热,待工件预热到一定时间后,单片机发出起动行走指令,并输出一定数值的焊接速度信号,开始正常焊接,单片机实时数字显示焊接电流及电弧电压,自动进行焊接过程的参数变换。收弧完毕,单片机进入焊接结束状态,并关闭所有通道。......
2023-06-25
以模糊逻辑、人工神经网络和专家系统为标志的智能技术成为弧焊电源控制领域中的重要研究方向。
1.PID控制原理
PID控制是工业过程控制中应用最为广泛的一种控制方法。在单片机控制的弧焊电源中,对于焊接参数的控制,可以通过编程实现弧焊工艺参数的PID控制算法,利用单片机强大的逻辑功能,可以使PID控制更加灵活,主要有以下三个技术环节。
(1)PID调节算法 按闭环系统误差信号的比例、积分和微分进行控制的调节器称为PID调节器。它具有结构简单,参数易于调整,应用广泛等特点。理想PID控制算式如下:

式中 u——调节器输出控制量;
Kp——比例系数;
e——给定量与反馈量之间的偏差;
Ti——积分常数;
Td——微分常数。
在采样时间t=kT(T为采样周期)时刻,实际数字PID调节器的控制规律如下:

式中 u(0)——控制常量,其余参数物理意义与式(1-2-35)相应的参数相同。
(2)数字PID调节参数选择PID调节器是一种线性调节器,系统的给定值和反馈值的差成为偏差,对偏差进行的比例、积分、微分线性组合构成控制量式(1-2-36),分别起比例、积分、微分等调节作用。
一般被控对象的数学模型很难建立,PID调节参数的选择需要反复调试、修正,才能找到比较理想的参数值,对不同的控制系统也没有参考值可循,但是可以根据上述PID调节作用原理,对参数进行选择。
(3)带死区的数字PID控制算法焊接过程是一种非线性系统,采用PID调节的控制算法,由于积分饱和、系统干扰等原因,控制量的超调可能很大。为了避免控制量的过大或者过小,在应用中设置控制量的死区,对控制量设置范围进行限制,如式(1-2-37)所示,避免了系统过量的超调,增加了稳定性。

2.模糊控制原理系统组成及其功能
如图1-2-46所示,焊接过程模糊控制由模糊化、模糊推理和解模糊化三部分组成。模糊化的目的是将过程状态信息精确值转变为语言变量监督学习模糊子集的隶属函数。模糊推理利用模糊知识库中的模糊关系,推导出模糊控制动作的过程,可用Zadeh、Mamdani、Sugeno、Lars-en、Kosko等模糊推理方法加以实现。解模糊化将模糊控制子集转变为确切的控制量输出。常用方法有最大隶属度法、最大值平均法、重量中心法和取中位数法。模糊控制过程如下:
1)将被控对象输出参数由精确量转换成模糊量。
2)运用模糊逻辑对模糊量进行推理,做出决策,并输出模糊控制量。
3)将这些模糊量再转换成精确量,调整被控对象。
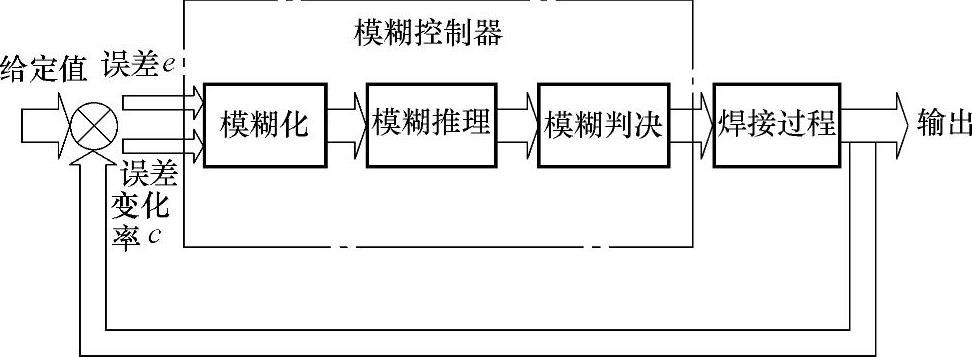
图1-2-46 焊接过程的模糊控制原理框图
3.人工神经网络控制原理

图1-2-47 TIG焊静态模型BP神经网络结构图
在弧焊过程中,焊接电流、电弧电压、焊接速度、焊接材料、板厚等都对焊接质量有很大的影响。焊接前通常根据经验预置焊接参数,焊接后焊缝的质量则不可能用某一模型进行预测。近十多年来,国内外不少学者将神经网络用于弧焊过程的建模和控制。1990~1992年K.Andersen等人用BP神经网络来离线和在线建立GTAW的模型,神经网络的输入层有4个节点,分别为焊接电流、焊接速度、弧长和板厚;输出层有2个节点,即焊缝的熔宽和熔深。1992年美国的J.Jones将BP神经网络用于GTAW和GMAW焊接过程的建模,以输出量为焊缝的特性,如熔深、熔宽,控制量为焊接电压、电流、焊接速度和送丝速度,预测和获得期望的焊缝特性。1993年华南理工大学把BP神经网络用于TIG焊,通过熔宽的检测与控制,实现了对焊缝质量的有效控制。TIG焊的质量主要取决于焊缝的正面熔宽和背面熔宽,以它们作为控制目标,选择影响熔宽较大的焊接电流、电压、速度作为控制量,采用图1-2-47所示的三层BP神经网络来建立对象的静态模型。网络的输入层有3个节点:焊接电流I、电弧电压U和焊接速度v。输出节点有两个,分别为焊缝的正面熔宽(Bf)和背面熔宽(Bb),由实验获得的若干数据对BP网络进行若干次训练,从而可获得TIG焊的静态模型。当焊接速度、电弧电压不变,焊接电流增加,焊缝变宽,原因是对试件的热输入随焊接电流的增加而增加。当焊接电流增大到一定程度,则使焊缝宽度尺寸变化趋缓并保持在一定限度上,焊缝成形均匀、美观。
神经网络建模及控制不同于其他建模方法,不需对焊接过程作任何假设,模型与实际过程符合较好,且简单易行。神经网络控制抗干扰能力较强,散热条件急剧变化时,输出基本保持恒定。对于非线性的焊接过程,神经网络的适应性强。但还需要提高神经元的集成度,使神经网络芯片中的神经元接近人脑的数量级。神经与模糊和专家系统的结合,可产生更大优势。神经网络的应用需要结合焊接工艺,不断实践。
有关焊接方法与过程控制基础的文章

