利用熔透法焊接时,应适当降低等离子气流量,以减小等离子流力。因此,焊接速度、离子气流量及焊接电流这三个工艺参数应相互匹配。大电流焊接时保护气和等离子气应用同种气体以提高电弧的稳定性。对不留间隙的Ⅰ型对接接头进行等离子弧焊时一般可不填充焊丝。......
2025-09-29
1.硅弧焊整流器基本原理
为了获得脉动小、平稳的直流电和电网负荷均衡,通常采用三相整流硅弧焊整流器,其原理框图如图1-2-13所示。
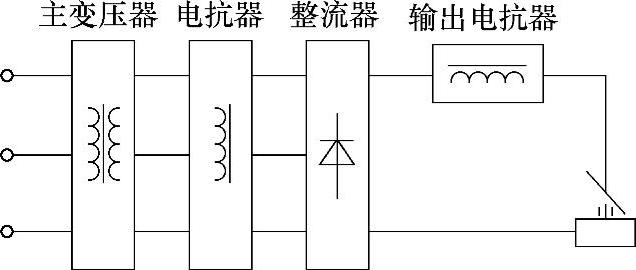
图1-2-13 硅弧焊整流器原理框图
(1)主变压器把三相380V电压降至所要求的空载电压U0。
(2)整流器 把三相交流电整流成直流。
(3)输出电抗器 接在焊接回路中的直流电感(由带空气隙的铁心和线圈构成),改善动特性和滤波。
(4)电抗器 可以是交流电抗器或磁放大器(磁饱和电抗器),当主变压器为增强漏磁式或要求平特性时,则可不用电抗器。实质上它是用于外特性和焊接参数的控制调节机构,一般有机械式和电磁式两种。
2.机械控制式硅弧焊整流器原理与分类
把上述单相动铁心式、动线圈式、抽头式弧焊变压器做成相应的三相变压器,并通过三相桥式整流器整流输出,就成为动铁心式、动线圈式、抽头式弧焊整流器,而且分别由动铁心磁分路、动线圈的漏抗和绕组抽头匝数比及其漏抗,获得下降特性和调节电流。其原理与单相弧焊变压器类同,适用于焊条电弧焊、钨极氩弧焊、等离子弧焊。如抽头式弧焊整流器的一、二次绕组耦合紧密,输出为平特性和用匝数比调节电压大小,可用于半自动CO2焊。这类弧焊整流器的优点是简单经济可靠,易造易修易维护;缺点是调节不灵活、精度较差,无补偿、遥控和自动化。