图5-47 信号控制简化电路可见,调节电位器RP4(近控)或RP3(远控),可以改变给定电压Ug,从而改变控制电压信号Uk,导致晶闸管导通角的变化,达到了调节弧焊电源输出电流的目的。图5-47中的运算放大器N4及其外围电路构成了信号比较与PI控制电路。在引弧电路中,将弧焊电源输出电压Uf加到控制线路的48端,经电阻R52和RP14分压,由电位器RP14取出电压反馈信号,经稳压管VS10及电阻R53输入到晶体管VT9的基极。......
2023-06-30
为了对PMC信号的动态变化过程进行跟踪监控,可在选择CNC系统显示模式后,通过扩展软功能键〖跟踪〗,将信号以时序图的形式进行显示,从而监控和记录信号的变化过程。PMC信号跟踪功能需要事先通过〖TRCPRM〗软功能键,进行采样参数的设定,然后再利用〖跟踪〗,显示信号的时序图。
1.采样设定
在CNC系统显示模式下,选择PMC维修软功能键〖PMCMNT〗后,如按软功能键〖TRCPRM〗,LCD可显示采样参数设定页面。
采样参数设定共有2页,第1页为采样参数设定页,第2页为监控信号选择页,两者可通过MDI面板上的选页键【PAGE↑】/【PAGE↓】进行切换。采样设定的第1页显示如图10.3-1所示,该显示页可进行如下设定。
MODE:跟踪方式选择。可选择周期采样(TIME CYCLE)或信号变化采样(SIGNAL TRANSTION)两种跟踪方式。
RESOLUTION:采样分辨率,它是更新信号状态的时间间隔。
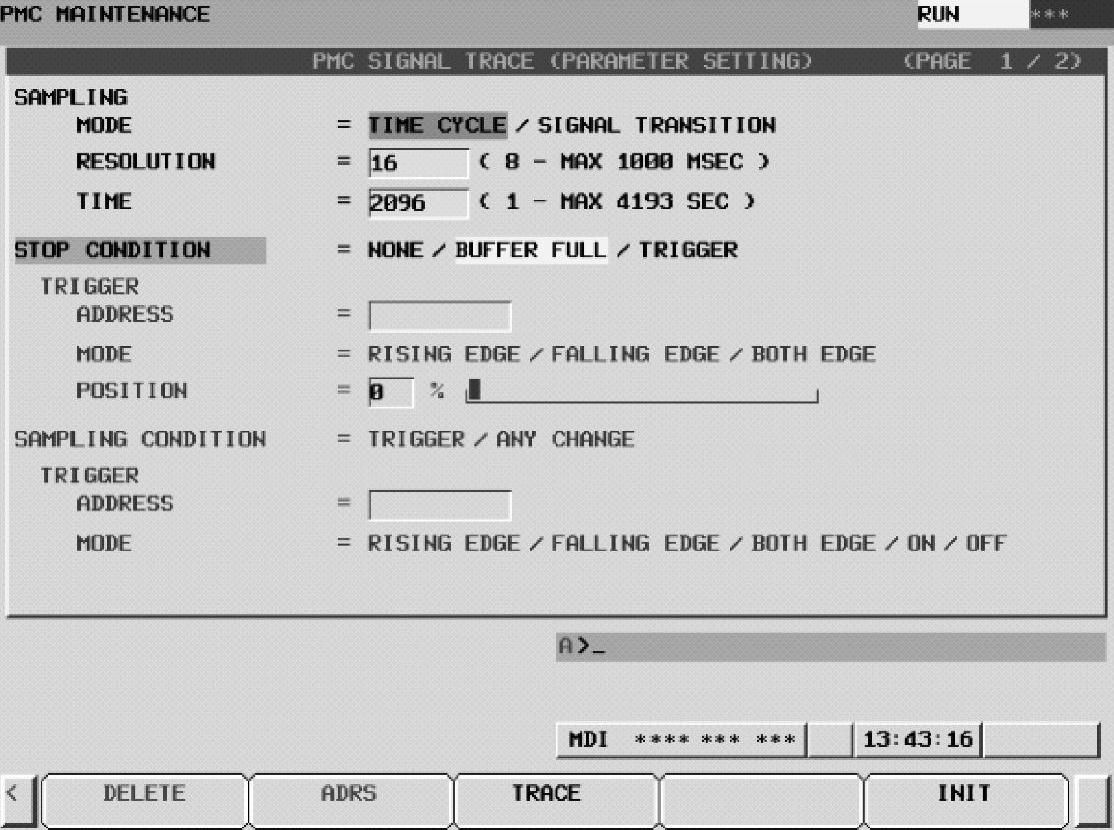
图10.3-1 采样设定显示
TIME:跟踪方式选择周期采样时,需要在此参数上设定对信号进行跟踪监控的时间。
