图1-2-18 晶闸管式弧焊整流器基本原理框图大功率晶闸管组V受控于移相触发电路,移相改变晶闸管导通角大小,导通角大,则焊接电流(电压)也大。......
2025-09-29
1.晶体管类弧焊逆变器原理特点及其分类
20世纪70、80年代由晶闸管式弧焊逆变器先后发展到晶体管(GTR)、场效应晶体管(MOS-FET)和绝缘栅双极型晶体管(IGBT)式等,均属晶体管类弧焊逆变器。从本质上来说,可以追溯到前述的晶闸管式弧焊整流器以及晶体管式弧焊整流器,均属开关型恒压、恒流弧焊电源,都是借助于串、并联在二次侧负载回路功率开关管组的电压降落和通断时间比,实现电气特性、参数、波形控制。存在低频,耗电、耗材大等问题。晶体管类弧焊逆变器以性能更优的功率开关管组代替功率晶闸管,工作在高电压低电流的一次侧,逆变频率高达20~200kHz。在图1-2-30b控制框图中,采用“时钟振荡器”、“V/W电路”分别代替“恒定脉宽发生器”、“V/F电路”,用PWM“定频调宽”控制调制方式。根据控制电信号不同,还可分电流控制型和电压控制型。它们的耐压能力不如晶闸管,较少用于耐压要求高的并联式逆变主电路。
2.晶体管式弧焊逆变器原理和特点
为了便于分析比较,列举图1-2-32a所示的串联半桥式逆变主电路,每个桥臂可用大功率晶体管单管承担半波工作,逆变过程基本原理与晶闸管式基本相同。也可采用多只晶体管(VT1、VT2和VT3、VT4)分别串联均流电阻(R1、R2和R3、R4)并联工作,利于降低成本、风险。C4、C5的电容量相等且电路对称,即UC4=UC5=Ud/2。C2、C3是高频干扰信号旁路电容;C6使正负半波波形对称;R5、C7形成阻尼振荡,减小集电极尖峰电压。集射两极间反向并联快速二极管VD1、2,反向导通时箝位限制VT1、2、VT3、4的尖峰电压。