图2-43 外圆表面的加工方法的选择1)最终工序为车削的加工方案,适用于除淬火钢以外的各种金属。内孔表面加工方法的选择内孔表面加工方法有钻孔、扩孔、铰孔、镗孔、拉孔、磨孔和光整加工。图2-44 内孔加工方法的选择4)加工精度为IT6级的孔,最终工序采用手铰、精细镗、研磨或珩磨等均能达到要求,视具体情况选择。平面轮廓和曲面轮廓加工方法的选择1)平面轮廓常用的加工方法有数控铣、线切割及磨削等。......
2023-06-26
焊接方法的选择必须保证焊接产品的优质可靠、生产效率高和费用低、经济效益较好等。其影响因素很多,主要选择依据概括如下。
1.产品特点
(1)产品结构类型 按焊接产品结构特点可分为以下4类。
3)半成品类:如工字钢、钢管等。
4)微电子器件类。
产品根据焊缝长短、形状、焊接位置等不同,所用的焊接方法也不同。如结构规则的长直线或环焊缝宜选埋弧焊,短焊缝和打底焊选焊条电弧焊。机械零件类接头一般较短,可根据准确度要求,选用气体保护焊(一般厚度)、电渣焊、气电焊(重型构件宜于立焊)、电阻焊(薄板)、摩擦焊(圆形断面)或电子束焊(高精度)。半成品类的接头往往比较规则,适用机械化焊接方法,如埋弧焊、气体保护焊、高频焊等。微电子器件类接头要求密封、导电性、受热程度小等,宜用电子束焊、激光焊、超声波焊、扩散焊、钎焊和电容储能焊等。除此之外,还要考虑产品的其他特点。
(2)工件厚度 每种焊接方法所用的热源不同,都有其适用的材料厚度范围。