主要产品有:动铁心式ZX—320,动线圈式ZXG1—160、ZXG1—250、ZXG1—400、ZXG6—300,抽头式平特性NBC—250B、NBC—350B等。
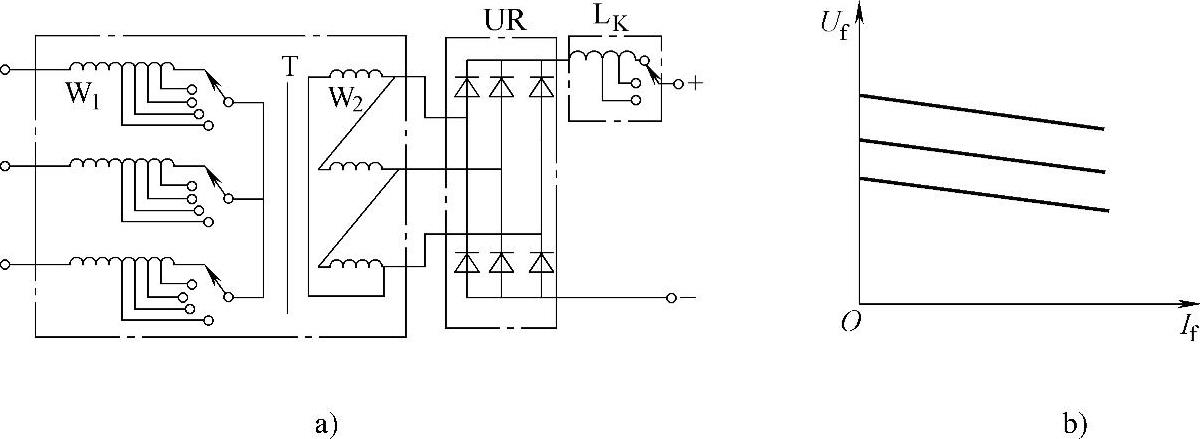
抽头式平特性弧焊整流器是硅弧焊整流器用得最多的一种,基本电路原理及其外特性如图1-2-14所示,由正常漏磁三相降压变压器T、整流器UR和输出电抗器LK组成。为了调节输出电压,在一次绕组上设有许多抽头,以便改变其匝数比。
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
图1-2-14 抽头式电路原理及其外特性曲线
a)电路原理 b)外特性曲线
3.电磁控制式硅弧焊整流器原理与分类
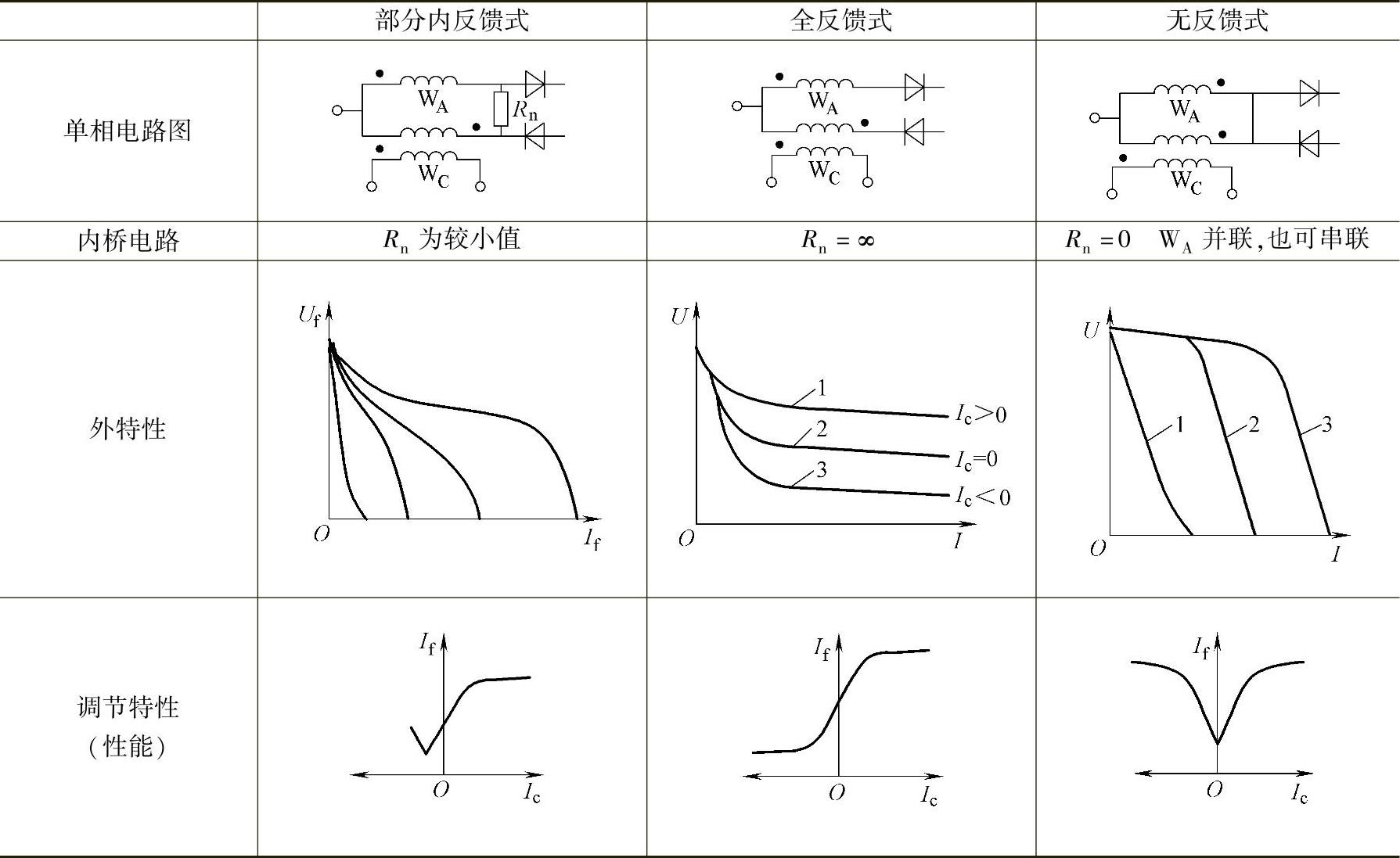
(1)基本原理和分类磁放大器式弧焊整流器是典型、相对较多用的电磁控制式硅弧焊整流器,如图1-2-15所示,由平特性降压三相变压器T、磁放大器AM、整流器UR和输出电抗器LK等组成。AM是用于获得和控制外特性、调节焊接参数的关键性电磁控制元件。它由交流绕组WA1~WA6、直流励磁控制绕组WC和内桥反馈电阻Rn组成。内桥电阻Rn(三种设置:Rn>0;Rn=∞;Rn=0)的大小和有无,所起的内反馈去磁作用不同,而分别形成所谓部分内反馈、全内反馈和无反馈磁放大器式三种具有下降、陡降、平特性的弧焊整流器,为便于对比分析将其电特性归纳于表1-2-1。它通过直流励磁绕组WC电流,控制直流磁通和AM磁饱和程度大小(即交流电抗大小)来调节焊接参数。
