在20世纪70年代末就有晶闸管式弧焊逆变器的研究成果。20世纪80年代后期,由于它的频率低,控制性欠佳,有噪声,功率因数低,逐渐为后起之秀——场效应晶体管式、IGBT式弧焊逆变器所代替,但在世界上仍有一定地位。为使逆变器正常工作,务必保证t2~4和t5~7时间间隔均大于晶闸管的关断时间tq。......
2025-09-29
晶体管类弧焊逆变器有硬开关式和软开关式之分。上述为硬开关式,即功率开关管工作在被强迫关断(电流不为零)或强迫导通(电压不为零),甚至在较大值状态下,开关耗损稍大,且随频率增加而增加。而软开关型采用谐振变流技术,功率开关管在零电压或零电流条件下自然开通或关断,利于提高频率,从本质上克服硬开关式的缺点,是一种有较大发展前景的弧焊电源。
1.软开关逆变主电路原理和特点
软开关型弧焊逆变器以逆变主电路形式来划分有单端、半桥和全桥三种基本形式,其基本原理大同小异,现以软开关IGBT式全桥弧焊逆变器为典型作重点介绍。
如上所述,移相全桥逆变主电路把PWM控制优点和软开关逆变器优点结合起来,在较大范围内实现了PWM控制,在开关瞬间实现功率开关管零电压开通。
图1-2-39a所示为软开关全桥逆变式主电路,VT1~VT4为IGBT,VD1~VD4是相应VT1~VT4的反并联二极管,C1~C4是相应VT1~VT4的输出电容。定义VT1、VT2为超前桥臂,领先于滞后桥臂VT3、VT4关断。每只管导通180°,VT1、VT3管导通时刻不变,控制VT4、VT2导通时刻,使VT4与VT1同时刻相差0°~180°,当VT1、VT4移相0°时,输出最大。VT1、VT4移相180°时,无输出。VT3与VT2类似。从而为实现焊接参数调节和外特性曲线的形成提供了条件。其工作原理为:假定负载是电感性负载,根据控制策略,VT1先导通,VT4经一定移相角后导通,电流方向通过T1向负载输出功率。