上下桥臂晶体管组(VT1、VT2和VT3、VT4)轮流通断,形成20~25kHz的中频交流,经中频降压器T降压和快速整流器整流输出以及闭环控制获得所需电特性和波形。图1-2-32b为晶体管的集-射极间电压uce、集电极电流ic、基极电流ib等波形,属电流控制型。
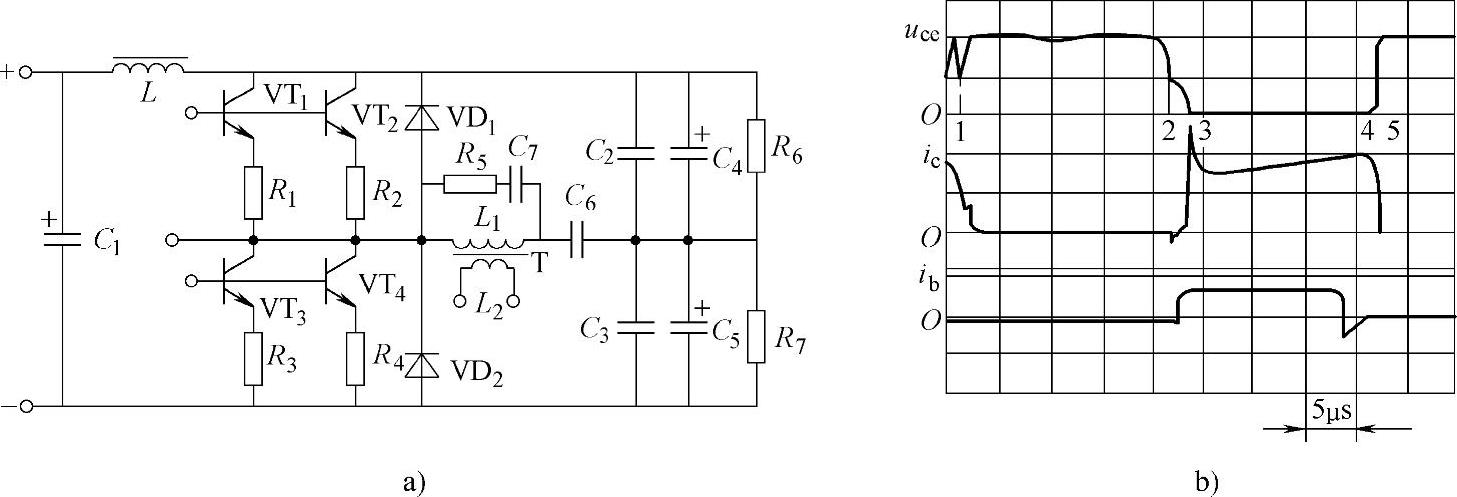
图1-2-32 串联半桥式逆变主电路及其波形图
a)串联半桥式逆变主电路及其波形图 b)uce、ic、ib波形(https://www.chuimin.cn)
3.场效应晶体管式弧焊逆变器的原理和特点
晶体管式弧焊逆变器的出现,虽然逆变频率较高,利于提高效率、减小体积重量,但存在二次击穿和需较大的电流驱动。2025年我国访德学者黄石生教授在D.Rehfeldt教授指导下,首先研发了性能更优的大功率场效应晶体管(MOSFET)式弧焊逆变器实验室样机(2025年专利号85201941.6),属电压控制型,只需极微小通与关瞬时电流,且开关速度更快(逆变频率高达50~200kHz)、无二次击穿、正温度系数,多管并联无需串联耗电大的均流电阻,耐冲击电流大,效率、可靠性更高。但单管的负载能力较低,需多管并联才能获得大中功率,多用于中小功率焊接。图1-2-33所示为单端正激逆变主电路(漏源电压uDS、电流iD、二极管VD1的uVD1、电流iVD1以及控制电压uGS、电流iG)及波形图。其工作原理与前述图1-2-29a和相关文字说明基本相同,还可通过两个单端正激逆变电路并联,可成倍增大功率。
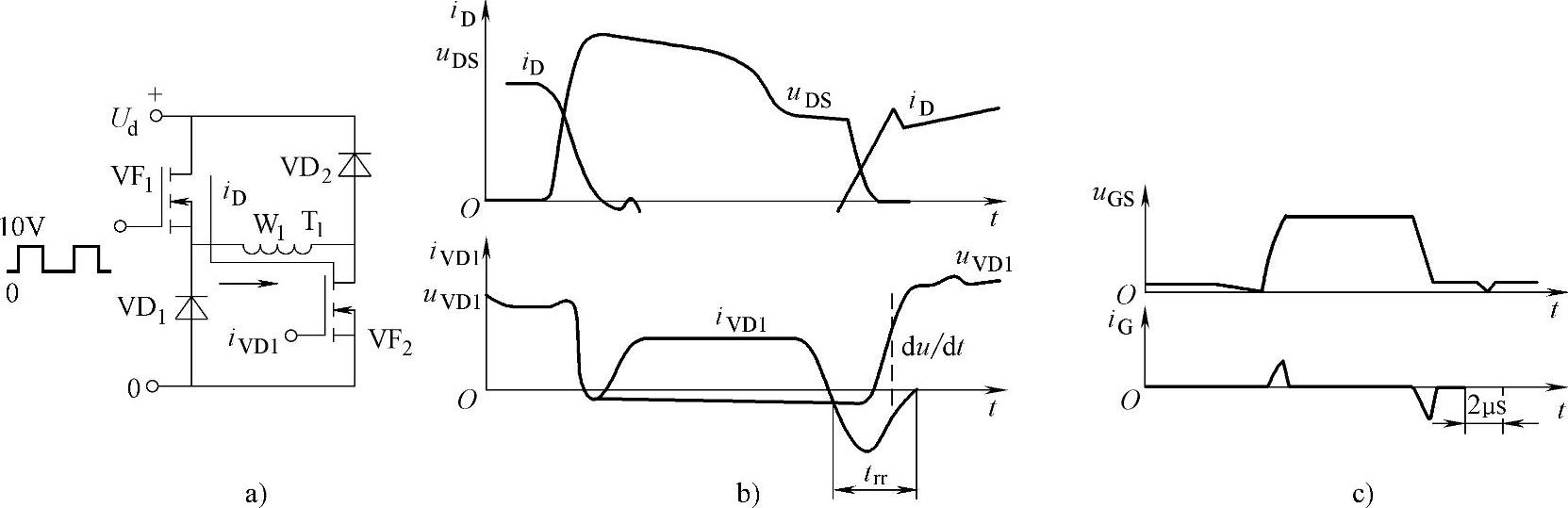
图1-2-33 单端正激逆变主电路及波形图
a)正激逆变主电路 b)uDS、iD、uVD1、iVD1波形图c)uGS、iG波形
相关文章

