焊条电弧焊的熔滴过渡是焊条端部形成的熔滴通过电弧空间向熔池的转移过程。焊条电弧焊的熔滴过渡形态可分为短路过渡、渣壁过渡、喷射过渡与爆炸过渡。影响焊条电弧焊熔滴过渡的因素及其影响方式主要有如下方面。......
2023-06-25
焊条电弧焊采用短路引弧和过渡时,电流和电压的变化曲线如图1-1-20所示。首先使焊条与工件短路,电压迅速下降至短路电压Ud,电流迅速增至最大值Isd,然后又逐渐下降到稳定短路电流Iwd。待焊条离开工件之后,电压迅速上升,出现燃弧过程。当熔滴把焊条与熔池短路时,电弧瞬时熄灭,电压下降,电流又增至短路电流峰值Isd,此时熔滴在重力和电磁压缩力作用下,短路过渡进入熔池。熔滴脱落后又进入重新引燃阶段。如此周而复始,Uf和If周期性变化。可概括成“空载—短路—负载”引弧过程和“负载—短路—负载”熔滴过渡过程。
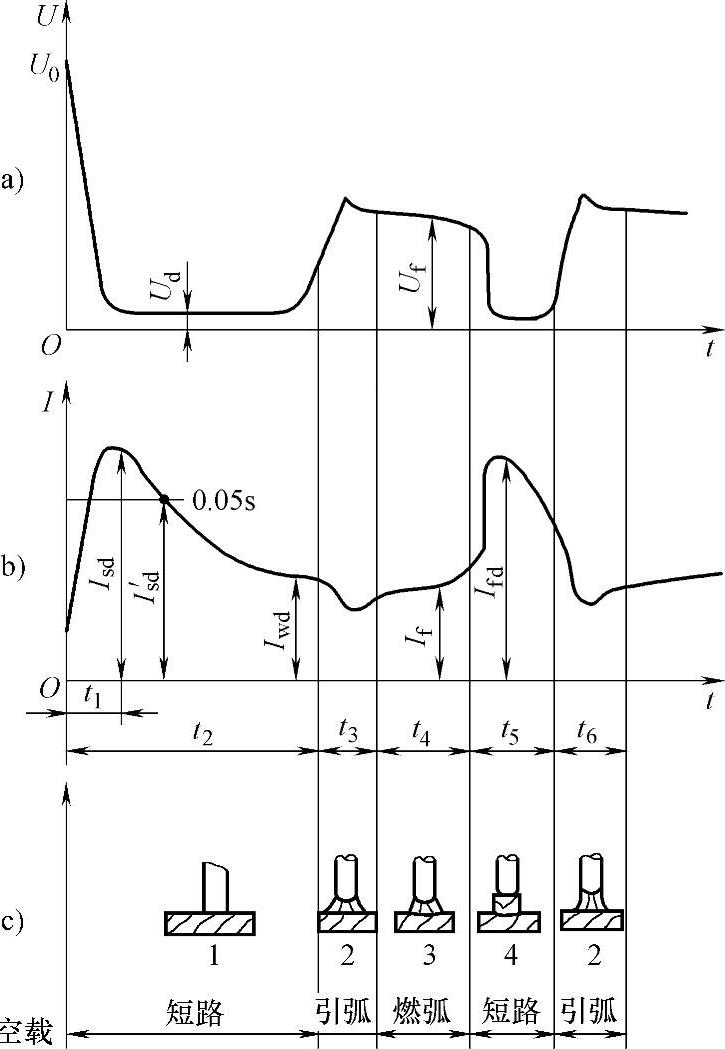
图1-1-20 焊条电弧焊电流和电压变化曲线图
Isd—由空载至短路瞬时电流峰值
Ifd—由负载至短路瞬时电流峰值
Is′d—经0.05s后瞬时短路电流
Iwd—稳定短路电流 Ud—短路电压 Uf—电弧电压
2.焊条电弧焊工艺对电源动特性的要求
如上所述,当弧焊回路突然短路时,就会出现短路电流峰值,主要需考虑“由空载到短路”和“由负载到短路”两种情况及其考核指标要求,推荐参考值见表1-1-1。
表1-1-1 弧焊整流器动特性指标