(3)接头形式和焊接位置 根据所用母材的厚度和形状,可分别采用对接、搭接、角接等接头形式。钎焊用于连接面积大而厚度小的搭接接头。一般根据结构要求和受力情况,焊接位置可能需要在平焊、立焊、横焊、仰焊和全位置等进行焊接。而平焊最容易、最普遍,且便于实现优质高效,尽量采用埋弧焊、熔化极气体保护焊。立焊宜用气体保护焊、气电焊或电渣焊(中大厚度)。
(4)母材性能 焊接方法的选择还需考虑母材的性能,包括物理、力学、冶金等性能。常用材料适用的焊接方法,参考表0-2进行选择。
2.生产条件
(1)技术水平 除考虑制造厂家的设计、制造的技术条件外,还要特别考虑焊条电弧焊焊工的操作技术水平以及进行严格的培训,而埋弧焊、熔化极气体保护焊多数为机械化半自动焊、自动焊,对焊工操作水平要求相对较低,激光焊、电子束焊的设备和辅助设备较复杂,要求有更高的操作水平。
(2)设备 每种焊接方法都需要配置一定的焊接设备。其基本组成为焊接电源,控制系统,焊枪/焊炬/焊钳、送丝、行走机构及工件变位等辅助设备。不同焊接方法及其机械与非机械化程度不同,其设备的基本组成也有所不同。焊接电源功率、设备复杂程度、功能、性能、成本等直接影响焊接生产质量、效率和经济效益,因此设备也是选择焊接方法的重要依据。
焊条电弧焊所需设备最简单,除需要一台弧焊电源外,只需配以焊接电缆和夹持焊条的焊钳即可,而熔化极气体保护电弧焊还需自动送丝机构、行走机构/焊车及其控制机构、焊炬、供气系统、冷却系统等,埋弧焊则需在焊车上加设焊剂送给功能取代保护气体系统,真空电子束焊需配用高压电源、真空室和专用电子枪,激光焊需配用功率激光器、导光、聚焦系统等。
表0-2 常用材料的焊接方法选择参考表
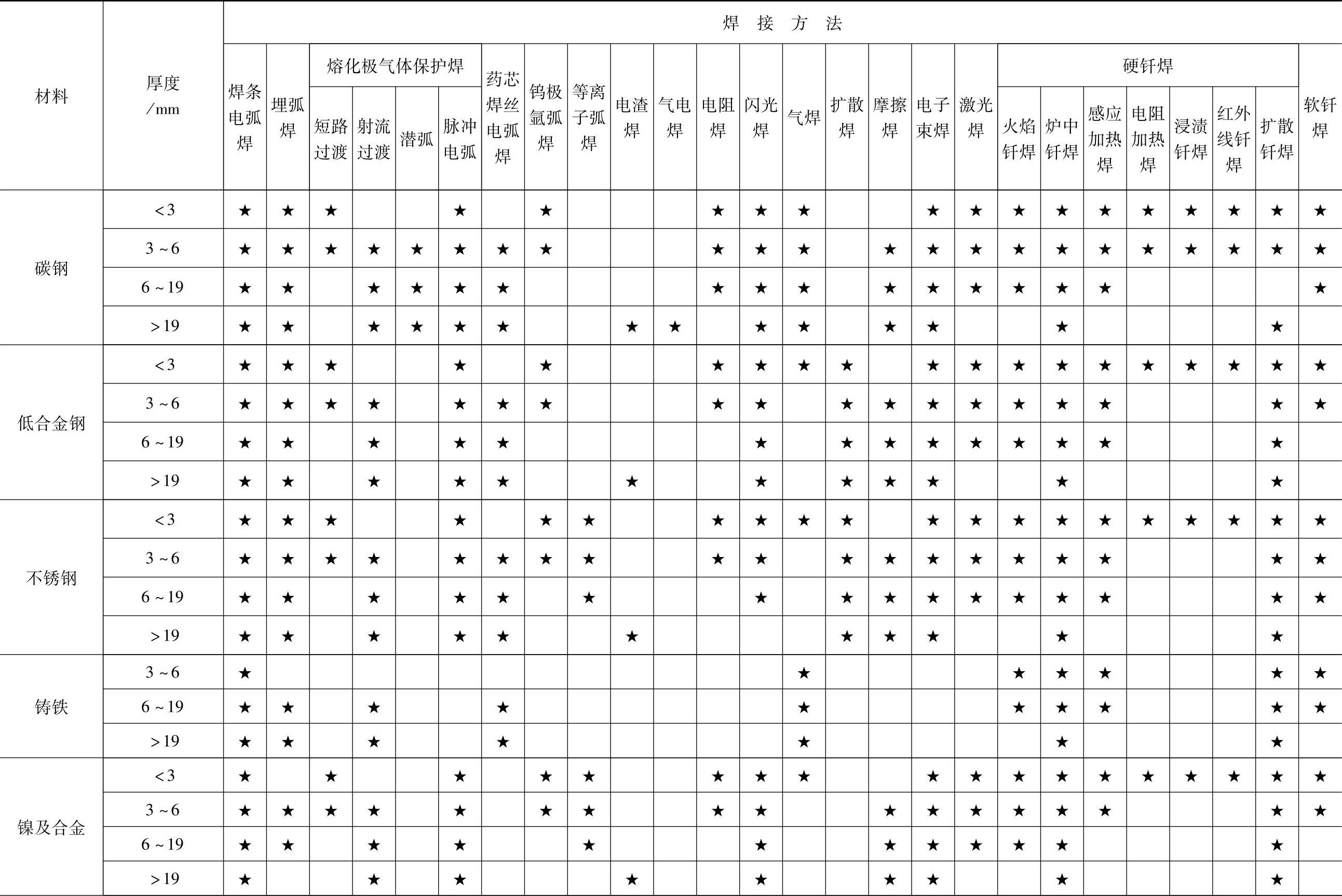
(续)

