以热源类型为横坐标,以两材料发生结合时的物理状态为纵坐标,用二元坐标法将焊接方法进行分类,见表3-7。表3-7 焊接方法分类(续)焊接方法的主要特点:1)节省材料,减轻重量。可焊范围较广,而且连接性能较好。焊接接头可达到与工件金属等强度或相应的特殊性能。4)满足特殊连接要求。尽管如此,焊接加工在应用中仍存在某些不足。采用焊接方法修复某些有缺陷、失去精度或有特殊要求的工件,可延长使用寿命,提高使用性能。......
2023-06-28
焊接方法的种类很多,新的分类方法又不断出现,为此对焊接方法进行科学的分类很有必要。好的分类方法不仅便于读者了解各种焊接方法的特点和本质,还有利于为科学工作者不断创新、开发新的焊接方法提供有力的依据。焊接方法分类大致有族系法、一元坐标法、二元坐标法3种。
(1)族系法 基本上根据焊接工艺的某几个特征,分为几大类焊接方法,再根据其他特征细分小类,从而形成族系,如图0-1所示。其优点是按焊接工艺特征分类的层次可多可少,比较灵活,而且关系明确。缺点是分大类和分小类的根据原则不一致,易出现同一特点的方法有不同的细分类,由于分类界限过于机械,以致有些焊接方法无法归类,如钎焊中的波峰钎焊、无铅钎焊,固相焊接中的扩散焊、摩擦焊、闪光对焊及激光辅助搅拌摩擦焊(LB-FSW)和激光-高频焊(LB-HFRW)等复合焊接,熔焊中激光-电弧复合所产生的LB-TIG、LB-MIG、LB-PAW等复合焊接均无法归类。

