图9.1-1 CNC参数显示2.参数设定使能在CNC调试与维修时,需要进行CNC参数的设定。设定写入保护的CNC参数时,需要先通过CNC的数据显示和设定操作,取消参数保护功能。当需要通过CNC电源OFF/ON生效的参数被修改时,LCD将显示报警“PW0000”,报警同样不影响后续参数的设定操作,可继续进行下一步操作。......
2023-06-25
1.CNC报警显示
一般而言,当CNC发生报警时可自动显示报警显示页面,操作者可根据报警的内容检查、分析故障原因,进行相应的维修操作。但是,在CNC参数PRM3111.7设定为“1”时,CNC发生报警后,只能在状态栏显示“ALM”标记,此时,操作者需要选择CNC的信息显示模式,显示CNC报警。选择CNC的信息显示模式后,还可以利用软功能键的操作,进一步显示外部操作信息和报警履历等内容。
CNC的信息显示模式通过按MDI面板的功能键【MESSAGE】选择,在此基础上,可利用表10.1-1所示的软功能键,进行显示切换和相关的设定操作。
表10.1-1 CNC信息显示操作一览表

CNC的报警信息显示页面如图10.1-12所示,双通道(FANUC手册称为2路径)控制的CNC一般以图10.1-12b所示的画面分隔形式,显示不同通道(路径)的报警信息,但也可通过设定CNC参数PRM3193.2为1,使之成为单通道报警显示。
CNC报警显示包括报警号、报警文本两部分,如果多个报警同时发生,操作者可通过MDI面板的选页键【PAGE↑】、【PAGE↓】显示其他报警。如果机床使用了用户宏程序功能,还可以通过用户宏程序编制报警文本,并作为CNC报警显示,有关内容可参见第5章。
当CNC参数PRM3112.2设定“1”时,可通过按图10.1-12中的软功能键〖信息〗,在LCD上显示外部操作信息。外部操作信息为机床生产厂家利用PMC程序设计的机床报警,它同样由报警号和报警内容(文本)两部分组成,其内容可参见机床使用说明书。
CNC的报警显示页面,可通过MDI面板的【MESSAGE】键,进行图10.1-13所示的报警信息显示和报警状态栏显示的相互切换。当CNC或机床的故障原因排除后,可通过MDI面板上的【RESET】键,清除CNC报警和外部操作信息。