注:★—推荐采用的焊接方法。
(3)焊接材料 如焊条、焊丝或填充金属、钨极、焊剂、钎料、钎剂、保护气体等。各种熔化极电弧焊都需要一定的消耗性焊接材料,如焊条电弧焊需要焊条,埋弧焊需要焊丝和焊剂,熔化极气体保护电弧焊需要焊丝和保护气体,电渣焊用的是焊丝、熔嘴或板极,电阻焊需要高电导率、较硬的铜合金电极等。
有关焊接方法与过程控制基础的文章

图2-43 外圆表面的加工方法的选择1)最终工序为车削的加工方案,适用于除淬火钢以外的各种金属。内孔表面加工方法的选择内孔表面加工方法有钻孔、扩孔、铰孔、镗孔、拉孔、磨孔和光整加工。图2-44 内孔加工方法的选择4)加工精度为IT6级的孔,最终工序采用手铰、精细镗、研磨或珩磨等均能达到要求,视具体情况选择。平面轮廓和曲面轮廓加工方法的选择1)平面轮廓常用的加工方法有数控铣、线切割及磨削等。......
2023-06-26

对于不同结构的产品通常有几种焊接方法可选择,因此还要综合考虑产品的其他特点。推荐的各种焊接方法的厚度范围如图3-1所示。平焊是最容易、最普遍的焊接位置,使产品接头尽可能处于平焊位置,既能保证良好的焊接质量,又能获得较高的生产率,可选用埋弧焊和熔化极电弧焊。如电渣焊、埋弧焊时,由于热输入较大,使焊接接头的冲击韧性降低。......
2023-06-23
焊接用气体包括焊接、切割用气体和保护用气体。焊接用气体的选择,主要取决于焊接方法,其次与被焊金属的性质、接头质量要求、焊件厚度和焊接位置有关。应该指出,电弧焊时,弧柱等离子的形成与结构取决于采用的保护气体,保护气体能够改变焊接过程的热效率。表6-39为电弧焊和激光焊时常用气体的物理、化学性质,表6-40列举了被焊母材及保护气体的配合,供选用保护气体参考。表6-40 保护气体的选择(续)注:×代表可用配合。......
2023-07-02

当浆料经过飞刀辊与底刀之间的间隙时,受到飞刀与底刀的机械作用,逐步处理成合乎要求的纸料。在打浆过程中,飞刀辊与底刀之间的间隙及压力可以调节。各种打浆机的不同之处在于:浆槽的形状及隔墙两边循环沟的宽度;浆槽底部的坡度;山形部的形状及位置;底刀的位置;飞刀辊的调节机构等。打浆机的改进和完善也是从以上几个方面加以考虑,力图达到打浆均匀,质量及产量易控制,节省动力等目的。......
2023-06-23

TIG焊的参数主要有:电源的种类及极性、焊接电流、电弧电压、焊接速度填丝速度与焊丝直径、保护气体种类、流量和喷嘴孔径、电极直径和端部形状、喷嘴与工件的距离和钨极伸出长度等。钨极直径和端部的形状影响电弧的稳定性和焊缝成形,因此TIG焊应根据焊接电流大小来确定钨极的形状。采用交流TIG焊时,钨极末端磨成半球状,随着电流的增加球径也随之增大,最大为钨极半径。......
2023-06-23

一是测量VIPER22A的5~8脚和1脚的300V电压,二是检测VIPER22A的电压和对地电阻,三是检查副电源稳压控制电路中的U3、Q808和负载电路控制系统是否发生严重短路故障。表4-20氩弧焊用钢焊丝的化学成分图6-6 TCL液晶彩电ON37A开关由于各种不锈钢焊接用的氩弧焊丝当前尚未产生,故暂以气体不锈钢焊丝代替,但其化学成分含量应选择比母材稍高一些为宜。“TIG”表示钨极氩弧焊用的焊丝,“R”表示用来焊接珠光体耐热钢的焊丝,“31”表示化学成分等级。......
2023-06-24


相关推荐