在20世纪70年代末就有晶闸管式弧焊逆变器的研究成果。20世纪80年代后期,由于它的频率低,控制性欠佳,有噪声,功率因数低,逐渐为后起之秀——场效应晶体管式、IGBT式弧焊逆变器所代替,但在世界上仍有一定地位。为使逆变器正常工作,务必保证t2~4和t5~7时间间隔均大于晶闸管的关断时间tq。......
2023-06-25
串联电抗器式弧焊变压器由变压器和电抗器组成。前者为正常漏磁平特性的变压器,将网路电压降至所要求的空载电压。为了得到下降特性及调节电流需串联电抗器。以变压器与电抗器的结构关系,可分为分体式和同体式两种。
1.分体式弧焊变压器
分体式弧焊变压器由变压器和电抗器两种独立部件组成,只是把两者串联使用,可分为单站式和多站式两种。
(1)单站分体式弧焊变压器 只供单个焊工使用。
1)结构特点:如图1-2-3a所示,由变压器T和电抗器L组成。一次绕组1和二次绕组2共同绕在两侧心柱。一次绕组和二次绕组之间磁耦合紧密。L为电抗器,装有传动机构手柄3,可调气隙大小。
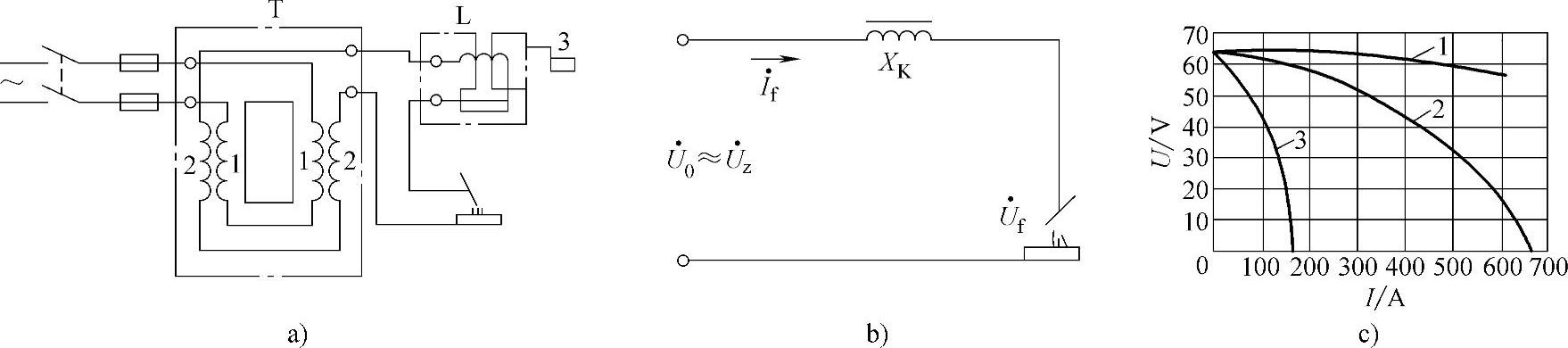
图1-2-3 分体式结构示意图及其负载时的等效电路和外特性曲线
a)分体式结构示意图 b)等效电路 c)外特性
2)工作原理:漏抗XL,耦合系数KM=1,U0见式(1-2-5);XZ=XK,即靠串联电抗器XK获得下降特性、调节电流和限制稳态短路电流Iwd,负载时的等效电路和外特性曲线分别如图1-2-3b、c所示。XK与结构及其参数关系为

式中的空气磁导率μ0、气隙截面积Sδ和角频率ω均为常数。由式(1-2-7)和式(1-2-4)可知:通过调节气隙δ来调电流。当δ减小,使XK增大,从而If减小,外特性从图1-2-3c中曲线2均匀改变至3。优点:变压器和电抗器可分别使用,易搬动。缺点:小电流稳定性差,耗材较多,已不生产,以生产多站分体式为主。
(2)多站分体式弧焊变压器 供多个焊工使用。
1)结构特点:在造船、锅炉等焊接车间,生产任务繁重,往往采用多站式弧焊变压器集中供电。其本身必是平特性,各站各自串联电抗器获得下降特性,独立调节焊接电流。其供电电路如图1-2-4所示。为确保各焊接站之间互不影响,要求电流自零增至额定值时,输出端电压降低不超过空载电压的3%~5%。
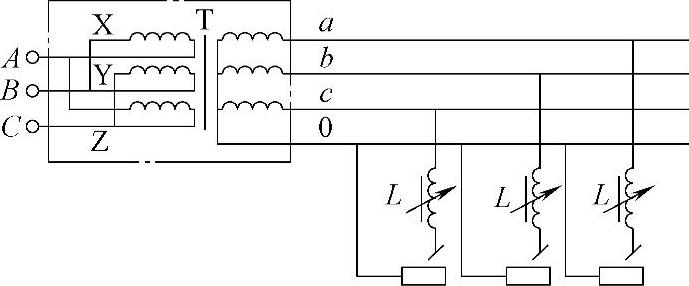
图1-2-4 多站式供电方式电路图
多站集中供电方式可提高设备利用率。多站式电源所能供应站数的计算式如下:

