选择不同的软功能键,便可进入相应的显示和设定页面,并进一步显示表10.2-1中的软功能键,以便进行相关操作。表10.2-2 PMC信号与地址一览表4.PMC信息显示PMC信息的显示如图10.2-1所示,它分标题行、基本显示区、状态显示区3个基本区域。图10.2-1 PMC信息显示显示页面的第1行为标题行,它可显示页面名称、PMC控制通道、梯形图执行状态、PMC报警等内容。......
2023-06-25
1.功能概述
FS-0iD的图形显示功能有图形显示和动态图形显示两种,前者用于刀具轨迹的显示,后者可用于动态刀具轨迹和虚拟加工动画显示。动态图形显示功能选择后,图形显示功能将无效。
图形显示是FS-0iD、FS-0iMateD的基本功能,利用该功能,CNC可在LCD上显示图10.4-1所示的刀具运动过程,功能多用于程序调试与检查。

图10.4-1 刀具运动轨迹显示
动态图形显示是FS-0iD、FS-0iMateD的附加功能,需要选配相关软件。功能选择后,LCD可显示动态刀具轨迹及图10.4-2所示的虚拟加工动画,模拟零件加工过程。
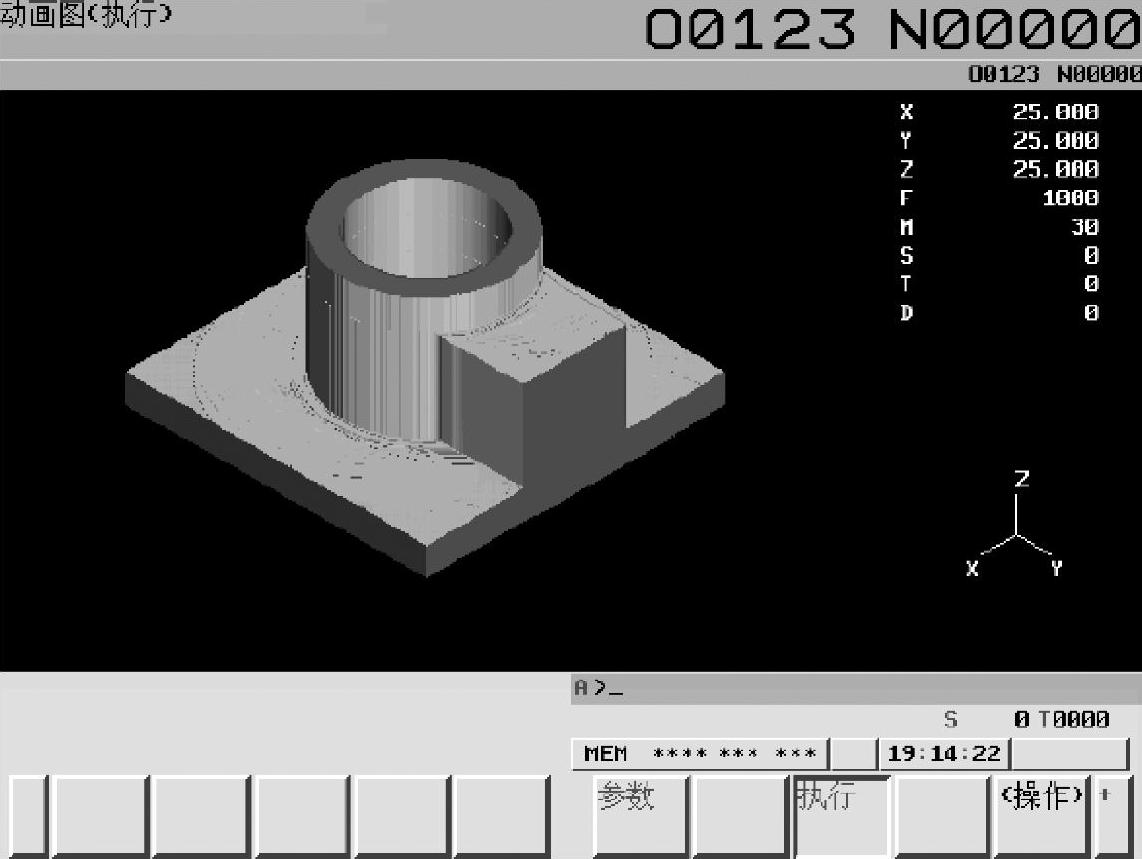
图10.4-2 虚拟加工动画显示
2.基本操作
FS-0iD的图形显示可通过MDI面板的功能键【CSTM/GRPH】(或【GRAPH】)选择。对于基本图形显示功能,当显示模式选定后,LCD可显示表10.4-1所示的软功能键,并进行图形显示设定和轨迹显示、缩放等操作。如CNC选配了动态图形显示功能,则可显示表10.4-2所示的软功能键,并进行图形显示设定、工件立体图和3视图显示、图形缩放等操作。
表10.4-1 刀具轨迹显示和设定操作一览表