VT1关断后,电容C3先放电使VT3两端电压为零后,由VT1换流到VT3,此时处于环流阶段,开始方向为T1→Lk→VT4→VD3→T1;反向电流由Lk→T1→VT3→VD4→Lk,滞后管VT4在环流过程中电流保持一定的值,关断时,电流转移到另一个滞后IGBT的反向二极管,以实现滞后管的零电压开通。图1-2-39b为VT1~VT4的驱动波形和T1一次u1、i1以及二次u2的变化关系。
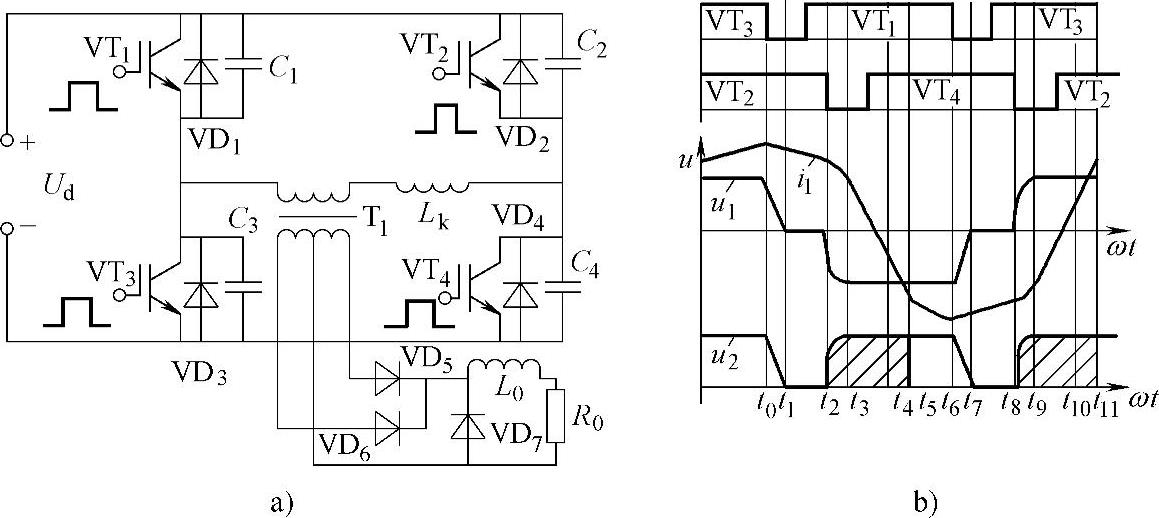
图1-2-39 软开关全桥逆变式主电路及其u1、i1、u2的波形图
a)软开关全桥逆变式主电路图 b)u1、i1、u2的波形图(https://www.chuimin.cn)
为解决滞后桥臂软开关范围窄问题,一是在T1二次线圈两端各串入一个饱和电感分别与VD5、VD6串接,拓宽滞后管的零电压开通范围;二是在T1一次线圈一端串入隔直电容C,使环流是一个LC的振荡过程,流过滞后管(VT4)电流很快过零并且反向而关断。
2.软开关逆变控制驱动原理和特点
控制电路原理与硬开关型大同小异,但控制信号可移相,下面以较多用的3875芯片为例作介绍。
这种专用移相继承控制芯片的内部电路如图1-2-40所示,有三角波发生器,误差放大器,基准电源,软起动电路,保护电路和四个驱动信号A、B、C、D,如图1-2-39b所示的驱动关系:A、B是超前桥臂上下管子驱动脉冲,相位反相,C、D是滞后桥臂驱动信号,相位反相。A、D有共同导通部分,B、C有共同导通部分。这个共同导通部分是向负载传送功率部分,通过改变(移动)控制信号的相位,调节共同导通部分即可获得不同外特性,调节负载功率参数。给定信号与负反馈信号经过比较,其误差信号经过调节输出到3875误差放大器,误差放大器输出端与三角波通过比较器比较,所得输出电压经过内部处理,即可生成4个驱动信号。
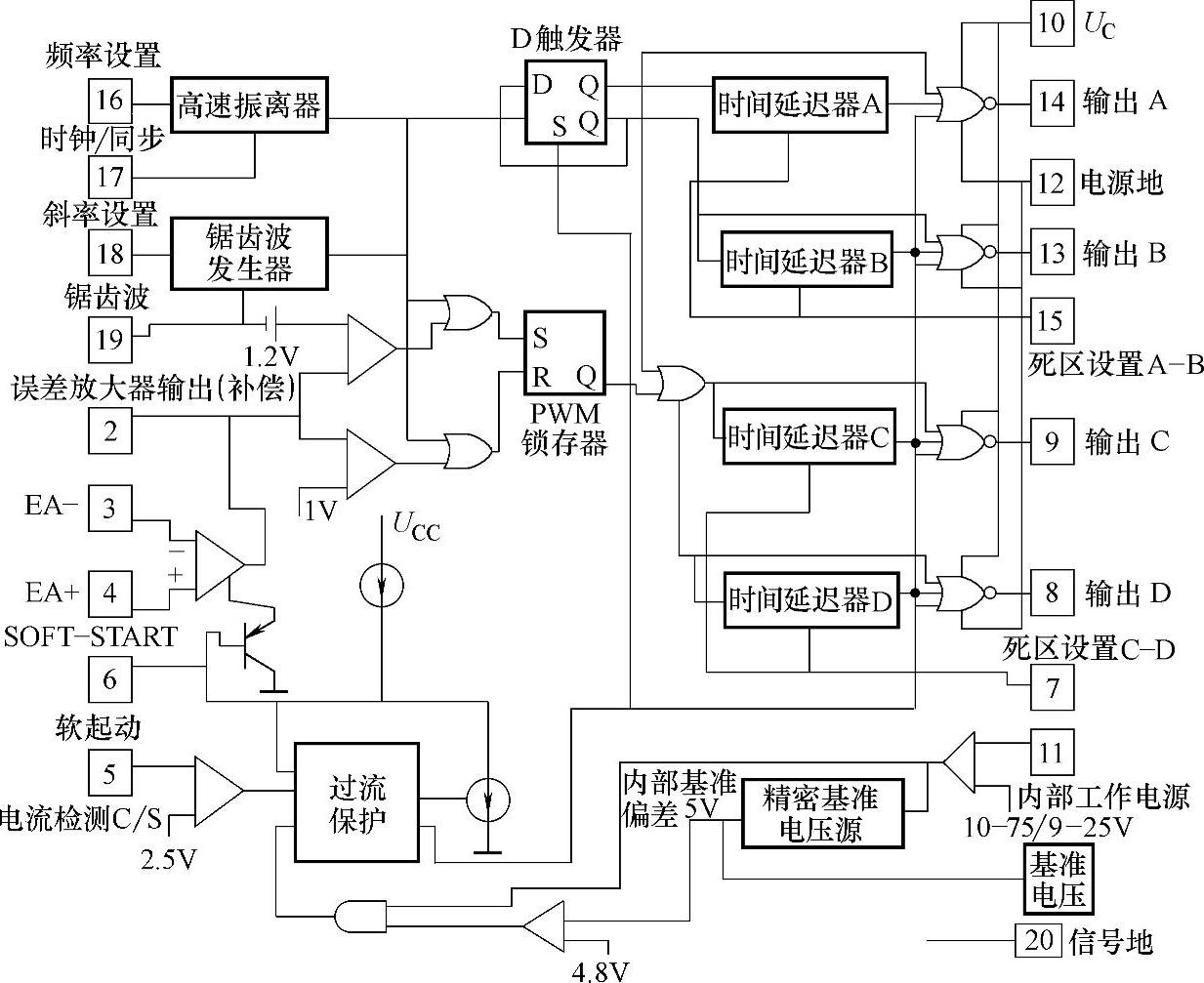
图1-2-40 移相控制芯片3875原理图
相关文章