若是MAG/MIG焊,单片机控制系统通过对电弧电压、焊接电流信号的采集比较,使焊丝速度和电弧电压调节到预定焊接参数。如需预热,待工件预热到一定时间后,单片机发出起动行走指令,并输出一定数值的焊接速度信号,开始正常焊接,单片机实时数字显示焊接电流及电弧电压,自动进行焊接过程的参数变换。收弧完毕,单片机进入焊接结束状态,并关闭所有通道。......
2023-06-25

电子控制式弧焊电源又称为电子弧焊电源。1)移相式弧焊电源采用大功率晶闸管作为整流器件,采用晶闸管的移相控制。2)模拟式弧焊电源是在二极管整流的基础上,采用了功率晶体管作为电源输出电流或电压的调节器件,功率晶体管工作在模拟状态,相当于可变电阻。数字控制技术目前主要用于逆变式弧焊电源或者整流式弧焊电源,而更多的是用于逆变式弧焊电源。......
2023-06-30

电磁控制型弧焊电源一般是通过调节弧焊电源内部电磁器件的电磁状态来调节电源的输出特性。例如,通过调节激励电流来改变饱和电抗器或直流发电机铁心的磁饱和程度,从而控制弧焊电源的输出特性。一般的电磁控制型弧焊电源主要指磁放大器式弧焊整流器和直流弧焊发电机。1)磁放大器式弧焊整流器主要由普通的降压变压器、磁放大器、硅整流器以及直流输出电抗器组成。由于电磁控制型弧焊电源是耗材、耗能产品,因此属于淘汰产品。......
2023-06-30

弧焊电源的DSP控制,借助DSP实现控制算法和PWM信号发生电路的全数字化,完成电压和电流信号的反馈运算、PWM波形的输出、系统实时监控及保护、系统通信等功能,其控制原理框图如图1-2-45所示。基于上述思想,Fronius公司推出了全数字化弧焊电源,随后Panosonic等公司也推出了各自的全数字化弧焊电源产品,并相继进入中国市场。图1-2-45 弧焊电源的DSP控制原理框图就控制系统结构而言,全数字化控制由单片机和DSP共同构成。......
2023-06-25
在电子控制型弧焊电源中,不仅电压或电流的给定信号需要直流稳压电源,而且弧焊电源控制系统中,大量的有源控制电路和器件,如集成运算放大器等也需要直流稳压电源供电。目前在电子控制型弧焊电源中应用较多的是采用集成稳压器或电源模块构成的直流稳压电源。电路中的外接二极管VD起输入短路保护作用,当输入端发生短路时,Co通过二极管放电,以便保护集成稳压器内部调整管。......
2023-06-30

为保证一定的Uf,要求Uf随If增大而增大。根据生产经验规定Uf与If的关系为一缓升直线,把它作为规定负载特性,以便确定弧焊电源的If或Uf调节范围。1)焊条电弧焊和埋弧焊的负载特性。2)TIG焊和等离子弧焊的负载特性。通常要求如下:Ifmax/Ie≥1.0,Ifmin/Ie≤0.20。其中,Ie为额定焊接电流。在等速送丝MIG/MAG/CO2焊时,If主要由送丝速度决定,与电压无关。......
2023-06-25
弧焊电源的主要动特性指标包括短路电流增长速度di/dt、短路电流的峰值Isd或Ifd等。传统的机械调节式、电磁调节式弧焊电源的动特性主要依靠调节焊接回路中的直流电感L来控制,电感L较小时,di/dt大、Ifd也大;增加电感L,di/dt减小,Ifd也降低。随着电力电子技术的发展,特别是电子控制电源的发展,电源动特性的调节方法发生了根本变化。从单一依靠直流电感L转向依靠L与电子电抗器的共同作用来获得满意的电源动特性。......
2023-06-30

弧焊电源中的变压器有两种基本形式——工频变压器和中频变压器。在工频变压器中,独立作为交流弧焊电源使用的多数采用单相变压器;在整流式弧焊电源中,有单相变压器和三相变压器。由于中频变压器的工作频率较高,其体积、重量大大减少,同等功率弧焊电源中的20kHz中频变压器的体积和重量仅为工频变压器的十几分之一。在实际焊接工程中,根据需要可以采用直流或交流电弧进行焊接,其弧焊电源也相应地分为直流或交流弧焊电源。......
2023-06-30
相关推荐