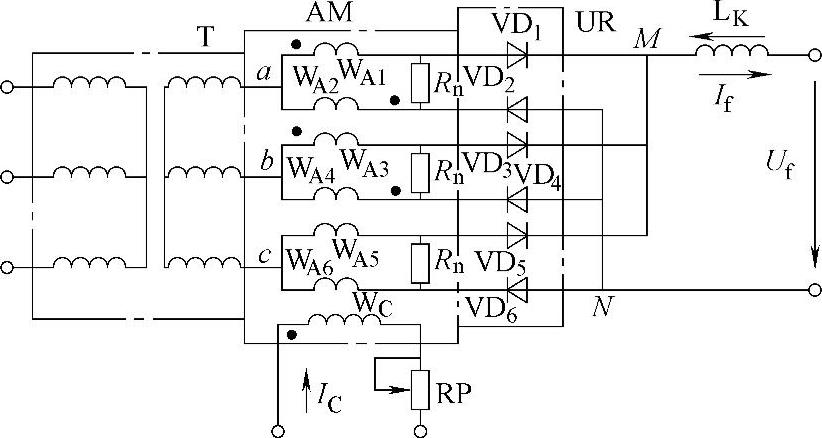
图1-2-15 内桥反馈磁放大器式弧焊整流器原理图
表1-2-1 三种反馈磁放大器式弧焊整流器电特性对比表
(2)结构特点和产品
1)结构特点。以较大量的铜铁材料、功率硅元件和简单电路等做成,可靠性高,技术难度较小,但在动特性方面存在问题:磁放大器的多个绕组带来较大的磁惯性,短路电流上升率和峰值较大,而衰减较慢,造成引弧冲击大和熔滴飞溅严重;从短路到负载时瞬态负载电流最小值较低,降低了电弧稳定性并减弱了电弧的“挺度”和穿透力。需在主回路中串接输出电抗器抑制电流冲击和下跌的变化,改善动特性。此外,由于它耗材、耗电多,笨重,维修不便等缺点,越来越多地被弧焊逆变器、晶闸管式弧焊整流器所取代。
2)主要国产产品。无反馈式有ZXG7—300、ZXG7—500型,用于焊条电弧焊。ZXG7—300—1用于钨极氩弧焊和焊条电弧焊。全内反馈式有ZPG1—500、ZPG1—1500、ZPG2—500、GB—500型,用于CO2焊或MAG焊。它是在国内外应用较多的一种。另外,还有可兼获多特性弧焊整流器,如有ZDG—500—1、ZDG—1000R、ZPG—1000型等,用于焊条电弧焊、埋弧焊、CO2焊等。
相关文章

利用熔透法焊接时,应适当降低等离子气流量,以减小等离子流力。因此,焊接速度、离子气流量及焊接电流这三个工艺参数应相互匹配。大电流焊接时保护气和等离子气应用同种气体以提高电弧的稳定性。对不留间隙的Ⅰ型对接接头进行等离子弧焊时一般可不填充焊丝。......