(1)由空载到短路 要求Isd大小要适合。
1)瞬时短路电流峰值Isd影响引弧:Isd太小,不利于热发射和热电离,引弧困难;若太大,飞溅大甚至工件烧穿。指标要求Isd/Iwd控制在一定值。
2)0.05s瞬时短路电流值Is′d大,峰值下降慢,冲击能量大,飞溅也大。它仅出现于短路电流过冲时间较长的硅弧焊整流器中,需适当注意控制Is′d/Iwd,但实际意义不大,一般不作为规定指标考核。
(2)由负载到短路的短路电流Ifd影响熔滴过渡,Ifd太大,熔滴飞溅严重,焊缝成形变坏,甚至焊件烧穿、电弧不稳。Ifd过小,功率不够,熔滴过渡困难。通常以Ifd/If之比来衡量。
此外,用直流弧焊发电机进行焊条电弧焊短路引弧时,焊条被拉开后因弧焊回路内电感影响,由短路到空载过程不能瞬间就恢复到U0,而是先出现一个尖峰值(约0.05s),再下降到恢复电压最低值Umin,然后逐渐升高至U0。Umin太小,熔滴过渡后电弧复燃困难。其他类型的弧焊电源不存在此问题,无需考核。
有关焊接方法与过程控制基础的文章

焊条电弧焊的熔滴过渡是焊条端部形成的熔滴通过电弧空间向熔池的转移过程。焊条电弧焊的熔滴过渡形态可分为短路过渡、渣壁过渡、喷射过渡与爆炸过渡。影响焊条电弧焊熔滴过渡的因素及其影响方式主要有如下方面。......
2023-06-25

图2-1所示为选取的钛钙型结构钢焊条在长弧焊时粗熔滴过渡的高速摄影单帧照片,图2-1a是焊芯直径为4mm、药皮外径为6.4mm的E4303焊条,由图可直观地看出,熔滴的短路过渡明显的特征是熔滴体积十分粗大,熔滴的直径明显地超过了焊芯直径,而接近焊条药皮的外径。......
2023-06-30

照片中用焊芯直径为3.2mm的焊条作为熔滴尺寸的参照。焊条电弧焊时,药皮成分所形成的冶金条件对熔滴行为另一方面的影响,是使碳的激烈氧化形成CO气体,产生对熔滴过渡的气体动力,成为熔滴过渡时的另一个重要的力学因素——第二主导力。下面将要讨论焊条电弧焊爆炸过渡与喷射过渡形成机制:气体动力产生的原理,气体动力对形成熔滴的爆炸过渡与喷射过渡以及对形成飞溅现象的直接影响。......
2023-06-30
不同弧焊电源对电弧动载的响应过程不相同。我们需要了解弧焊电源动特性对焊接过程的影响,进而从保证引弧、燃弧、熔滴过渡能处于良好状态的客观要求出发,对弧焊电源动特性提出若干参考性的指标,用以指导设计制造和评价工作。短路电流峰值对熔滴过渡的影响前面已分析,不再重复。......
2023-06-25

图2-11是焊条电弧焊渣壁过渡的高速摄影单帧照片。一般钛型不锈钢焊条采用正常焊接参数时熔滴渣壁过渡频率大约为9~11s-1。E4324高效铁粉结构钢焊条具有完全的渣壁过渡形态,是渣壁过渡形态代表性的焊条之一。图2-13是E4324高效铁粉焊条熔滴进行渣壁过渡过程的连续高速摄影照片,在照片中看到在焊条端部同时存在的两个熔滴先后进行过渡的情景。......
2023-06-30
熔滴过渡只发生在焊丝与熔池接触的瞬间,而在电弧空间则不发生熔滴过渡。当保护气体的成分发生变化时,电弧形态随之发生变化,影响熔滴过渡的表面张力也随之发生变化,从而引起短路过渡频率的变化。无论是短路过渡、喷射过渡,还是使用惰性气体或惰性气体中加入了少量的活性气体时产生的粗滴过渡,熔滴过渡的轨迹都是沿着焊丝轴向的;但当使用CO2作为保护气体......
2023-06-25

焊条熔滴过渡形态与焊条工艺性的关系见表2-6,其中焊条工艺性包括焊条电弧挺度、电弧连续性、可操作性、飞溅大小、焊接时的烟雾、焊条名义电压、电弧热效率和焊条工艺稳定性等方面。表2-5 焊条熔滴过渡形态特征表2-6 焊条熔滴过渡形态与焊条工艺性的关系①指在焊接过程中焊条前、后段工艺性的变化程度。因此粗熔滴过渡时综合工艺性比较差。另外,喷射过渡焊接时烟尘也较大,也是影响焊条工艺性的主要因素。......
2023-06-30
表2-2 焊条四种典型熔滴过渡形态的电弧物理特性参数测试结果①①分析仪设置:短路时间组宽ΔT1=100μs,燃弧时间、加权燃弧时间、短路周期时间组宽ΔT2、ΔT3、ΔTc=100μs,最小短路时间T1min=1000μs,阈值电压Uth=10V。②代表典型熔滴过渡形态的焊条样品:TY102B粗熔滴过渡,JHJ42201爆炸过渡,E308-12渣壁过渡,TYD132喷射过渡。......
2023-06-30
相关推荐