要使LED数码管显示器显示某一字符,需要对数码管的两部分进行控制。要求在四位数码管上同时显示出“1”字符。图5-13 数码管的静态显示(二)5.2.2 动态显示动态扫描显示方式是单片机应用系统中最常用的显示方式。......
2023-11-17
动态刀具轨迹显示需要选择FS-0iD的动态图形显示附加功能,它不但可显示刀具轨迹,且能够动态显示刀具的位置。动态刀具轨迹显示的图形参数设定的内容及操作和图形显示稍有不同,说明如下。
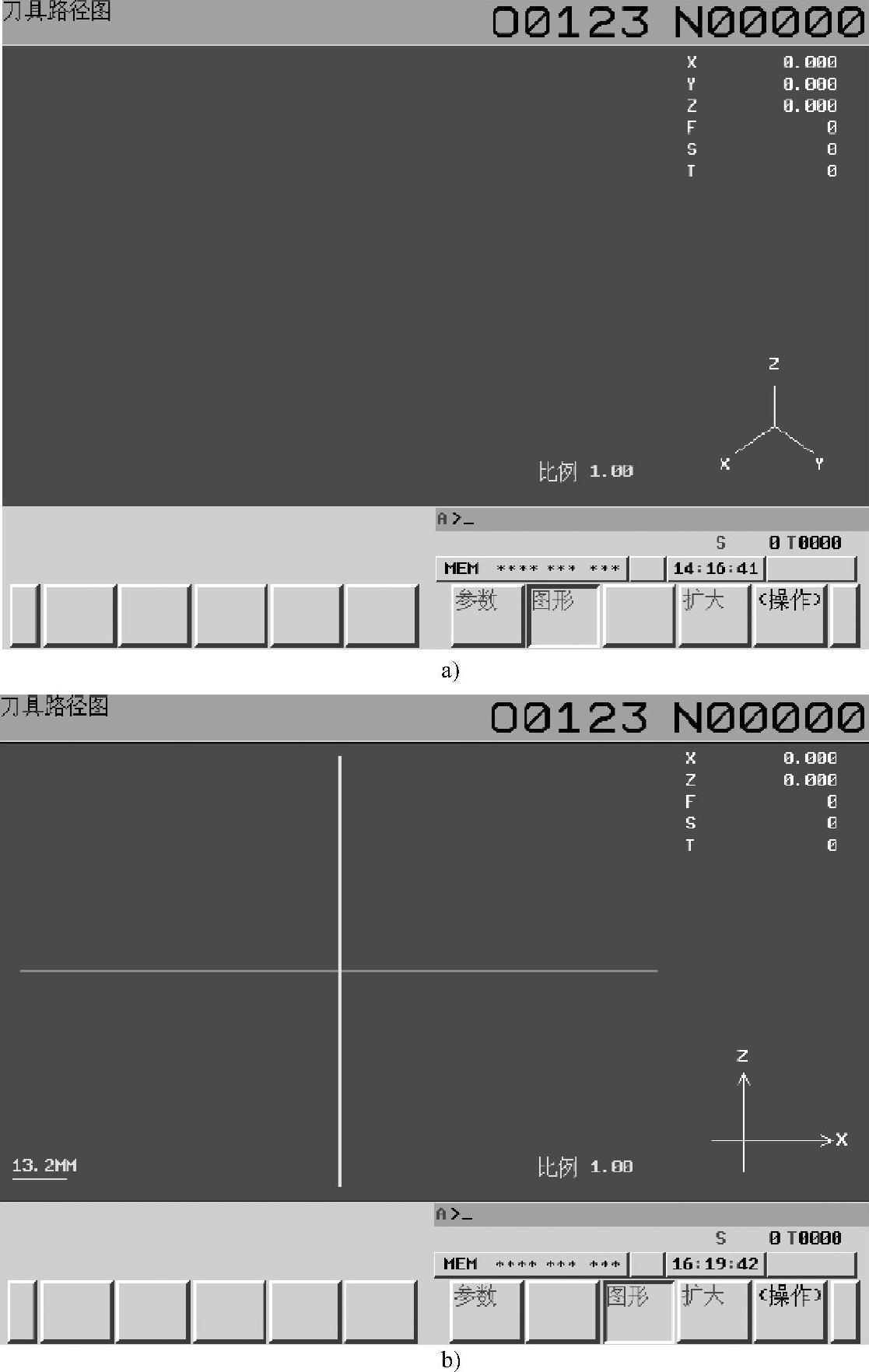
图10.4-5 刀具轨迹初始显示
a)FS-0iMD b)FS-0iTD
1.图形参数设定
选择动态图形显示附加功能后,动态刀具轨迹的图形显示参数设定页面,同样可通过MDI面板的功能键【CSTM/GRPH】(或【GRAPH】)选定图形显示模式后,按软功能键〖参数〗显示,其显示有如图10.4-6所示的两页。设定增加的栏目作用如下。
开始顺序号/结束顺序号:开始绘图和结束画图的程序段号,如开始顺序号设定为0,从程序起始位置绘图;结束顺序号设定为0时,选择程序结束指令作为绘图结束点。
刀具补偿(路径):选择动态刀具轨迹显示是否需要考虑刀具补偿值。
自动改变:选择刀具更换后的显示颜色自动变更功能。
自动清除:选择绘图前或程序暂停状态,通过软功能键〖自动〗、〖开始〗绘图时,是否自动清除以前的刀具轨迹。