STOP CONDITION:信号跟踪监控的停止条件。可选择“无(NONE)”进行连续跟踪,或在“数据缓冲器溢出(BOFFER FULL)”时停止跟踪,或利用指定信号进行“触发(TRIGGER)”停止跟踪三种停止方式。
当选择信号触发停止跟踪时,需要后续的TIGGER栏设定触发信号的地址(AD- DRESS),并选择触发方式(MODE)为上升沿(RISING EDGE)、下降沿(FALLING EDGE)或状态变化(BOTH EDGE)。此外,还需要在显示位置(POSITION)栏,设定触发停止点在时序图时间轴上的显示位置。
SAMPLING CONDITION:信号跟踪监控的启动条件。如果跟踪方式选择了信号变化采样(SIGNAL TRANSTION),则需要在该栏上选择触发启动(TRIGGER)或信号变化启动(ANY CHANGE)两种启动跟踪的方式。如选择触发启动时,则需要在后续的TIGGER栏设定触发信号的地址(ADDRESS),并选择触发启动方式(MODE)为上升沿(RISING EDGE)、下降沿(FALLING EDGE)、状态变化(BOTH EDGE)或信号接通(ON)、信号断开(OFF)。
2.信号选择
采样设定的第2页用于监控信号的选择与设定。在采样参数设定完成后,可利用选页键【PAGE↑】/【PAGE↓】,显示监控信号设定页面,并选择需要进行跟踪监控的信号。
监控信号选择页的显示如图10.3-2所示。在监控信号选择页上,可输入需要跟踪监控的信号地址,FS-0iD最大允许显示32个信号的时序图。
监控信号选择页的软功能键作用如下。
〖删除〗:将光标所选择的跟踪信号删除。
〖符号〗/〖地址〗:进行符号地址和存储器地址的切换。
〖上移〗/〖下移〗:上下交换监控信号的位置。
〖全删除〗:一次性删除所有跟踪监控信号。

