图8.2-1 MDI程序输入显示4)自动运行:如果CNC处于自动运行状态,选择软功能键〖程序〗,可显示图8.2-2所示的、当前执行中的加工程序,光标将指示正在执行的程序段,在此基础上,可通过选择软功能键〖下一步〗,显示下一程序段的详细信息。在FS-0iTD上,如CNC参数PRM3192.7设定为“1”,还可在该页面上显示负载表,有关内容可参见8.1.2节。在使用8.4in LCD的CNC上,程序综合显示页面需利用软功能键〖检测〗进行显示,具体见后述。......
2023-06-25
1.功能说明
PMC是CNC的重要组成部分,它起着控制CNC运行、编译CNC辅助指令、实现机床动作等作用。机床操作按钮、检测开关等都需要通过PMC程序转换为CNC的控制信号;CNC的辅助机能代码、工作状态信号,需要通过PMC程序转换为机床动作和指示,因此,机床操作、调试、维修时需要对PMC进行状态监控、参数设定、程序编辑等诸多操作。
PMC的状态显示和设定可在CNC系统显示模式下进行,其内容包括PMC维修(PMC-MNT)、PMC梯形图(PMCLAD)、PMC配置(PMCCNF)三部分。在配置有I/O-Link控制轴的CNC上,还可通过软功能键〖PM.MGR〗,选择Power Mate管理器功能,进行I/O-Link轴的位置、报警等状态的显示和参数设定。
PMC维修、PMC梯形图是机床故障诊断和维修的常用操作,前者主要用于PMC输入/输出信号的状态监控、PMC报警显示、PMC参数的显示和设定等;后者用于PMC梯形图程序的显示、监控和编辑。PMC配置主要用于机床调试,它包括PMC的I/O-Link网络配置、PMC功能设定等。
由于PMC的程序设计和编辑一般在CNC调试时进行,有关内容将在配套出版的《FANUC 0iD调试与维修》一书中详细阐述,本节将介绍操作、维修人员常用的PMC基本设定、监控操作。
2.操作与显示
利用MDI面板的功能键【SYSTEM】选择CNC系统显示模式后,可通过软功能键的扩展,显示PMC功能选择软功能键〖PMCMNT〗、〖PMCLAD〗、〖PMCCNF〗。选择不同的软功能键,便可进入相应的显示和设定页面,并进一步显示表10.2-1中的软功能键,以便进行相关操作。
表10.2-1 PMC显示和设定操作一览表