图10.4-6 图形参数设定页面
a)第1页 b)第2页
2.刀具轨迹显示
动态刀具轨迹显示的操作步骤如下:
1)按MDI面板的功能键【PROG】,选择程序显示模式。
2)按软功能扩展键,直至显示软功能〖一览〗,按此键选择程序一览表显示。
3)按软功能扩展键,直至显示软功能〖绘图选择〗(或〖绘图〗)。
4)用MDI面板输入需要进行动态刀具轨迹显示的加工程序号后,按软功能键〖绘图选择〗,选定加工程序。这时,程序一览表页面上,所选定的加工程序号前将显示图10.4-7所示的绘图标记“#”。
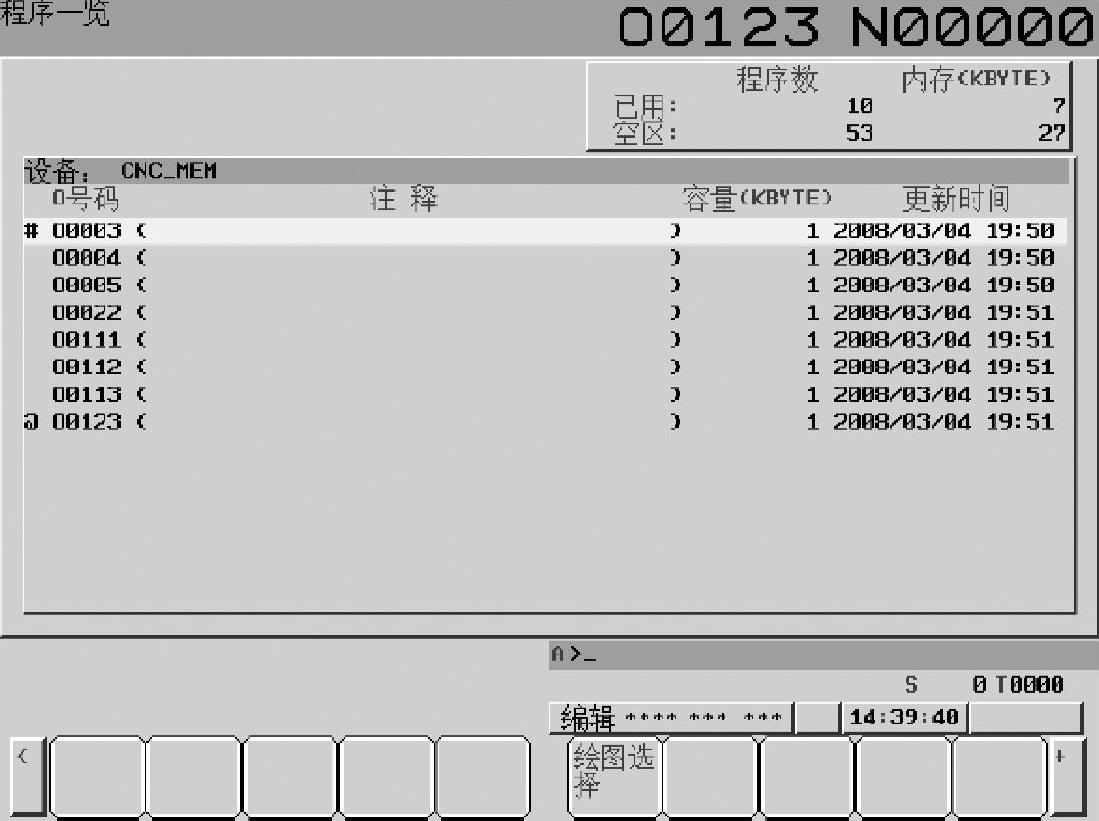
图10.4-7 绘图程序的选择
5)按MDI面板上的功能键【CSTM/GRPH】,选择图形显示模式,并按要求完成图形显示参数的设定。
6)按软功能键〖执行〗,LCD显示图10.4-8所示的刀具轨迹初始显示页面。