式中 n——可供站数;
Ide——多站电源的额定电流;
Ime——每站所需额定电流;
K——同时利用系数(一般可取0.6)。
2)产品介绍:国产BP—3×500型。由一台正常漏磁的三相降压变压器和12个调节气隙式电抗器组成,可供12个焊接站用。优点:节省投资,提高设备利用率,便于管理、维护,减少供面积。缺点:线路能量损失大,移动不便。
2.同体式弧焊变压器
(1)结构特点 如图1-2-5所示,下部是变压器,上部是电抗器,各自结构与分体式弧焊变压器相同。为便于作图,一、二次绕组画成上下叠绕,实为同轴缠绕,一、二次绕组分别在内、外层。与分体式弧焊变压器不同:将电抗器叠于变压器之上共用中间磁轭,以便节省材料。

图1-2-5 同体式结构示意图
(2)工作原理
1)空载:由于共用磁轭变压器与电抗器有磁的联系,WK也参与建立空载电压。但份额很小影响不大。
2)负载:一般把N2与WK反向连接。它获得电特性的原理与分体式靠电抗W2的相同,且比其结构更紧凑、省料,但笨重些。因小电流时电弧不够稳定,宜做成大、中容量,作为焊条电弧焊、埋弧焊电源。
3)产品介绍:有BX和BX2两个系列:BX—500型;BX2—500、BX2—700、BX2—1000BX2—2000型。
有关焊接方法与过程控制基础的文章

在20世纪70年代末就有晶闸管式弧焊逆变器的研究成果。20世纪80年代后期,由于它的频率低,控制性欠佳,有噪声,功率因数低,逐渐为后起之秀——场效应晶体管式、IGBT式弧焊逆变器所代替,但在世界上仍有一定地位。为使逆变器正常工作,务必保证t2~4和t5~7时间间隔均大于晶闸管的关断时间tq。......
2023-06-25

图1-7-14 穿孔型等离子弧焊利用等离子弧能量密度和等离子流力大的特点,可在适当参数条件下实现熔化穿孔型焊接,称为穿孔型等离子弧焊,也叫做小孔型或者穿透型等离子弧焊接,它的原理如图1-7-14所示。一般大电流等离子弧焊大都采用这种方法。由于等离子弧的能量密度难以进一步提高,因此穿孔型等离子弧焊只能在有限板厚内进行。穿孔等离子弧焊的焊接参数主要有喷嘴结构和孔径、离子气流量、焊接电流、焊接速度、喷嘴高度以及保护气流量等。......
2023-06-26

弧焊电源中的变压器有两种基本形式——工频变压器和中频变压器。在工频变压器中,独立作为交流弧焊电源使用的多数采用单相变压器;在整流式弧焊电源中,有单相变压器和三相变压器。由于中频变压器的工作频率较高,其体积、重量大大减少,同等功率弧焊电源中的20kHz中频变压器的体积和重量仅为工频变压器的十几分之一。在实际焊接工程中,根据需要可以采用直流或交流电弧进行焊接,其弧焊电源也相应地分为直流或交流弧焊电源。......
2023-06-30
若是MAG/MIG焊,单片机控制系统通过对电弧电压、焊接电流信号的采集比较,使焊丝速度和电弧电压调节到预定焊接参数。如需预热,待工件预热到一定时间后,单片机发出起动行走指令,并输出一定数值的焊接速度信号,开始正常焊接,单片机实时数字显示焊接电流及电弧电压,自动进行焊接过程的参数变换。收弧完毕,单片机进入焊接结束状态,并关闭所有通道。......
2023-06-25

等离子弧焊通常采用高频引弧方式。一般情况下,等离子弧焊接只用转移型弧作为焊接热源。30A以下的小电流微束等离子弧焊接采用混合型弧,用高频或接触短路回抽引弧。目前IGBT式弧焊变压器成为等离子弧焊电源的主流发展方向。自动化的等离子弧焊机控制系统通常由小车行走、填充焊丝送进驱动电路及程序控制电路组成。......
2023-06-26
根据漏磁方式不同,可分为动铁心式、动线圈式弧焊变压器。铁心Ⅱ可移动,进出于铁心Ⅰ的窗口调节漏磁,故称为动铁心式。图1-2-7 动铁心形状及其外特性曲线图a)矩形动铁心 b)梯形动铁心 c)外特性曲线2.动线圈式弧焊变压器结构特点如图1-2-8a、b所示,铁心高而窄,在两侧心柱上套有各自分开缠绕的W1、W2。W1Ⅱ和W2同轴缠绕,其间的漏磁可略去。......
2023-06-25
为保证一定的Uf,要求Uf随If增大而增大。根据生产经验规定Uf与If的关系为一缓升直线,把它作为规定负载特性,以便确定弧焊电源的If或Uf调节范围。1)焊条电弧焊和埋弧焊的负载特性。2)TIG焊和等离子弧焊的负载特性。通常要求如下:Ifmax/Ie≥1.0,Ifmin/Ie≤0.20。其中,Ie为额定焊接电流。在等速送丝MIG/MAG/CO2焊时,If主要由送丝速度决定,与电压无关。......
2023-06-25
电子控制式弧焊电源又称为电子弧焊电源。1)移相式弧焊电源采用大功率晶闸管作为整流器件,采用晶闸管的移相控制。2)模拟式弧焊电源是在二极管整流的基础上,采用了功率晶体管作为电源输出电流或电压的调节器件,功率晶体管工作在模拟状态,相当于可变电阻。数字控制技术目前主要用于逆变式弧焊电源或者整流式弧焊电源,而更多的是用于逆变式弧焊电源。......
2023-06-30
相关推荐