表中的PMC配置(〖PMCCNF〗)一般在机床首次调试时进行,有关内容可参见本书配套出版的《FANUC 0iD调试与维修》一书。
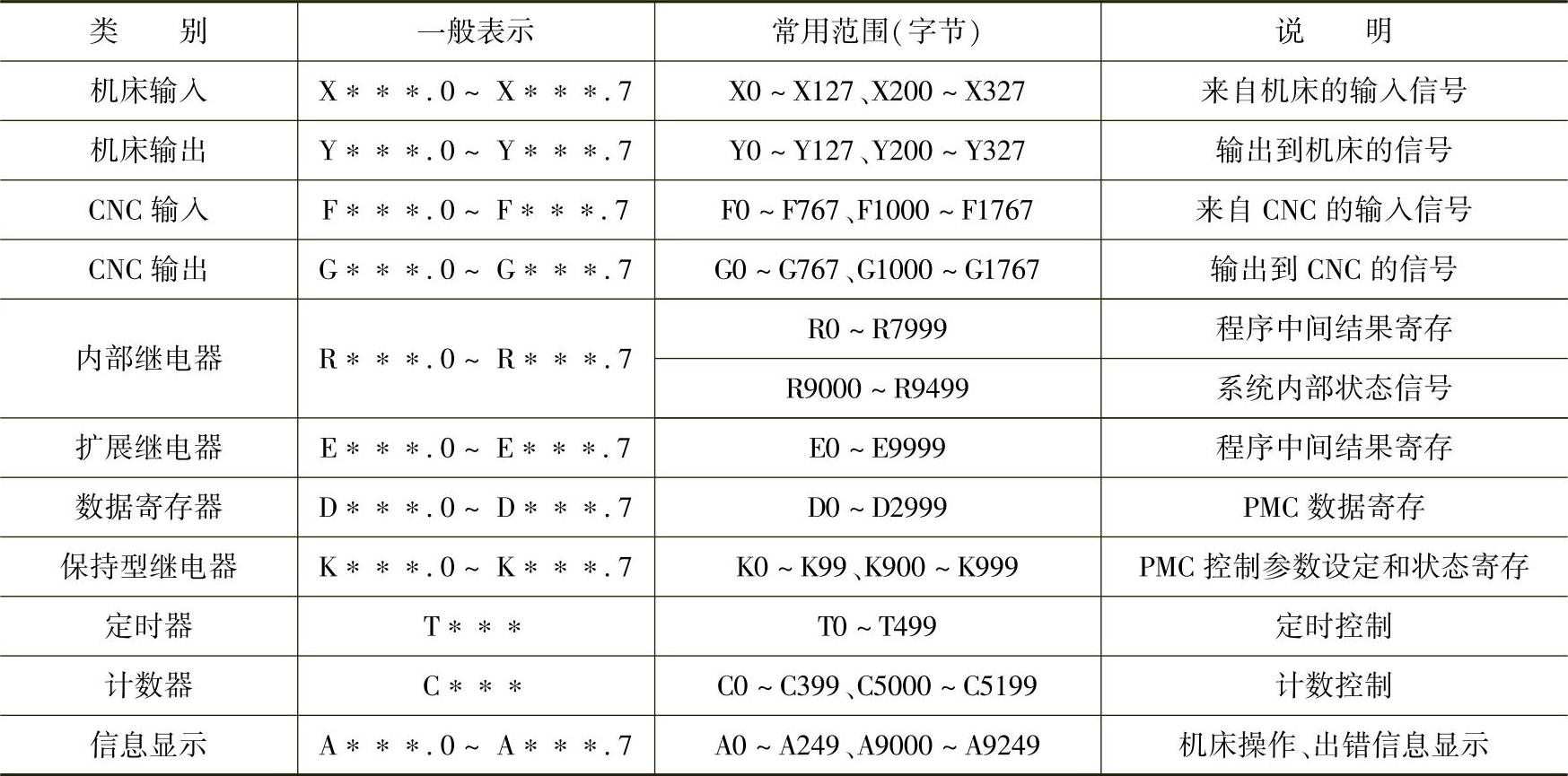
3.信号与地址
FS-0iD的PMC信号包括机床侧的输入/输出、CNC的输入/输出和PMC内部信号三部分,信号的名称、地址见表10.2-2。表中的地址范围是PMC允许使用的最大地址范围,其实际使用范围、数量与PMC型号、机床要求等有关。
表10.2-2 PMC信号与地址一览表
4.PMC信息显示
PMC信息的显示如图10.2-1所示,它分标题行、基本显示区、状态显示区3个基本区域。
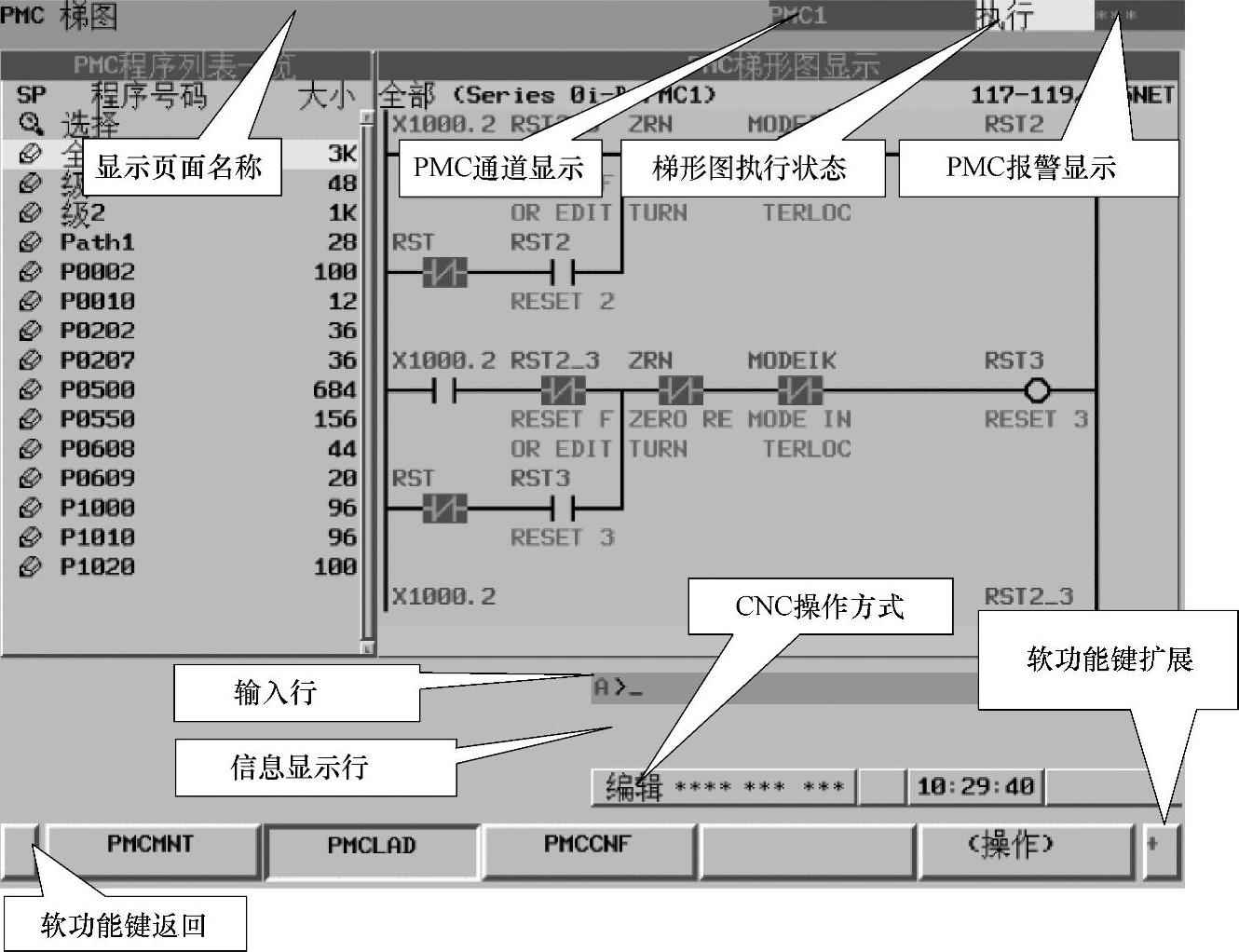
图10.2-1 PMC信息显示
显示页面的第1行为标题行,它可显示页面名称、PMC控制通道、梯形图执行状态、PMC报警等内容。显示页面的中间区域为PMC信息显示区,其内容决定于所选择的操作。显示页面的下部的状态区可显示输入内容(输入行)、报警信息(信息显示行)及CNC的操作方式、时钟等内容。
有关FANUC-0iD编程与操作的文章

