校园舞蹈教育的核心就是创新教育,校园舞蹈是高素质人才不可缺少的精华部分。校园舞蹈能锻炼人的意志和品质。校园舞蹈不仅可以提升学生的艺术素质,而且使其获得一门生存的艺术技能。实践证明,踊跃参与校园舞蹈活动的学生,有相当一部分在步入工作岗位后成为单位的文艺骨干,在做好本职工作的同时,参与和组织职工业余文化生活成绩显著,受到广泛好评。......
2023-11-06
在熔化极电弧焊过程中,电弧燃烧过程既产生大量热能,又产生一些被称为电弧力的机械力。电弧力对熔滴过渡、焊缝成形及焊接过程等均影响很大。
1.电弧力的种类
(1)电磁收缩力 根据电工原理,可把一个导体通过电流,看成由无数条方向相同的电流线组成,并在线间产生相互吸引的电磁力,使流体导体(如液体、气体)变形产生收缩,如图1-1-3所示。这个电磁力F1、F2称为电磁收缩力。焊接电弧两电极尺寸相差悬殊,通常焊条(焊丝)直径很小而工件尺寸很大。电弧在焊条(焊丝)上受到电极尺寸的限制,在工件上则可自由扩展,就形成一个断面不断变化的圆锥体,如图1-1-4所示,其任意一点A的坐标为(L、φ)。当电流均匀分布时A点所受到的电磁收缩力FA为

式中 If——焊接电流;
θ——1/2锥顶角;
φ——A点与电极轴线的夹角;
L——A点距锥顶的距离。
从式(1-1-3)可知,A点的FA与I2成正比,与L2成反比,且与θ、φ角有关。用该式绘出电弧中电磁收缩力的等压曲线,如图1-1-5所示,圆锥形电弧每个断面上的电磁收缩力不一样,断面大的电磁收缩力小。这种压力差的存在,产生一个由小断面(焊条与焊丝)指向大断面(工件)的推力Ft:

式中 Ft——电弧的推力;
If——焊接电流;
K——系数,K=μ/(4π)(μ为介质磁导率);
Ra——锥形电弧的上底面半径;
Rb——锥形电弧的下底面半径。
这个力称为电弧静压力,在电弧中心最大,在电弧边缘较小,使熔池形成凹陷熔深。
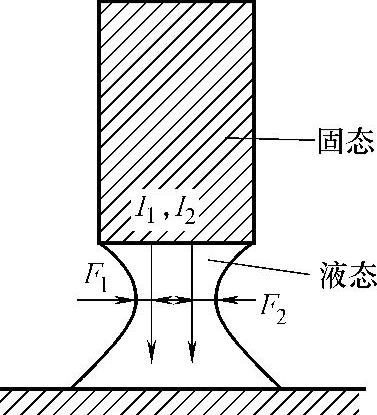
图1-1-3 流态导体电磁收缩力
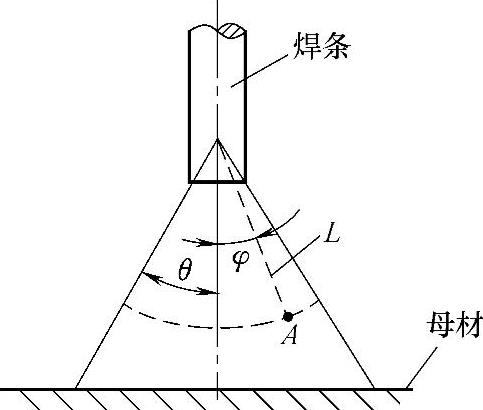
图1-1-4 圆锥形电弧模型

图1-1-5 电磁收缩力等压曲线
(2)等离子流力 等离子体是在温度高、电流密度大的电弧中心部分高度电离而形成的一种电弧等离子体。电弧导电截面的变化形成了由焊条指向工件的推力Ft,并推动等离子体向工件运动,形成高速流动的等离子流,如图1-1-6所示。为了保持流动的连续,外部的冷气流将从电极端部C区进入电弧,迅速被加热电离后受Ft力的作用,从A区冲向B区,其速度高达数百米每秒,使熔池受到较大的等离子流力(也称电弧动压力),如图1-1-7所示。该力在电弧中心线上最大,是成为图1-1-8a所示指状熔深的一个重要原因,而一般电弧形成的熔深如图1-1-8b所示。