图10.1-12 CNC报警显示
a)单通道控制 b)2通道控制
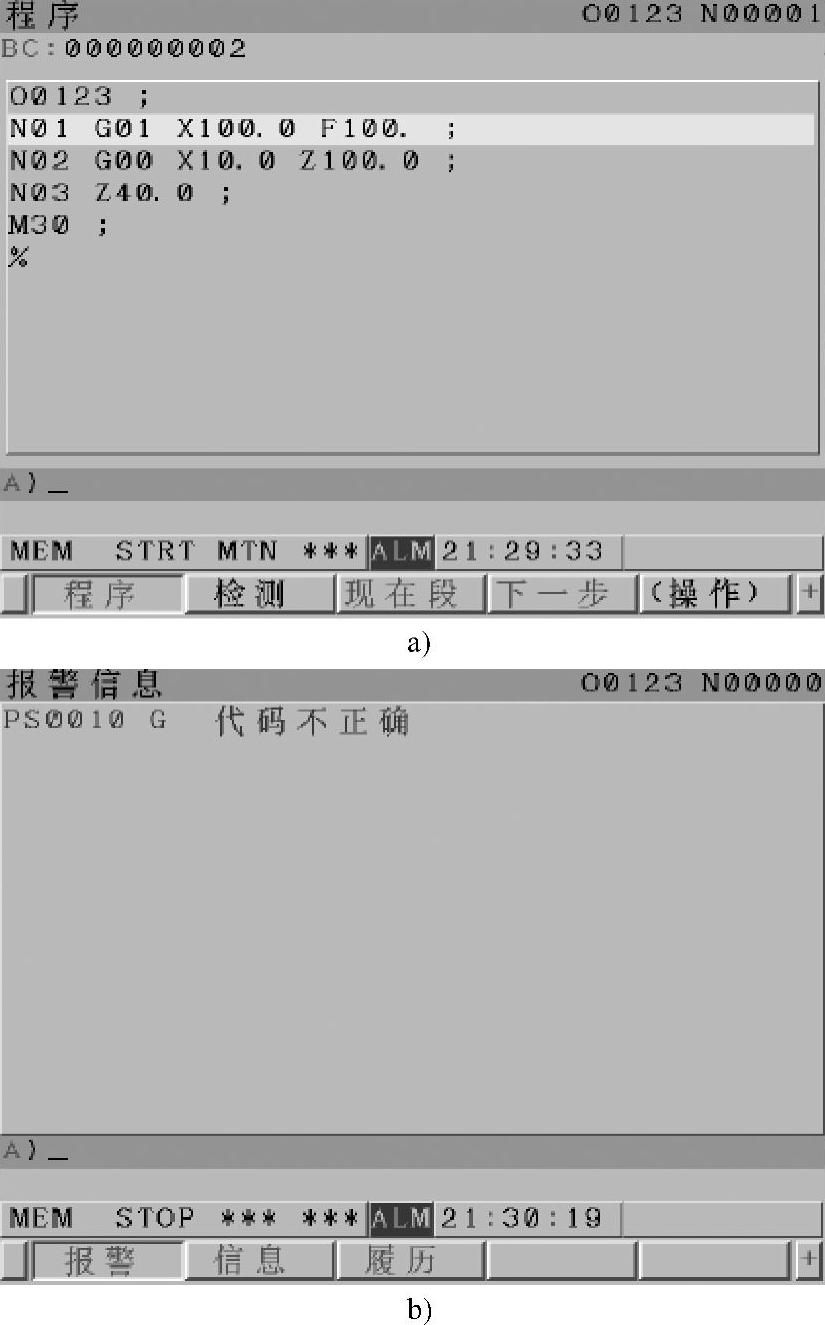
图10.1-13 报警显示的切换
a)状态栏显示 b)报警信息显示
2.报警履历显示
CNC的报警履历最多可记录最近发生的50次报警,报警履历可通过按图10.1-11上的软功能键〖履历〗显示,显示页面如图10.1-14所示。

图10.1-14 CNC报警履历显示
外部操作信息履历可以在软功能键扩展后,选择〖MSGHIS〗进行显示;在选择以太网功能的CNC上,还可以通过扩展软功能〖内嵌板日志〗、〖PCM日志〗、〖板日志〗等软功能键显示以太网卡的出错信息。
报警履历的内容与CNC参数的设定有关,具体如下。
PRM3112.3:外部操作信息和用户宏程序报警文本记录设定。设定“0”,外部操作信息和用户宏程序报警文本不作为履历信息记录;设定“1”,如CNC参数PRM3196.7设定为“0”,履历信息中记录外部操作信息和用户宏程序报警文本。
PRM3196.6:外部操作信息和用户宏程序报警的履历设定,设定“0”,作为履历信息记录;设定“1”,不记录。
PRM3196.7:在履历信息中添加报警时的附加信息,例如,报警时的模态G代码、绝对位置值、外部操作信息和用户宏程序报警文本等。设定“0”,添加;设定“1”,不添加。
PRM3113.0:外部操作信息的删除,设定“0”,不能删除;设定“1”,可以删除。
PRM3113.7/3113.6:外部操作信息履历记录的次数和字符数设定选择。
PRM12990~12999:添加在履历信息中的模态G代码组选择,CNC参数PRM3196.7设定为“0”时,指定组的模态G代码可以作为附加信息添加到履历信息中。
3.CNC诊断显示
当CNC发生报警时,可以通过CNC的诊断信息,检查故障发生的原因。CNC的诊断信息可以在系统显示模式下,通过选择软功能键〖诊断〗予以显示,其操作步骤如下:
