随着功率器件、微电子、计算机以及工业与其他科学技术的发展,焊接技术不断创新和发展。本书除介绍成熟或比较成熟的焊接技术外,将简单介绍焊接技术的新发展及其趋势。......
2023-06-25
弧焊电源外特性曲线形状不仅影响系统的稳定性,还关系到焊接参数的稳定。在外界干扰使弧长变化时,将引起系统工作点移动和参数静态偏差。有时某种形状外特性满足系统稳定条件,却不能保证参数稳定。要同时保证这两个稳定性,在选配弧焊电源外特性曲线形状时,需兼顾利于引弧、熔滴过渡等问题。
下面将重点讨论弧焊电源外特性曲线中空载点、工作区和短路区三个重要的特征区段。
1.对空载电压和稳态短路电流的要求
首先讨论外特性的两个特殊点:电流为零时的空载电压U0和电压为零时的稳态短路电流Iwd。
(1)对U0的要求 如上述可知,U0的确定应遵循以下几项原则:
1)保证引弧容易和安全经济性:U0越高,越有利,但太高不利于安全和经济性。
2)保证电弧的稳定,交流电弧要求:
U0≥(1.8~2.25)Uf (1-1-12)
3)保证电弧功率稳定要求:
2.5>U0/Uf>1.57 (1-1-13)
根据国家标准GB 15579.1—2004,弧焊电源输入电压为额定值和在调节范围。不同工作条件的下降特性U0不允许超过如下规定的安全标准:
弧焊变压器:U0≤80V(焊条电弧焊交流电源:U0=50~70V;埋弧焊交流电源:U0=70~90V)。
弧焊整流器、弧焊逆变器:U0≤85V(U0直流比交流下限降至10V)。
埋弧焊直流电源、弧焊发电机:U0≤100V(一般U0=60~90V)。
一般规定U0不得超过100V,在特殊用途中,若超过100V时必须备有自动防触电装置。用于熔化极自动、半自动弧焊恒/平特性电源,U0较低,且需按额定焊接电流的大小匹配选择。在特殊条件下,如在锅炉体内或其他窄小容器内的焊条电弧焊等,U0应选得低一些(如U0≤42V),附加引弧措施,以防止焊工触电。
(2)对稳态短路电流的要求 在弧焊电源外特性上,当Uf=0时对应的电流为稳态短路电流Iwd如图1-1-15b所示。当电弧引燃和熔滴过渡到熔池时,常发生短路。Iwd过大,焊条过热,药皮易脱落,熔滴过渡积蓄能量较大而增加飞溅。Iwd太小,电磁压缩力、推力不足,引弧和熔滴过渡困难。对下降特性的弧焊电源要求如下:
1.25<Iwd/If<2 (1-1-14)
这是弧焊电源利用静特性对动特性进行控制的一种体现。
2.对外特性曲线工作区段形状的要求
弧焊电源外特性曲线工作区段是指在电弧稳定工作点附近的区段。
(1)焊条电弧焊 工作于电弧静特性的水平段上,用下降外特性弧焊电源便可满足系统稳定性的要求(交点为A0),如图1-1-16所示。保证参数稳定主要是电流变化大小,Kw值越大,则电流偏差就越小,电弧越稳定。如果焊工手抖动,电弧特性曲线由弧长l1下降到弧长l2时:弧焊电源恒流特性3引起的电流偏差最小(ΔI3),即参数最稳定,但Iwd过小,引弧困难,熔滴过渡电弧推力弱、熔深浅。如果使用的焊接参数较小,需在短路前(约10V附近)使曲线外拖增大Iwd。弧焊电源缓降特性1和2所引起的电流偏差虽比恒流特性大,也能保证参数稳定和电弧弹性,且ΔI2>ΔI1,特性1较好,而特性2似乎利于引弧和熔滴过渡,但Iwd不能太大,以免增加飞溅。通常焊条电弧焊采用缓降特性的弧焊电源或恒流带外拖特性。