2025-09-29

为保证一定的Uf,要求Uf随If增大而增大。根据生产经验规定Uf与If的关系为一缓升直线,把它作为规定负载特性,以便确定弧焊电源的If或Uf调节范围。1)焊条电弧焊和埋弧焊的负载特性。2)TIG焊和等离子弧焊的负载特性。通常要求如下:Ifmax/Ie≥1.0,Ifmin/Ie≤0.20。其中,Ie为额定焊接电流。在等速送丝MIG/MAG/CO2焊时,If主要由送丝速度决定,与电压无关。......
2025-09-29

(一)埋弧焊的焊接参数埋弧焊工艺参数有焊前准备、焊接电源种类和极性、焊接电流、电弧电压、焊接速度、焊丝和焊剂的成分与配合、焊丝伸出长度、焊丝倾角、焊丝与焊件的相对位置、焊剂颗粒、焊剂散堆高度和多丝焊的丝间距等。其中焊接材料的选用参见第四章,本节将重点介绍单丝埋弧焊工艺参数的选择及焊接操作技术。环缝埋弧焊时,为获得良好的成形焊道焊丝应逆焊件旋转方向移适当距离,使熔池凝固时刚好在水平位置。......
2025-09-29

与普通变压器一样,通过基本方程式、等效电路,分析空载电压建立方程式,获得下降特性和调节性能原理。研究各类弧焊变压器的结构与原理,实际上是研究它们各自总电抗XZ怎样产生和所包括的电抗XK或漏抗XL的情况及其大小的影响。......
2025-09-29

最常用的弧焊电源有机械式控制和电子式控制弧焊电源。机械式控制的基本原理如图1-1-15a和式所示,不再重复。它的质量是弧焊电源可靠性和性能好坏的决定性因素之一。从基本原理上,可把它看成音响设备的末级功率放大器。图1-2-1 电子控制式弧焊电源基本原理框图电子控制系统的任务是与电子功率系统配合,控制调节静、动特性以及焊接参数、波形和时序。......
2025-09-29
这里仅讨论与弧焊电源相关的发电机。图1-2-12所示为新型弧焊发电机,原动机为柴油或汽油发动机,发电机为平特图1-2-10 串联电阻获下降特性电路图1-2-11 他励差复励式原理图图1-2-12 新型内燃驱动式弧焊发电机性的普通发电机,通过电路实现整流、功率晶体管斩波或逆变、直流滤波输出等环节,以满足焊接工艺要求。......
2025-09-29

TIG焊的参数主要有:电源的种类及极性、焊接电流、电弧电压、焊接速度填丝速度与焊丝直径、保护气体种类、流量和喷嘴孔径、电极直径和端部形状、喷嘴与工件的距离和钨极伸出长度等。钨极直径和端部的形状影响电弧的稳定性和焊缝成形,因此TIG焊应根据焊接电流大小来确定钨极的形状。采用交流TIG焊时,钨极末端磨成半球状,随着电流的增加球径也随之增大,最大为钨极半径。......
2025-09-29
(一)埋弧焊设备的分类按照用途 埋弧焊设备分为通用和专用两种。通用埋弧焊设备广泛用于各种结构的纵环缝对接、角接。按送丝方式 埋弧焊设备分为等速送丝式和变速送丝式两种。单丝埋弧焊设备运用最广泛,双丝和多丝是为了提高生产率,带状主要用于大面积堆焊。图3-41 常见埋弧焊设备的形式(二)埋弧焊设备的组成埋弧焊设备包括埋弧焊机、机头、控制箱、支架或导轨及辅助设备。埋弧焊机由焊接电源机械系统和控制系统三部分组成。......
2025-09-29
相关推荐