图10.3-2 监控信号选择页显示

图10.3-3 信号跟踪过程显示
地址后面的选择框为触发条件选择,当跟踪方式选择为“信号变化采样(SIGNAL TRANSTION)”、启动方式为信号变化(ANY CHANGE)时,可通过标记√,将该信号作为跟踪监控的启动信号。也可通过PMC参数的设定,选择电源启动后自动开始跟踪。
3.时序图显示
采样参数设定完成后,可通过如下操作,显示信号跟踪监控的时序图。
1)在CNC系统显示模式下,按扩展软功能键〖跟踪〗,选择信号跟踪显示。
2)按软功能键〖(操作)〗,显示信号跟踪操作软功能键。
3)按软功能键〖启动〗,启动信号跟踪,LCD显示图10.3-3所示的信号跟踪时序图。
4)当跟踪停止条件满足或按软功能键〖停止〗,可中断信号的跟踪监控。跟踪停止后,可显示图10.3-4所示的跟踪结果图。
在跟踪结果显示页上,可通过如下操作查看。
选页键【PAGE↑】/【PAGE↓】或光标移动键【↑】/【↓】:选择跟踪监控信号。
〖《前页〗/〖后页》〗或光标移动键【←】/【→】:改变时序图显示的时间区域。
〖符号〗/〖地址〗:进行符号地址和存储器地址的切换。
〖标记〗:在光标指定的位置做标记。
〖扩大〗/〖缩小〗:缩放跟踪结果的时序图显示。
〖上移〗/〖下移〗:进行信号位置的上下交换。
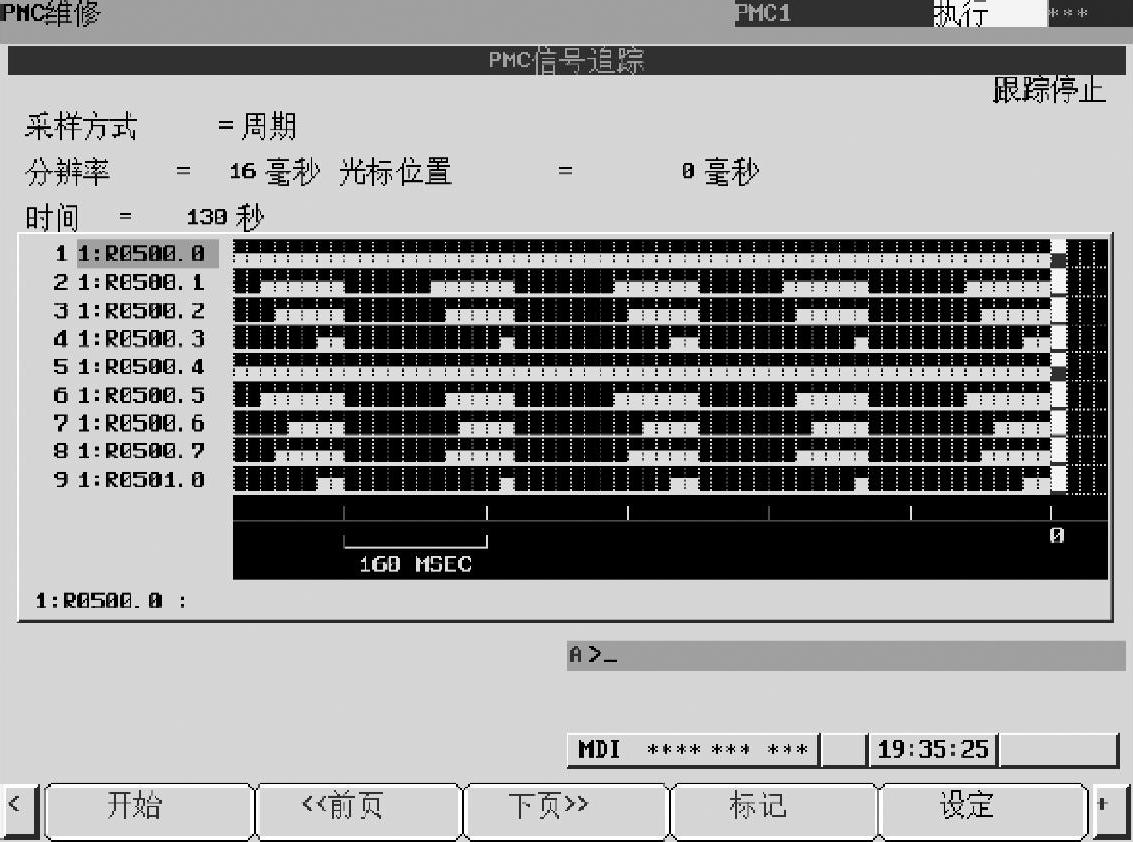
图10.3-4 信号跟踪结果显示
有关FANUC-0iD编程与操作的文章