(2)熔化极弧焊 包括埋弧焊、熔化极氩弧焊(MIG焊)、CO2焊、混合气体保护电弧焊(MAG)等。这些弧焊方法,不仅要根据其电弧静特性的形状,而且还要考虑送丝的方式来选择合适的弧焊电源外特性工作部分的形状。根据送丝方式不同,熔化极弧焊可分为以下两种:
1)等速送丝控制的熔化极弧焊:包括CO2、MAG、MIG焊或细丝(直径φ≤3mm)直流埋弧焊在内,均工作在电弧静特性上升段。弧焊电源外特性为下降、平、微升(上升的陡度需小于电弧静特性上升的陡度)都可满足“电源-电弧”系统Kw>0稳定条件。这些熔化极(焊丝)直径小,电流密度较大,电弧自身调节作用较强。如图1-1-17所示,弧焊电源外特性曲线1和2分别为恒压(平)特性和下降特性,与某一弧长特性曲线3稳定工作交叉点为A0,若外干扰使弧长变短,曲线3变短为4,工作点也由A0各自移至A1和A2,电流分别增大ΔI1和ΔI2。这势必使焊丝加快熔化,弧长又变长直至恢复到A0。反之亦然。这种使弧长恢复的作用称为“电源-电弧”系统自身调节作用(简称自身调节作用)。ΔI1>ΔI2,说明恒压比下降特性的自身调节作用更强,易于引弧、有利于防止粘丝,且引起的弧长、Uf波动较小(ΔUf2>ΔUf1)。采用恒压特性弧焊电源较合理。微升外特性电源虽增强自身调节作用,但会引起严重飞溅,只在水下焊等场合采用。
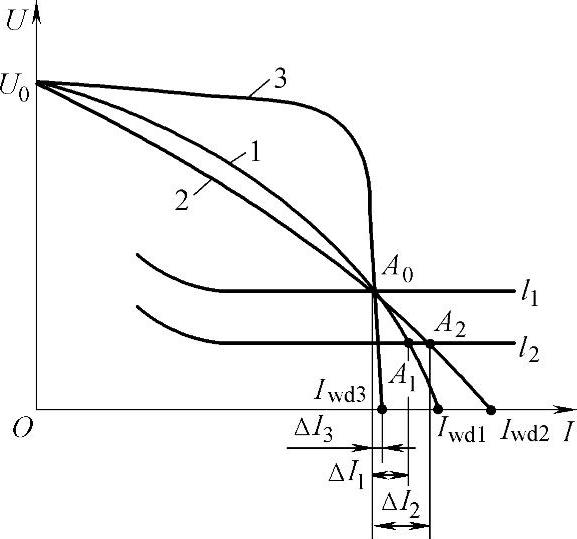
图1-1-16 不同电源特性弧长变化时引起的电流偏移
1、2—缓降特性 3—恒流特性
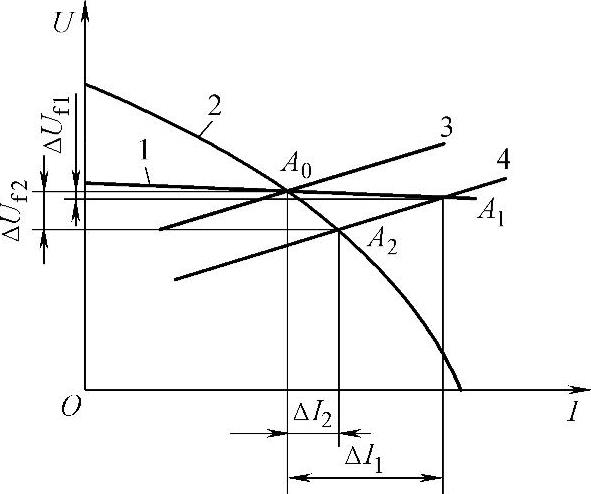
图1-1-17 电弧特性为上升形状时弧焊电源外特性对电流偏差的影响
2)变速送丝控制的熔化极弧焊:通常埋弧焊(焊丝直径大于3mm)和一部分粗丝MAG、MIG焊的电弧静特性是平的。为满足Kw>0,需用下降特性弧焊电源。其焊丝直径较大,电流密度较小,自身调节作用不强,应采用变速控制系统,利用Uf作为反馈量来调节送丝速度。当弧长增长时,Uf增大迫使送丝加快,使弧长得以恢复。一般选配较陡的下降特性,弧长变化引起电流偏差较小,有利于焊接参数稳定。
(3)非熔化极电弧焊 包括TIG焊、非熔化极等离子弧焊、脉冲氩弧焊,电弧静特性工作部分呈平的或略上升形状。它们保证参数稳定(主要是电流),又无需熔滴过渡推力,最好采用恒流特性弧焊电源。
(4)熔化极脉冲电弧焊 一般采用等速送丝,为增强“电源-电弧”系统自身调节作用,维弧、脉冲阶段采用两条平外特性(即“平-平”特性)比较好,也可采用“平-降”特性或“降-平”特性等。如采用变速送丝,需相应选配缓降特性或双阶梯形(□形)特性。它是20多年前出现的一种特性组合,较少使用。
有关焊接方法与过程控制基础的文章

随着功率器件、微电子、计算机以及工业与其他科学技术的发展,焊接技术不断创新和发展。本书除介绍成熟或比较成熟的焊接技术外,将简单介绍焊接技术的新发展及其趋势。......
