图1-2-13 硅弧焊整流器原理框图主变压器把三相380V电压降至所要求的空载电压U0。如抽头式弧焊整流器的一、二次绕组耦合紧密,输出为平特性和用匝数比调节电压大小,可用于半自动CO2焊。......
2025-09-29
1.主要组成及其基本原理
晶闸管式弧焊整流器基本原理框图如图1-2-18所示,可见它是一种典型的电子控制型弧焊电源,供电系统、功率系统分别由三相主变压器T和晶闸管组V、直流电抗器L组成。二极管组VD和限流电阻R构成维弧电路。电子控制系统由给定电路G、负反馈检测电路M、比较放大电路和触发电路组成。
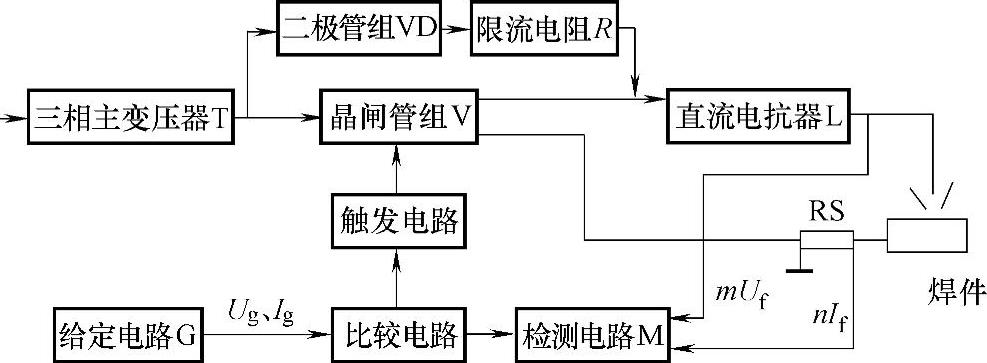
图1-2-18 晶闸管式弧焊整流器基本原理框图
大功率晶闸管组V受控于移相触发电路,移相改变晶闸管导通角大小,导通角大(控制角α小),则焊接电流(电压)也大。反之亦然。触发脉冲相位由G、M、比较放大电路和触发电路产生,分别只取电流或电压或按一定比例联合取负反馈信号,便可获得所需恒流、恒压特性或任意形状的外特性、调节性能。
2.主要特点及问题(https://www.chuimin.cn)
(1)控制性能好 与上述硅弧焊整流器比,可用较小功率触发信号控制大功率的输出和不同形状外特性和直流、脉冲电流,且可无级、自动、远控,调节大范围的焊接参数,有输出补偿参数,稳定性好。
(2)动特性好 与磁放大器式弧焊整流器相比,内部电感、磁惯性小得多,系统时间常数仅为它们的1/10以下(仅十几毫秒),动态反应快,可用电子电抗器进行控制和调节。
(3)省材、节能和便于多用
但也有一定问题:输出电流和电压通过调节晶闸管的导通角来实现,电流电压波形脉动和谐波问题比硅弧焊整流器大,尤其采用小焊接参数焊接时,导通角较小,波形脉动加剧,甚至不连续,电弧不稳定。
相关文章

图1-2-13 硅弧焊整流器原理框图主变压器把三相380V电压降至所要求的空载电压U0。如抽头式弧焊整流器的一、二次绕组耦合紧密,输出为平特性和用匝数比调节电压大小,可用于半自动CO2焊。......
2025-09-29

此类焊机属于电磁控制型弧焊电源。新型内燃驱动弧焊发电机以柴油或汽油发动机为原动机驱动发电机工作,通过电子控制调节可以获得平或下降外特性电源,不仅用于直流焊接,也用于交流和脉冲焊接。图3-6 新型内燃驱动弧焊发电机外形(三)硅弧焊整流器硅弧焊整流器是把交流电经降压整流后获得直流电的弧焊电源。在抽头式弧焊整流器中输出电抗器必不可少,输出电抗器用来控制短路电流增长速度和减少飞溅。......
2025-09-29

它必须具备焊接电弧及其工艺所要求的基本电特性。显然,没有性能良好的弧焊电源,要保证电弧的引燃、稳定燃烧和焊接质量是不可能的。如动铁心式、动线圈式、抽头式弧焊变压器、整流器。目前应用较多的弧焊电源有弧焊变压器、晶闸管式弧焊整流器、IGBT式、场效应晶体管式弧焊逆变器、硅弧焊整流器、弧焊电源的数字化控制等。......
2025-09-29
(一)埋弧焊设备的分类按照用途 埋弧焊设备分为通用和专用两种。通用埋弧焊设备广泛用于各种结构的纵环缝对接、角接。按送丝方式 埋弧焊设备分为等速送丝式和变速送丝式两种。单丝埋弧焊设备运用最广泛,双丝和多丝是为了提高生产率,带状主要用于大面积堆焊。图3-41 常见埋弧焊设备的形式(二)埋弧焊设备的组成埋弧焊设备包括埋弧焊机、机头、控制箱、支架或导轨及辅助设备。埋弧焊机由焊接电源机械系统和控制系统三部分组成。......
2025-09-29

根据漏磁方式不同,可分为动铁心式、动线圈式弧焊变压器。铁心Ⅱ可移动,进出于铁心Ⅰ的窗口调节漏磁,故称为动铁心式。图1-2-7 动铁心形状及其外特性曲线图a)矩形动铁心 b)梯形动铁心 c)外特性曲线2.动线圈式弧焊变压器结构特点如图1-2-8a、b所示,铁心高而窄,在两侧心柱上套有各自分开缠绕的W1、W2。W1Ⅱ和W2同轴缠绕,其间的漏磁可略去。......
2025-09-29

浸焊是将插装好元器件的印制电路板,浸渍在盛有熔融锡的锡锅内,一次性完成印制电路板上全部元器件焊接的方法,它可以提高生产率,消除漏焊。浸焊的工作原理是让插好元器件的印制电路板水平接触熔融的铅锡焊料,使整块电路板上的全部元器件同时完成焊接。这类浸焊机有时还配有带振动头夹持印制电路板的专用装置,能有效地使焊料浸润到焊点的金属化孔里,使焊点更加牢固。......
2025-09-29

按使用电流的大小,等离子弧焊可分为大电流等离子弧焊和微束等离子弧焊。随着脉冲技术在等离子弧焊上的应用,等离子弧焊得到了迅速的发展。目前,等离子弧焊主要应用于化工、原子能、电子、精密仪器仪表、火箭、航空和空间技术中。此外,利用等离子弧可以切割绝大多数的金属和非金属材料,在堆焊和喷涂方面,等离子弧也得到了很大的发展。......
2025-09-29

相关推荐