图1-1-6 等离子流

图1-1-7 等离子流速度分布

图1-1-8 焊缝熔深
a)等离子流形成的熔深 b)一般电弧形成的熔深
(3)斑点压力 当电极上形成电流密度高的光点(斑点)时,电流将大部分从斑点处流入流出,其密度最大,温度最高,使斑点处形成较大的斑点压力。斑点压力主要由带点粒子撞击力、电磁收缩力、电极材料蒸发的反作用力构成。
通常,阴极斑点压力要比阳极斑点压力大得多。斑点压力阻碍电极熔化金属过渡,斑点压力太大时,可能造成较大的飞溅。
(4)爆破力 短路过渡时,金属液柱受到较大电磁收缩力而产生缩颈和液态金属小桥。短路电阻的高热使小桥温度急升和形成爆破力,使液柱汽化爆断和产生飞溅。
(5)细熔滴的冲击力 在采用Ar或富Ar气体保护大电流焊接时,焊丝的熔化金属在等离子流力的作用下,以很小的体积和四五十倍于重力加速度的加速度沿电极轴线冲向熔池,对熔池形成很大的压力,并与等离子流力共同作用,较易形成指状熔深。
2.电弧力的影响因素
影响电弧力的因素很多,但归纳起来主要有以下几种因素。
(1)气体介质 当气体介质是多原子气体或者热导率比较大时,对电弧的冷却能力增加,迫使电弧收缩,使电弧力增加。
(2)电流和电压 电弧中电磁收缩力与电流的平方成正比,电弧力随电流增加而猛增。弧长随电弧电压的增加而变长,致使电弧飘摆性增加和电弧力减小。
(3)焊条(焊丝)的直径 焊条(焊丝)的直径越细,电流密度越大,电磁力越大,使电弧力增大。
有关焊接方法与过程控制基础的文章

校园舞蹈教育的核心就是创新教育,校园舞蹈是高素质人才不可缺少的精华部分。校园舞蹈能锻炼人的意志和品质。校园舞蹈不仅可以提升学生的艺术素质,而且使其获得一门生存的艺术技能。实践证明,踊跃参与校园舞蹈活动的学生,有相当一部分在步入工作岗位后成为单位的文艺骨干,在做好本职工作的同时,参与和组织职工业余文化生活成绩显著,受到广泛好评。......
2023-11-06

应变式力传感器 应变式力传感器是目前工程领域广泛应用的传感器,具有性能可靠、工艺性好、成本低廉、精度高、稳定性好、坚固耐用,适用于各种恶劣环境下使用等特点,该类型传感器基于电阻应变效应,将被测量力的变化转换成传感元件电阻值的变化,再经过转换电路变成电信号的输出。按照弹性元件结构、形式和受载性质不同,应变式力传感器有很多种类,如柱式力传感器、环式力传感器、悬臂梁式力传感器等。......
2023-06-28

热情是高效率工作的动力,是创造辉煌业绩不可缺少的品质。因而,热情和冷漠被称为是中心性品质。热情是获得成功的最大要素。怀拉不气馁,再接再厉,最后终于如愿以偿,被保险公司录用。热情激发出我们的潜能,让我们展现出无穷的活力,是热情让怀拉笑迎挫折,最终成功。在你的言行中加入热情,热情是一种神奇的要素,可以吸引具有影响力的人,同时热情也是成功的基石。一个人如果缺乏热情,那是不可能有所建树的。......
2023-12-02

第44章有效的电子邮件喷火器的存在只说明,某时某地某人对自己说:“你知道,我想在那些人身上点火,但我离他们太远了,办不到。”本章就解释怎样能使电子邮件快捷高效地传递信息。你多久能收到一次带有“请参见附件”字样的电子邮件?如果你必须提出没法回答的问题或粘贴附加文件,就首先要请求得到许可。它应该包括你的姓名、头衔、组织名称、电子邮件地址、网站以及电话号码。本章专门讨论了电子邮件的问题。......
2023-12-02
本书中的知识控制权指的是因知识产权法而形成的对知识与信息的独占权及基于这种合法垄断而形成的市场及知识有关的控制力。知识产权法允许知识产权“人”搜集“原料”,并予以加工,创造出知识产权,把它们以知识产品的价格卖给生产“原料”的人,这样通过北半球的制药公司、农业公司和生物科技公司主导的基因政治开始变得明朗了。[5]免费文化的呼吁并没有占据主要地位,在知识产权法的发展中仍然以知识产权扩张的观点为主。......
2023-07-06

有一次,唐太宗对长孙无忌说:“人最苦恼的是缺乏自知之明,尤其是不知道自己的过错,你能否直截了当地说说朕的过错?”大臣们对唐太宗如此公正的评价十分满意,干劲更足。在魏徵去世之前,皇后已经去世。公元649年,唐太宗病情加重。......
2023-08-26

图4.11三指机械手中工件的抛光工艺在图4.12所示的情况下,如果要从货架或底座上取下工件,则不能始终保证搬运系统定位的足够精度。图4.12从货架上取走工件补偿装置安装在机械手和搬运系统之间。图4.16FTC运动的可能性图4.17FTC传感器模块在装配阀体中的应用柔性和刚性传感器是有区别的。图4.18FTC传感器的剖视图图4.19FTC位置传感器测量原理这些传感器有不同的尺寸。......
2023-06-15

首先,领导力作为一个管理界的热门词汇,并没有一个统一的定义,一些管理界重量级人物对领导力这一概念的具体含义也莫衷一是。从而将领导力定义为行动、应变与发展。事实上,领导力的本质就是一种影响力、一种魅力,非权力领导力是领导者自身的人格魅力、事物的自身属性产生的影响力,它来自事物自身的属性、修炼和成长,来自社会群体大众对其发自内心的尊敬和信服。......
2023-06-18
相关推荐