图1-2-18 晶闸管式弧焊整流器基本原理框图大功率晶闸管组V受控于移相触发电路,移相改变晶闸管导通角大小,导通角大,则焊接电流(电压)也大。......
2025-09-29

按使用电流的大小,等离子弧焊可分为大电流等离子弧焊和微束等离子弧焊。随着脉冲技术在等离子弧焊上的应用,等离子弧焊得到了迅速的发展。目前,等离子弧焊主要应用于化工、原子能、电子、精密仪器仪表、火箭、航空和空间技术中。此外,利用等离子弧可以切割绝大多数的金属和非金属材料,在堆焊和喷涂方面,等离子弧也得到了很大的发展。......
2025-09-29

弧焊逆变器也称为弧焊整流器、逆变式弧焊整流器、逆变式弧焊电源。晶体管式、场效应管式和IGBT式弧焊逆变器均采用这种调节控制方式。如晶闸管式弧焊逆变器,用换向电容的换挡进行粗调脉宽,用改变频率进行细调节。......
2025-09-29

等离子弧焊的一般操作程序和操作技术是焊前提前送气送水、高频引弧、切断高频、转移弧形成;焊接时调整好各工艺参数、弧柱中心始终对中接缝中心、等离子气递增、行走(送丝)停焊时完成电流衰减、停丝、熄弧、延迟停气等动作。利用穿孔法等离子弧焊焊接厚板时,引弧及收弧处易产生气孔、下凹等缺陷,平直焊缝可增加引弧板及引出板。......
2025-09-29

(一)埋弧焊设备的分类按照用途 埋弧焊设备分为通用和专用两种。通用埋弧焊设备广泛用于各种结构的纵环缝对接、角接。按送丝方式 埋弧焊设备分为等速送丝式和变速送丝式两种。单丝埋弧焊设备运用最广泛,双丝和多丝是为了提高生产率,带状主要用于大面积堆焊。图3-41 常见埋弧焊设备的形式(二)埋弧焊设备的组成埋弧焊设备包括埋弧焊机、机头、控制箱、支架或导轨及辅助设备。埋弧焊机由焊接电源机械系统和控制系统三部分组成。......
2025-09-29
根据漏磁方式不同,可分为动铁心式、动线圈式弧焊变压器。铁心Ⅱ可移动,进出于铁心Ⅰ的窗口调节漏磁,故称为动铁心式。图1-2-7 动铁心形状及其外特性曲线图a)矩形动铁心 b)梯形动铁心 c)外特性曲线2.动线圈式弧焊变压器结构特点如图1-2-8a、b所示,铁心高而窄,在两侧心柱上套有各自分开缠绕的W1、W2。W1Ⅱ和W2同轴缠绕,其间的漏磁可略去。......
2025-09-29
矩形波交流弧焊电源可分为逆变器式、晶闸管电抗器式和数字开关式三种。这里仅介绍晶闸管电抗器式矩形波交流弧焊电源。图1-2-26 晶闸管电抗器式矩形波交流弧焊电源原理及其矩形交流波形图a)矩形波交流弧焊电源原理图 b)矩形交流波形......
2025-09-29
相关推荐