图0-1 族系法—焊接方法分类
(2)一元坐标法 以焊接工艺的某两个特征作为归类原则。两个特征分别为纵、横坐标,并列表。再把各种焊接方法所具有的两个特征列入表内的某一坐标位置。其优点是可根据分类图直接了解某一焊接方法的某些特征,也可根据这两个特征将某个焊接方法归入图中的某一位置,它属“开放型”分类法,适应性强。其缺点是统一以固定的两个特征(热源和保护方法)作为所有焊接方法归类原则,难以反映某个特定焊接方法的主要特征,更没有反映两种金属是在什么状态下,形成结合的最本质的特征。这种单纯以工艺的外部特征为分类原则的分类法称为一元坐标法,篇幅所限,这里不作介绍。
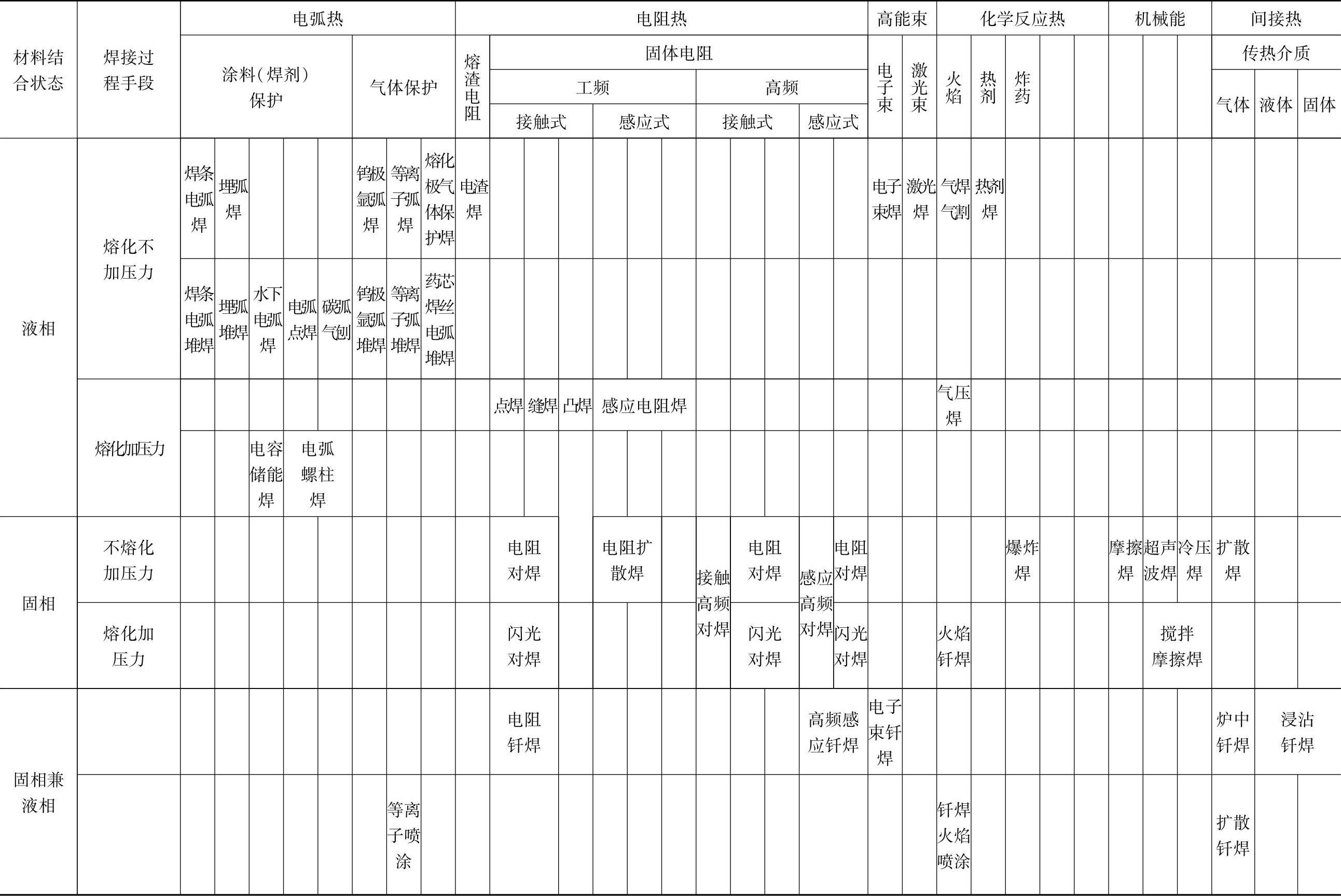
(3)二元坐标法 在综合上述两种分类方法的优缺点基础上,提出二元坐标法,见表0-1。它以焊接热源为一类(一元),在横坐标上分层次列出主次特征,又以焊接时物理冶金过程特征为另一类(一元),在纵坐标上分层次列出主次特征。在纵坐标上,主要是以两种材料发生结合时的物理状态为焊接过程的特征,即原子之间是在什么条件下互相结合,不仅可反映焊接过程的本质,而且还可用来预测和判断焊接接头的微观组织和结合的质量,以及可能发生的缺陷和对母材产生的影响;其次,在纵坐标中以焊接过程中材料是否熔化,是否加压或其他特征作为第二特征。
在横坐标上,对于热源类型按其强度大小,依次分为高能束、电弧热、电阻热、化学反应热、机械能、间接热源等类别,并按其各自特征又细分为若干类。如在电阻热大类中,分为熔渣电阻热和固体电阻热。固体电阻热又分为工频和高频、接触式和感应式等细类。
由此可见,二元坐标法既标出焊接方法的工艺特征,又说明两块材料结合的物理本质。在实际中,往往称呼某种焊接方法的全名,如二氧化碳气体保护焊、脉冲闪光对焊等。
据统计,1999年已拥有焊接方法:电弧焊18种;硬钎焊11种;钎焊8种;电阻焊9种;固态焊接9种;氧乙炔焊4种;复合焊(激光+TIG、激光+MIG、激光+等离子等)、微焊接、其他焊接10种等。随着科学技术的进步,焊接方法也在不断发展,如俄罗斯汽车工业科学研究院发明的氙灯焊接工艺,它为金属、非金属材料的焊接提供了广泛的可能性,而且生产成本远低于激光焊。
众所周知,机械制造工业是国民经济的基础工业。它决定着一个国家的工业生产能力和水平,而焊接技术则是它的关键技术之一。根据国家的经济发展规划,许多工业部门不断地对焊接技术提出新的要求。
(1)钢铁工业 它是焊接技术发展的基础,发达国家的焊接结构用钢均在一半以上。从2007年起,我国已是世界上钢铁生产量最大的国家。钢材用于制造用途不同的焊接结构,对焊接质量和自动化水平要求越来越高。
(2)能源工业 它包括石油、天然气、煤炭、电力等工业领域,这些领域需要制造大量的化工容器、分馏装置和各种管线、高压锅炉,而焊接工艺占据十分重要地位。各类采油平台、炼油设备、发电设备等,不仅焊接工作量大,而且技术难度大和要求很高。
(3)造船工业 造船工业,特别是大型造船业,不仅需要大量高性能、高可靠性的焊接设备与优质工艺,而且向着机械化、自动化和高效节能方向发展。其中高效化将提高到80%~90%,气体保护焊上升到60%~70%,自动化和半自动化程度提高50%以上。
(4)汽车工业 汽车制造不仅需要大量的气体保护焊、电阻焊设备与工艺,还需要越来越多的激光切割与焊接、焊接机器人等先进焊接技术,以及CAD/CAM和CIMS技术。
(5)航空航天工业 由于航空航天运载工具需要尽可能高的推动力重量比,必须采用铝、镁、钛及其合金等多种轻型材料和结构,因而需采用一些特殊的现代焊接技术,如电子束焊、激光焊、等离子弧焊、钎焊、超塑成形-扩散连接等。
此外,在电子工业中还广泛采用表面组装技术(SMT),其核心技术之一就是微电子软钎焊连接等。
表0-1 二元坐标法—焊接方法分类
有关焊接方法与过程控制基础的文章

