而根据电子功率开关的类型进行分类是最常见的分类方法,按照采用的功率开关器件可以分为晶闸管式逆变弧焊电源、晶体管式逆变弧焊电源、场效应晶体管式逆变弧焊电源、IGBT式逆变弧焊电源等。与晶闸管相比,晶体管、场效应晶体管的开关速度有很大提高,由此构成的逆变电源工作频率高,可在音频范围之上工作,噪声小。因此,IGBT逆变式弧焊电源已经成为逆变式弧焊电源发展的主流。......
2023-06-30
为便于研究基本原理,以串联电抗器式弧焊变压器典型结构为例,图1-2-2所示为其电路结构示意和等效电路图。与普通变压器一样,通过基本方程式、等效电路,分析空载电压建立方程式,获得下降特性和调节性能原理。根据变压器基础知识,图1-2-2b、c分别为未简化和已简化电路,可建立弧焊变压器的电压矢量平衡方程式(外特性方程式):
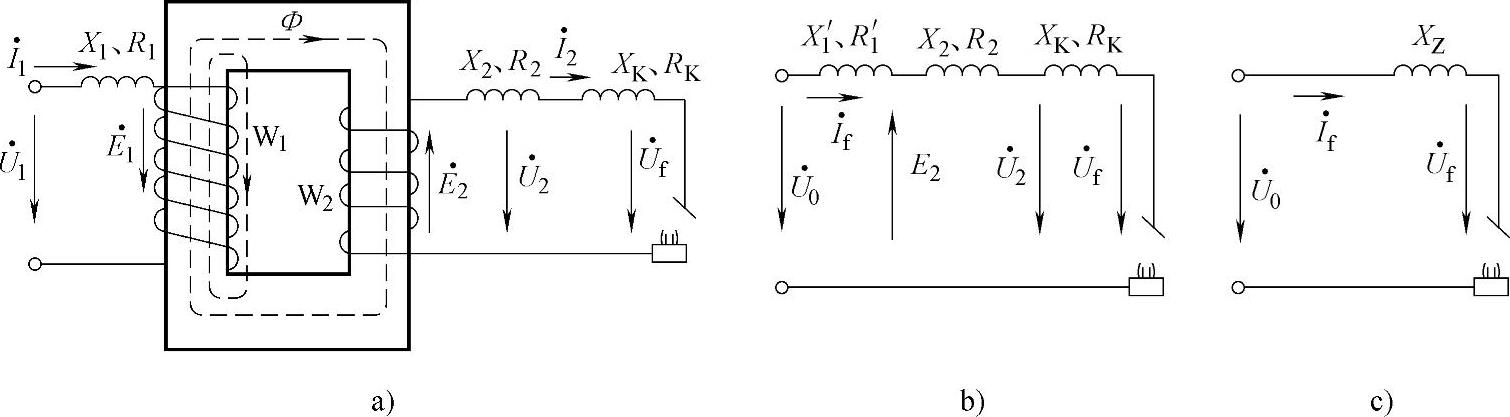
图1-2-2 串联电抗器式结构电路示意和等效电路图
a)串联电抗器式结构示意图 b)未简化等效电路 c)已简化等效电路

式中的一次电阻R1、漏抗X1折算到二次电路等效值R′1、X′1;令一、二次漏抗为:X′1+X2=XL(总漏抗);电抗器感抗为XK;而一、二次电阻R1′、R2和电抗电阻RK值较小可忽略,且二次电流I2=If(If为负载电流或电弧电流),则有

令XL+XK=XZ(总电抗),于是外特性方程式为

外特性方程式也可写成以下形式:

由上述分析,可归纳各类弧焊变压器获得电特性基本原理如下:
(1)空载电压U0当If=0,Uf=U0时,有以下情况:
1)当无漏磁时,一、二次绕组W1、W2紧密耦合,W1、W2的匝数分别为N1、N2,系数KM=1,则

2)当有漏磁时,系数KM<1,则

(2)稳态短路电流IwdUf=0,If=Iwd,由电抗XK或漏抗XL或总电抗XZ限制Iwd,即:Iwd=U0/XZ。
(3)外特性和调节性能 空载电压和稳态短路电流是外特性的两个特殊点。弧焊变压器靠电抗XK或漏抗XL或总电抗XZ改变大小等都可获下降特性及调节电流,而电抗、漏抗又是因人为地改变铁芯、一次绕组、二次绕组的结构及其分布、耦合而异,从而形成串联电抗器式、增强漏磁式两类弧焊变压器。研究各类弧焊变压器的结构与原理,实际上是研究它们各自总电抗XZ怎样产生和所包括的电抗XK或漏抗XL的情况及其大小的影响。
有关焊接方法与过程控制基础的文章