图5-47 信号控制简化电路可见,调节电位器RP4(近控)或RP3(远控),可以改变给定电压Ug,从而改变控制电压信号Uk,导致晶闸管导通角的变化,达到了调节弧焊电源输出电流的目的。图5-47中的运算放大器N4及其外围电路构成了信号比较与PI控制电路。在引弧电路中,将弧焊电源输出电压Uf加到控制线路的48端,经电阻R52和RP14分压,由电位器RP14取出电压反馈信号,经稳压管VS10及电阻R53输入到晶体管VT9的基极。......
2023-06-30

UCS图标可以帮助用户使用户坐标系的当前方向可视化。用户也可以切换至“三维建模”工作空间在功能区“常用”选项卡的“坐标”面板中单击“UCS图标,特性”按钮来打开“UCS图标”对话框以控制UCS图标的样式、大小和颜色。图9-2 “UCS图标”对话框AutoCAD中的UCS图标可以显示有图9-3所示的3种版本。“在原点处显示UCS图标”按钮用于仅在原点处显示UCS图标;“显示UCS图标”按钮用于在原点或视口角点处显示UCS图标;“隐藏UCS图标”按钮用于隐藏UCS图标。......
2023-06-20
图4-12 变换域信号处理图对于N阶系统,时刻n输入xn=[x,x(n-1),…其中X1是1维N阶全相位输入信号,即式就是全相位数字信号处理得到的输出与输入的数学关系表达。把式称为全相位变换,矩阵A称为全相位变换基,矩阵T则为全相位变换核。综合以上,变换域全相位数字信号处理一种可能实现如图4-16所示。......
2023-06-23

在判断焊缝边缘时必须考虑这种情况。下边分别分析曲线和折线形状的焊缝在自动跟踪中检测到的偏差曲线和实际跟踪焊接的效果照片。图5-3-49 MAG焊过程图像处理结果a)起弧阶段 b)焊接中间 c)转折阶段 d)起弧焊缝 e)中间焊缝 f)转折焊缝图5-3-50 CCD采集的图像上的曲率在焊接过程中的比较a)起弧阶段 b)焊接过程中 c)焊接结束图5-3-51 偏差量检测曲线图5-3-51所示为跟踪时的偏差量检测曲线。......
2023-06-26

1.RGB信号RGB信号线有8根,分别用于表示液晶屏一个像素点的红色、绿色、蓝色分量。常见的颜色表示会在RGB后面附带各个颜色分量值的数据位数,如RGB565表示红色、绿色、蓝色的数据线分别为5、6、5根,一共为16个数据位,可表示216种颜色。5.数据使能信号DE数据使能信号DE用于表示数据的有效性,当DE信号线为高电平时,RGB信号线表示的数据有效。......
2023-11-21

图8.1-1 绝对位置显示页面绝对位置是各坐标轴在工件坐标系上的理论位置,它不考虑坐标轴的位置跟随误差。图8.1-7 位置综合显示页面位置综合显示页面包括了相对位置、绝对位置、机床坐标系位置及自动运行时的剩余移动量等多项显示。表8.1-2 速度显示单位设定表......
2023-06-25

虚拟动画显示为FS-0iD附加功能,利用该功能,可显示工件的立体图形或3视图,模拟加工过程。图10.4-11 动画显示参数设定a)第1页 b)第2页2.动画显示虚拟动画显示前同样需要先选择程序,其操作方法与动态刀具轨迹显示相同。2)按软功能键〖执行〗,LCD显示图10.4-12所示的虚拟动画初始显示页面。......
2023-06-25
要求共测30点,同时显示实际信号波形和滤波信号波形。图3-57 程序框图测量多个电压信号在一次实验中,进行了两个量的电压测量,但在相同的时间内一个采集了20个点,另一个采集了40个点。图3-59 程序框图测量多个电压信号在例题3-10的基础上,用一个波形显示控件来显示两个测量信号结果。......
2023-07-02
相关推荐