表10.4-2 虚拟动画显示和设定操作一览表

3.CNC参数
图形显示需要设定相关CNC参数,图形显示参数包括显示参数和功能参数两部分,显示参数包括图形显示范围、比例等,一般可直接通过图形显示参数页面进行设定(也通过CNC参数设定操作设定),功能参数通常用CNC参数设定操作进行设定。
图形显示的主要CNC参数如下。
PRM06500.1:2通道控制FS-0iTD的图形显示功能选择,设定“0”,双主轴、双刀架显示;设定“1”,单主轴、双刀架显示。
PRM06501.2:FS-0iMD动态图形显示的3视图显示选择。设定“0”,显示第3视图;设定“1”,显示第1视图。
PRM06501.5:动态刀具轨迹显示时的刀具图标选择。设定“0”,正方形;设定“1”,十字交叉线。
PRM06509~6595:图形显示参数。
PRM11329.1:FS-0iMD动态图形显示页的当前位置值显示。设定“0”,工件坐标系的绝对值;设定“1”,机床坐标系绝对值。
PRM11329.2:FS-0iMD动态图形显示时的刀具长度补偿处理方式。设定“0”,不考虑长度补偿;设定“1”,考虑长度补偿。
PRM11329.3:FS-0iMD动态图形显示时的坐标系选择。设定“0”,工件坐标系;设定“1”,机床坐标系。
PRM11329.4:FS-0iMD动态图形显示时的刀具补偿C处理方式。设定“0”,考虑长度/半径补偿;设定“1”,不考虑长度/半径补偿。
PRM11329.5:FS-0iMD动态图形显示开始时的自动擦除功能选择。设定“0”,功能无效;设定“1”,有效。
PRM11329.6:FS-0iMD动态图形显示时的刀具更换后图形显示颜色自动变更功能选择。设定“0”,功能无效;设定“1”,有效。
PRM11329.7:FS-0iMD动态图形显示时对无法绘图的指令处理。设定“0”,指令忽略、绘图继续;设定“1”,停止绘图。
PRM11330~11348:动态图形显示参数。
PRM11349.1:FS-0iMD动态图形显示时的精密/反向镗孔循环的让刀量显示。设定“0”,忽略;设定“1”,显示。
PRM11349.2:FS-0iMD动态图形显示时的绘图起点选择。设定“0”,第一移动程序段的终点;设定“1”,当前位置。
PRM14713~11716:FS-0iMD动态图形显示的窗口缩放、移动、旋转单位设定参数。
有关FANUC-0iD编程与操作的文章

选择不同的软功能键,便可进入相应的显示和设定页面,并进一步显示表10.2-1中的软功能键,以便进行相关操作。表10.2-2 PMC信号与地址一览表4.PMC信息显示PMC信息的显示如图10.2-1所示,它分标题行、基本显示区、状态显示区3个基本区域。图10.2-1 PMC信息显示显示页面的第1行为标题行,它可显示页面名称、PMC控制通道、梯形图执行状态、PMC报警等内容。......
2023-06-25

动态刀具轨迹显示的图形参数设定的内容及操作和图形显示稍有不同,说明如下。4)用MDI面板输入需要进行动态刀具轨迹显示的加工程序号后,按软功能键〖绘图选择〗,选定加工程序。6)按软功能键〖执行〗,LCD显示图10.4-8所示的刀具轨迹初始显示页面。刀具位置显示的操作步骤如下:1)完成上述的刀具轨迹绘制。3)自动执行已生成刀具轨迹的加工程序。......
2023-06-25

步骤四,根据图形的具体要求选择软件界面上的可控参数,分别确定具体的q、w、x0、y0、s值。例1,选择对称斑图的QBColor模式分别生成条纹类以及块面构图图形。例2,选择非对称斑图的RGB模式生成斑图。其次,鼠标左击二级菜单中的RGB键,此时,在软件界面的Frame上方标识将出现“非对称斑图-RGB”的字样,见图1-6。如前所述,非对称斑图-RGB的“图形类型”对应了10个作图的子程序,可根据需要选用。......
2023-10-17

3)利用LCD显示和检查CNC系统信息、诊断信息、报警信息、外部操作信息、定期维护信息等。5)利用FS-0iD集成的PMC编辑器,进行I/O信号状态、动态梯形图、信号时序图的显示与监控等。在系统显示模式下,操作可利用表9.1-1所示的软功能键,选择LCD显示内容并进行相关的设定操作。......
2023-06-25

要使LED数码管显示器显示某一字符,需要对数码管的两部分进行控制。要求在四位数码管上同时显示出“1”字符。图5-13 数码管的静态显示(二)5.2.2 动态显示动态扫描显示方式是单片机应用系统中最常用的显示方式。......
2023-11-17
用户可以通过显示菜单命令来进行操作。图12-109 平视显示仪的下拉菜单显示出的信息图12-110为UI 元素的下拉菜单。显示命令正好与隐藏命令相反,两者的下拉菜单也是一一对应的,被隐藏了的部分可以用显示命令显示出来。构成显示的下拉菜单包括以下内容:是否显示物体背面的面、是否显示物体的移动中心点、是否显示物体的旋转中心点、是否显示物体的放缩中心点等。......
2023-11-21
动态观察可对视图中的对象进行有一定约束的动态观察,只可以在水平和垂直方向上拖动对象进行三维动态观察。自由动态观察可以使观察点绕视图的任意轴进行任意角度的旋转,可以对图形进行任意角度的观察。......
2023-09-19
主磁场均匀性测量:图1-2-13数控机床控制面板一、显示装置数控系统通过显示装置为操作人员提供必要的信息。续表图1-2-14FANUC 0i系统CRT界面二、MDI键盘NC键盘包括MDI键盘及软键功能键等,如图1-2-15所示。这些按钮用于直接控制机床的动作或加工过程,如启动、暂停零件程序的运行,手动进给坐标轴,调整进给速度等。......
2023-06-21
相关推荐