而根据电子功率开关的类型进行分类是最常见的分类方法,按照采用的功率开关器件可以分为晶闸管式逆变弧焊电源、晶体管式逆变弧焊电源、场效应晶体管式逆变弧焊电源、IGBT式逆变弧焊电源等。与晶闸管相比,晶体管、场效应晶体管的开关速度有很大提高,由此构成的逆变电源工作频率高,可在音频范围之上工作,噪声小。因此,IGBT逆变式弧焊电源已经成为逆变式弧焊电源发展的主流。......
2023-06-30

最常用的弧焊电源有机械式控制和电子式控制弧焊电源。机械式控制的基本原理如图1-1-15a和式所示,不再重复。它的质量是弧焊电源可靠性和性能好坏的决定性因素之一。从基本原理上,可把它看成音响设备的末级功率放大器。图1-2-1 电子控制式弧焊电源基本原理框图电子控制系统的任务是与电子功率系统配合,控制调节静、动特性以及焊接参数、波形和时序。......
2023-06-25

它必须具备焊接电弧及其工艺所要求的基本电特性。显然,没有性能良好的弧焊电源,要保证电弧的引燃、稳定燃烧和焊接质量是不可能的。如动铁心式、动线圈式、抽头式弧焊变压器、整流器。目前应用较多的弧焊电源有弧焊变压器、晶闸管式弧焊整流器、IGBT式、场效应晶体管式弧焊逆变器、硅弧焊整流器、弧焊电源的数字化控制等。......
2023-06-25

例如,焊条电弧焊,需要由焊条电弧焊电源和焊钳组成的电弧焊机;熔化极气体保护电弧焊需要由熔化极气体保护电弧焊电源、焊接小车、送丝机构、焊枪、气路和冷却水路系统等组成的电弧焊机。性能良好、工作稳定的弧焊电源是保证电弧稳定燃烧和焊接过程顺利进行并获得良好焊接接头的必要条件之一。没有先进的弧焊电源,要实现先进的弧焊工艺是不可能的。本章主要介绍弧焊电源的基本概念、弧焊电源的分类以及各种弧焊电源的主要特点。......
2023-06-30

这里仅讨论与弧焊电源相关的发电机。图1-2-12所示为新型弧焊发电机,原动机为柴油或汽油发动机,发电机为平特图1-2-10 串联电阻获下降特性电路图1-2-11 他励差复励式原理图图1-2-12 新型内燃驱动式弧焊发电机性的普通发电机,通过电路实现整流、功率晶体管斩波或逆变、直流滤波输出等环节,以满足焊接工艺要求。......
2023-06-25
埋弧焊设备由弧焊电源、电气控制系统和焊接机身组成,典型的小车式埋弧焊机如图1-4-2所示。图1-4-2 小车式埋弧焊机图1-4-3 埋弧焊机分类1)按弧焊电源可分为交流、直流和交流与直流两用。带状电极埋弧焊机主要用作大面积堆焊。目前大容量的数字控制晶闸管式弧焊整流器、埋弧焊逆变器以其高效节能、良好的动特性和弧焊工艺性能等优点成为常规埋弧焊电源的更新换代产品。......
2023-06-25

(一)等离子弧焊的分类、特点在焊接领域中,用等离子弧作热源的工艺方法主要有等离子弧堆焊、等离子弧焊接、等离子弧切割、等离子弧喷涂等。等离子弧焊与钨极氩弧焊很相似,但它的热源是经机械压缩、热收缩、磁收缩的压缩电弧。熔透型等离子弧焊用压缩程度较弱的等离子弧,只熔化工件而不产生小孔效应,与钨极氩弧焊类似,主要用于薄板单面焊背面成形及厚板的多层焊。......
2023-06-23

(一)埋弧焊设备的分类按照用途 埋弧焊设备分为通用和专用两种。通用埋弧焊设备广泛用于各种结构的纵环缝对接、角接。按送丝方式 埋弧焊设备分为等速送丝式和变速送丝式两种。单丝埋弧焊设备运用最广泛,双丝和多丝是为了提高生产率,带状主要用于大面积堆焊。图3-41 常见埋弧焊设备的形式(二)埋弧焊设备的组成埋弧焊设备包括埋弧焊机、机头、控制箱、支架或导轨及辅助设备。埋弧焊机由焊接电源机械系统和控制系统三部分组成。......
2023-06-23
相关推荐