图10.4-8 刀具轨迹初始显示
在该显示页面上,如按软功能键〖(操作)〗,可以进一步显示图10.4-9a所示的操作软功能键,并进行如下操作。
〖自动〗:自动选定图形中心和缩放比例。当图形显示参数中的倍率、画面中心坐标设定为0、绘图范围(最大)/绘图范围(最小)已定义时,按此键可根据图形显示参数中的绘图范围(最大)/绘图范围(最小)的设定,自动选定图形中心和缩放比例;但在绘图范围(最大)/绘图范围(最小)设定为0时,此软功能键无效。
〖1段〗:选择单程序段绘图,本程序段绘图完成后暂停。
〖开始〗:将程序的起始点作为绘图的起点,开始绘图。
绘图开始后,软功能键将切换为图10.4-9b所示的绘图控制键。按〖结束〗键,可结束程序、停止绘图;按〖暂时停止〗键,可暂停绘图操作;按〖1段〗键,选择单段绘图方式;按〖再开〗键,重新启动被〖暂时停止〗、〖1段〗所停止的绘图操作。当程序执行完成后,返回图10.4-9a所示的操作软功能键显示。
〖倒回〗:绘图结束或暂停后,按此键可以重新从程序起点开始绘图。
〖删除〗:删除已经生成的刀具轨迹。
〖扩大〗/〖缩小〗、〖自动〗:放大/缩小刀具轨迹显示区,或回到根据绘图范围(最大)/绘图范围(最小)设定,自动选定图形中心和缩放比例的显示。按〖扩大〗/〖缩小〗键可改变的图形显示比例,可通过CNC参数PRM14713进行设定。刀具轨迹显示区的放大/缩小操作,将改变图形显示参数的“倍率”栏设定值。
〖←移动〗/〖移动→〗/〖↑移动〗/〖↓移动〗、〖中央〗:可左/右/上/下改变刀具轨迹的显示区域,或将其返回到原来的中央位置。按〖←移动〗/〖移动→〗/〖↑移动〗/〖↓移动〗键可进行的移动量,可通过CNC参数PRM14714、PRM14715进行设定。显示区域的左/右/上/下移动操作,不会改变显示参数中的“画面中心坐标”栏的设定值。
〖坐标系〗:选择软功能键〖坐标系〗,可显示图10.4-9c所示的坐标系选择软功能键,按相应键可以改变绘图的坐标系。改变坐标系的操作,将改变显示参数中的“描画坐标系”栏的设定值。
〖旋转〗:选择软功能键〖旋转〗,可显示图10.4-9d所示的坐标系旋转软功能键,按相应键可以对所绘的图形进行旋转,如按软功能键〖取消〗,可以返回到旋转前的显示。按旋转键的回转角度,可通过CNC参数PRM14716进行设定。旋转完成后,如按软功能键〖决定〗,旋转后的角度将被设定到显示参数中的“回转角度”栏。