在20世纪70年代末就有晶闸管式弧焊逆变器的研究成果。20世纪80年代后期,由于它的频率低,控制性欠佳,有噪声,功率因数低,逐渐为后起之秀——场效应晶体管式、IGBT式弧焊逆变器所代替,但在世界上仍有一定地位。为使逆变器正常工作,务必保证t2~4和t5~7时间间隔均大于晶闸管的关断时间tq。......
2025-09-29
IGBT式弧焊逆变器的功率开关管容量较大,综合性能更优,生产调试比较方便,大、中、小功率得到全面的推广和应用,正在成为弧焊电源的主导产品。以全桥式逆变主电路为例,介绍图1-2-34a所示的IGBT式弧焊逆变器。UK在2.4~6.2V之间变化时,受控于UK的PWM输出脉冲宽比和主电路IGBT双管交替通断的占空比,均从45%变到0%。......
2025-09-29

1.GB/T 191—2008 包装储运图示标志2.GB/T 2423.1—2008 电工电子产品环境试验 第1部分:试验方法 试验A:低温3.GB/T 2423.2—2008 电工电子产品环境试验 第2部分:试验方法 试验B:高温4.GB/T 2423.3—2006 电工电子产品环境试验 第2部分:试验方法 试验Cab:恒定湿热方法5.GB/T 2423.10—2008 电工电子产品环境试验 第......
2025-09-29

图1-2-32 串联半桥式逆变主电路及其波形图a)串联半桥式逆变主电路及其波形图 b)uce、ic、ib波形3.场效应晶体管式弧焊逆变器的原理和特点晶体管式弧焊逆变器的出现,虽然逆变频率较高,利于提高效率、减小体积重量,但存在二次击穿和需较大的电流驱动。......
2025-09-29

(一)埋弧焊设备的分类按照用途 埋弧焊设备分为通用和专用两种。通用埋弧焊设备广泛用于各种结构的纵环缝对接、角接。按送丝方式 埋弧焊设备分为等速送丝式和变速送丝式两种。单丝埋弧焊设备运用最广泛,双丝和多丝是为了提高生产率,带状主要用于大面积堆焊。图3-41 常见埋弧焊设备的形式(二)埋弧焊设备的组成埋弧焊设备包括埋弧焊机、机头、控制箱、支架或导轨及辅助设备。埋弧焊机由焊接电源机械系统和控制系统三部分组成。......
2025-09-29

利用熔透法焊接时,应适当降低等离子气流量,以减小等离子流力。因此,焊接速度、离子气流量及焊接电流这三个工艺参数应相互匹配。大电流焊接时保护气和等离子气应用同种气体以提高电弧的稳定性。对不留间隙的Ⅰ型对接接头进行等离子弧焊时一般可不填充焊丝。......
2025-09-29
等离子弧焊的一般操作程序和操作技术是焊前提前送气送水、高频引弧、切断高频、转移弧形成;焊接时调整好各工艺参数、弧柱中心始终对中接缝中心、等离子气递增、行走(送丝)停焊时完成电流衰减、停丝、熄弧、延迟停气等动作。利用穿孔法等离子弧焊焊接厚板时,引弧及收弧处易产生气孔、下凹等缺陷,平直焊缝可增加引弧板及引出板。......
2025-09-29

此类焊机属于电磁控制型弧焊电源。新型内燃驱动弧焊发电机以柴油或汽油发动机为原动机驱动发电机工作,通过电子控制调节可以获得平或下降外特性电源,不仅用于直流焊接,也用于交流和脉冲焊接。图3-6 新型内燃驱动弧焊发电机外形(三)硅弧焊整流器硅弧焊整流器是把交流电经降压整流后获得直流电的弧焊电源。在抽头式弧焊整流器中输出电抗器必不可少,输出电抗器用来控制短路电流增长速度和减少飞溅。......
2025-09-29
相关推荐