2023-06-25
曲线的曲率用于描述曲线偏离直线的程度,一般是用曲线上某点的切线方向角对弧长的转动率进行描述。直观地说,曲率用来描述某一曲线的弯曲程度,并且曲率越高曲线的弯曲程度也越高。曲率图中的下凹和上凸表示曲线形状发生了快速变化;曲率图中的拐角或弯折并不表示曲线中的弯折,仅仅表示曲率的急剧变化,曲线斜率仍然内部连续。曲率图是交互式的,随曲线的修改而更新,可改变初图曲线段的数量、图的相对尺寸和曲率类型。......
2023-06-19

图5.12设在曲线上的车站2)外轨超高列车到发进路上的曲线应设外轨超高,曲线超高值根据平面曲线半径以及列车通过速度计算确定,并应符合允许欠超高、允许过超高以及过、欠超高之和允许值的规定,且不应小于20 mm。进出站疏解线路因与区间线路直接连接,为使客、货列车保持正常运行,故其平面设计应与所衔接的正线规定一致。......
2023-08-21
1)焊接接头的返修应符合国家法规、标准和工艺的规定。4)焊缝同一部位返修一般不应超过两次,焊缝返修应编制返修工艺卡,一、二次返修由焊接技术人员编制返修工艺卡,报焊接责任人审批,或由焊接责任人直接编制。返修工艺卡应包括缺陷产生的原因、避免再次产生缺陷的技术措施、焊接参数的确定、返修焊工的指定、焊材的牌号及规格、返修工艺编制人、批准人的签字。......
2023-06-23

插入外部参照示例。图5-42用于说明外部参照的三个条件图2)执行缩放全图操作。插入外部参照的操作步骤与说明如下:1)以“acadiso.dwt”样板文件开始新建文件,并保存为“D:\XREF\外部参照示例.dwg”。对话框关闭,屏幕提示指定插入点,输入插入点坐标则“矩形.dwg”文件以外部参照的形式插入到当前图形。图5-45外部参照图层的表示图5-45外部参照图层的表示......
2023-06-21
使用手工焊接元器件时,通常可以分为5个步骤,即准备工作、加热焊件、熔化焊料、移开焊锡丝以及移开电烙铁。图8-41 加热焊件3.熔化焊料待电烙铁加热完成后,接下来则需要对焊料进行熔化,如图8-42所示,将焊接点加热到一定温度后,用焊锡丝触到焊接处,熔化适量的焊料,焊锡丝应从电烙铁头的对称侧加入,而不是直接加在电烙铁头上。......
2023-06-26

焊接工艺是与制造焊件有关的加工方法和实施要求,包括焊接准备、材料选用、焊接方法选定、焊接参数、操作要求等。焊条电弧焊工艺具有灵活与严格两重性。通常都要经过焊接工艺评定合格后确定焊接参数,并不得随意更改。焊接工艺制定前要对设计图样的焊接工艺性进行审查,识别新材料、新工艺、新设备和特殊要求,提出试验项目、焊接工艺评定项目及焊工培训项目。焊接完成后的工艺控制 包括焊后热处理、无损检测、焊缝表面处理等。......
2023-06-25
相关推荐