图10.4-9 绘图软功能键
a)操作软功能键 b)绘图控制软功能键 c)坐标系选择软功能键 d)坐标系选择软功能键
3.刀具位置的显示
利用刀具位置显示功能,可以在已生成的刀具运动轨迹上,增加自动加工时的刀具动态图标位置显示,虚拟刀具的运动过程。
刀具位置显示的操作步骤如下:
1)完成上述的刀具轨迹绘制。
2)在图形显示模式上,按软功能键〖位置〗,LCD将在绘图初始页面上显示图10.4-10所示的刀具图标。
3)自动执行已生成刀具轨迹的加工程序。此时,刀具图标将随着程序的执行,在刀具轨迹上闪烁前进。
当图形显示参数页面的“刀具补偿(路径)”栏设定为“1”、刀具轨迹不考虑刀具补偿时,可能会出现刀具位置不在刀具轨迹上的情况。

图10.4-10 刀具图标显示
有关FANUC-0iD编程与操作的文章

要使LED数码管显示器显示某一字符,需要对数码管的两部分进行控制。要求在四位数码管上同时显示出“1”字符。图5-13 数码管的静态显示(二)5.2.2 动态显示动态扫描显示方式是单片机应用系统中最常用的显示方式。......
2023-11-17

Step2.在“型腔铣”对话框中单击“确认”按钮,系统弹出图12.2.27所示的“刀轨可视化”对话框。图12.2.27 “刀轨可视化”对话框图12.2.26 刀具轨迹图12.2.28 2D仿真结果:在图形窗口中显示所有刀具路径运动。刀具路径模拟有3种方式:刀具路径重播、动态切削过程和静态显示加工后的零件形状,它们分别对应于图12.2.27所示的“刀轨可视化”对话框中的、和选项卡。......
2023-11-20

接下来编写程序控制LCD显示器,首先来看示例:void loop() {lcd.setCursor(0,1);//从第2行第1列开始输出lcd.print;//列印Arduino重启之后经过的秒数delay;//延时1秒,每个秒滚动一次}第一行lcd.setCursor(0,1);为显示的内容定位,括号内两个数字分别表示列数和行数,列数和行数都是从0开始,所以(0,1)表示第一列第二行。......
2023-06-24

GPS系统主要由空间星座、地面监控、用户设备三大部分组成。图252RTK原理2.RTK定义及原理实时动态差分法Real-time kinematic是以载波相位观测量为根据的实时差分GPS测量,它能够实时地提供测站点在指定坐标系中的厘米级精度的三维定位结果。RTK测量系统通常由三部分组成,即GPS信号接收部分、实时数据传输部分和实时数据处理部分。......
2023-06-29
图10.4-1 刀具运动轨迹显示动态图形显示是FS-0iD、FS-0iMateD的附加功能,需要选配相关软件。图10.4-2 虚拟加工动画显示2.基本操作FS-0iD的图形显示可通过MDI面板的功能键(或)选择。PRM06500.1:2通道控制FS-0iTD的图形显示功能选择,设定“0”,双主轴、双刀架显示;设定“1”,单主轴、双刀架显示。PRM11349.1:FS-0iMD动态图形显示时的精密/反向镗孔循环的让刀量显示。PRM14713~11716:FS-0iMD动态图形显示的窗口缩放、移动、旋转单位设定参数。......
2023-06-25

如本章前文的分析,VZ-Joint算法所采用的纹理基元的特征维数较高,这导致VZ-Joint算法的纹理基元学习过程和纹理图像编码过程非常耗时,实时性显著下降;而TEISF算法由于采用复杂的纹理基元学习、纹理图像编码和特征生成方法,虽然能够获得较高的纹理识别精度,但该算法的计算量显著增加,导致算法的实时性下降。......
2023-06-29

3)为刀具隔热,保护刀具不受切屑影响。涂层刀具常有的基体材料主要有硬质合金和高速钢,其中以硬质合金应用最多。TiC与工件材料仅有轻微的反应,因此,涂层刀片比硬质合金基体有较好的抗化学磨损能力。涂层还可明显减少刀具表面和工件材料的相互扩散作用。表3-13是常见涂层的物理力学性能。......
2023-06-25
1)高的硬度和耐磨性刀具材料的硬度必须高于工件材料的硬度。4)良好的工艺性为便于制造,要求刀具材料具有良好的可加工性。此外,刀具材料还应具有较好的经济性,以便于推广使用。图4-2各类刀具材料硬度与韧性工具钢耐热性差,但抗弯强度高,价格便宜,焊接与刃磨性能好,故广泛用于中、低速切削的成形刀具,不宜高速切削。......
2023-07-01
相关推荐