以热源类型为横坐标,以两材料发生结合时的物理状态为纵坐标,用二元坐标法将焊接方法进行分类,见表3-7。表3-7 焊接方法分类(续)焊接方法的主要特点:1)节省材料,减轻重量。可焊范围较广,而且连接性能较好。焊接接头可达到与工件金属等强度或相应的特殊性能。4)满足特殊连接要求。尽管如此,焊接加工在应用中仍存在某些不足。采用焊接方法修复某些有缺陷、失去精度或有特殊要求的工件,可延长使用寿命,提高使用性能。......
2023-06-28

前述测试主要是对利用特征数据进行分类精度对比,由于数据集大小、类分布不同等因素影响,精度只能在一定程度上代表数据对分类的支持情况。为探索特征数据的性能,更深入的分析是必要的。这组分析表明,特征数据集具有较好的线性可分特性。表5.11Fisher线性判别的分类结果2.特异分析在数据集中,一些数据或对象与其中其他数据或对象显著不同,则称是特异数据或特异对象。......
2023-06-16

焊接残余应力可根据产生原因、作用方向、作用形式及其在结构中的作用方向来分类。(一)根据焊接残余应力的产生原因分类根据产生原因焊接残余应力可分为温度应力、组织应力、拘束应力和氢致应力。焊接过程中温度应力在不断地变化,且峰值一般都达到屈服强度,因此产生了塑性变形,焊接过程结束并冷却后,产生的焊接残余应力保存下来。......
2023-06-23

表4-4 低合金钢的分类总体来说,低合金钢焊接易于产生的主要问题是焊接裂纹和热影响区的脆化,对于抗拉强度大于800MPa级的调质钢,还存在软化区的问题。船体用结构钢含碳量低,合金元素少,碳当量均不大于0.40%,因此焊接性能良好。GB 3531—2008《低温压力容器用低合金钢钢板》中规定了三种低温压力容器用钢,分别是16MnDR、15MnNiDR和09MnNiDR,其主要化学成分、供货状态和典型力学性能见表4-9。......
2023-07-02
装配方式可按照结构的类型、生产批量、工艺过程、工艺方法及工作地点等进行分类。容易控制和减小焊接应力,从而减小焊接变形 焊接结构的焊接应力和焊接变形,与焊缝在结构中所处的位置及数量有着密切的关系。一般都是将总装配时的焊接量减小到最少,以减小可能引起的焊接变形。......
2023-06-15

传感器一般由敏感元件、转换元件和基本转换电路组成,如图5-2-1所示。图5-2-1 传感器的构成敏感元件是能直接感受测量,并以确定关系输出某一物理量的元件。基本转换电路将转换元件输出的电信号转换为便于显示、记录、处理和控制的有用信号,如电压、电流、频率、脉冲等。2)自动焊接设备:监测保护气体流量/压力、冷却水压力、过电流、送丝机转矩的传感器。2)非接触式传感器包括以下种类。......
2023-06-26

培根声称以一切知识为其研究的对象。不读这本书,则不能了解作为培根科学方法论的《新工具》。因为这书主要是关于科学的分类,根据培根的科学分类法,才能很容易理解他的科学方法的本质。培根认定人类心理只有三种官能,就是记忆、想象和理智。可是培根的科学方法是以实用为主的。培根在其《新工具》一书中,列举他所称为优先权例证之契合例证时,反复申明事物的相似关系与联系。......
2023-11-08

相关推荐