图8.2-1 MDI程序输入显示4)自动运行:如果CNC处于自动运行状态,选择软功能键〖程序〗,可显示图8.2-2所示的、当前执行中的加工程序,光标将指示正在执行的程序段,在此基础上,可通过选择软功能键〖下一步〗,显示下一程序段的详细信息。在FS-0iTD上,如CNC参数PRM3192.7设定为“1”,还可在该页面上显示负载表,有关内容可参见8.1.2节。在使用8.4in LCD的CNC上,程序综合显示页面需利用软功能键〖检测〗进行显示,具体见后述。......
2023-06-25
3)利用LCD显示和检查CNC系统信息、诊断信息、报警信息、外部操作信息、定期维护信息等。5)利用FS-0iD集成的PMC编辑器,进行I/O信号状态、动态梯形图、信号时序图的显示与监控等。在系统显示模式下,操作可利用表9.1-1所示的软功能键,选择LCD显示内容并进行相关的设定操作。......
2023-06-25

本软件采用纯文本M文件制作,没有采用GUI向导,因此不存在FIG文件,只需双击CSRAS_V1.M文件,自动打开MATLAB程序,并进入M文件编辑器“Editor”。按照本软件所提供的Excel格式输入。图3.7Excel导入数据提示数据导出:如图3.6所示菜单栏,前三个菜单下分别有数据导出选项如“par_output”菜单,该菜单将其对应的table中的数据导出到excel格式。如图3.6所示ANN-MCIS计算,采用以下步骤分析结构的可靠指标。......
2023-09-19

实验图9-12 添加文件后的WinRAR主界面选中“power.pptx”文件,并单击工具栏上的“删除”按钮,弹出“删除”对话框,单击“是”按钮。实验图9-13 删除文件前的WinRAR主界面......
2023-11-26
2)按软功能键〖设定〗,LCD将显示CNC设定参数显示页面。在图8.3-1a所示的第1页上,可进行如下参数的显示与设定:1)写参数:设定“1”,可使能CNC参数的写入功能,允许修改全部CNC参数;设定“0”,禁止CNC参数的写入。图8.3-2 定时器设定显示4)通电时间:CNC通电的累积时间显示,显示值需要通过CNC参数PRM6750设定,在定时器显示页上只能查看。......
2023-06-25

图10.4-1 刀具运动轨迹显示动态图形显示是FS-0iD、FS-0iMateD的附加功能,需要选配相关软件。图10.4-2 虚拟加工动画显示2.基本操作FS-0iD的图形显示可通过MDI面板的功能键(或)选择。PRM06500.1:2通道控制FS-0iTD的图形显示功能选择,设定“0”,双主轴、双刀架显示;设定“1”,单主轴、双刀架显示。PRM11349.1:FS-0iMD动态图形显示时的精密/反向镗孔循环的让刀量显示。PRM14713~11716:FS-0iMD动态图形显示的窗口缩放、移动、旋转单位设定参数。......
2023-06-25

Word系统提供了6种邮件合并的文档,包括信函、电子邮件、信封、标签、目录和普通Word文档。这6种文档类型实际决定了邮件合并中主文档的基本格式与内容形式。邮件合并操作通过“邮件”功能区完成。图3-95“邮件合并收件人”对话框图3-96插入合并域预览结果并完成合并。......
2023-11-01

1.常用LED显示的结构LED显示器是由发光二极管来显示字段的器件。表8-4七段LED显示码2.LED显示器的显示方式及接口LED显示方式分为静态显示方式和动态显示方式。如图8-21所示,利用8255的3个I/O口控制3位七段显示器的接口逻辑,图中为共阳极接法。图8-213位静态七段LED显示器接口图图8-22用8155的I/O口6位动态显示器接口图在图8-22中,LED为共阴极数码显示器。......
2023-11-17
相关推荐