1)按MDI面板的功能键【SYSTEM】,选择系统显示模式。
2)按软功能〖诊断〗,LCD将显示图10.1-15所示的诊断数据显示页面。
3)诊断数据显示有多页,可通过MDI面板的选页键【PAGE↑】、【PAGE↓】,选择所需使的显示页面;或按软功能键〖(操作)〗后,利用MDI面板输入诊断数据号、选择操作软功能键〖No.检索〗,直接显示指定的诊断参数。
FS-0iD的诊断数据包含了大量CNC工作状态信息,它是故障分析和处理的重要依据,有关内容将在与本书配套出版的《FANUC-0iD调试与维修》一书中进行详细介绍。
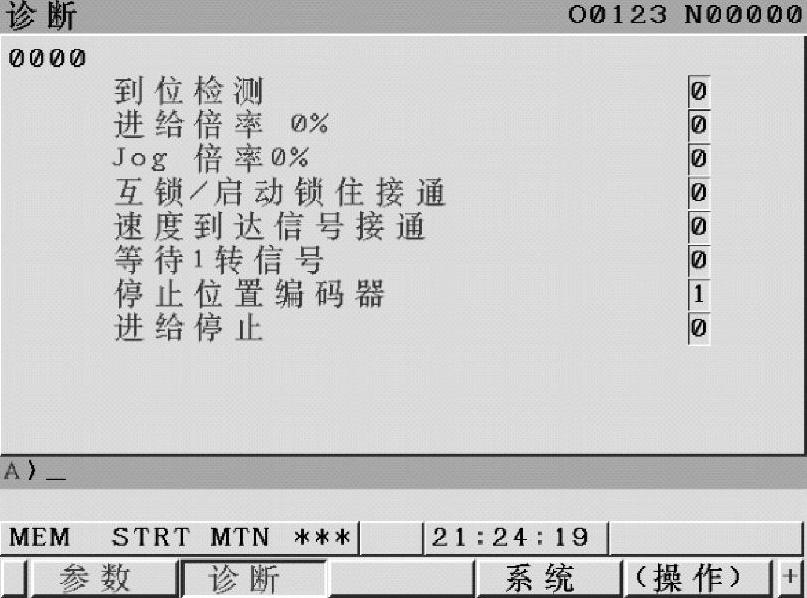
图10.1-15 CNC诊断显示
4.波形诊断功能
利用FS-0iD的波形诊断功能,可直接显示转矩、转速、位置跟随误差等伺服、主轴参数及PMC-DI/DO信号状态的动态变化过程,使CNC具有类似于示波器的功能。能够利用波形显示的参数如下。
伺服轴:加减速前/后的位置给定指令、转矩给定指令以及位置跟随误差、实际电机转速、电机输出转矩、温度和各坐标轴合成速度等。
主轴:实际主轴转速、输出转矩和同步误差等。
PMC:不但可以显示PMC的机床输入/输出(X/Y)、CNC输入/输出(/F/G)信号,而且能够显示PMC的内部继电器R、数据寄存器D等DI/DO信号的状态。
在同一显示页面,LCD最多可以同时显示4个伺服或主轴的连续变化参数,或者9个PMC-DI/DO信号的波形。伺服、主轴参数和PMC-DI/DO信号也可以同时在一页上显示。
CNC的波形诊断可以在系统显示模式下,通过选择软功能键〖波形诊断〗显示,其操作步骤如下:
1)按MDI面板的功能键【SYSTEM】,选择系统显示模式。
2)按软功能扩展键,直至显示软功能〖波形诊断〗,按此键进入波形显示。
3)如果波形诊断功能参数已正确设定,在波形显示页面上,按软功能键〖波形图〗,LCD将显示图10.1-16所示的信号动态变化曲线。
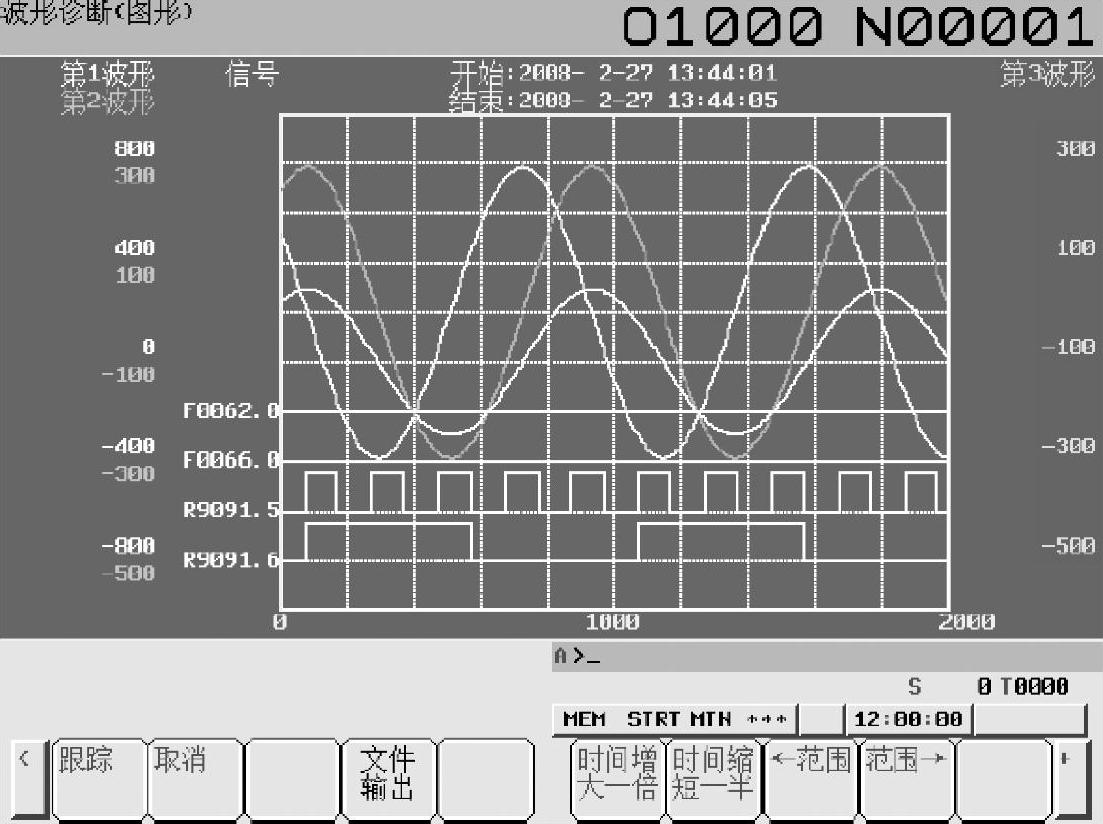
图10.1-16 CNC波形诊断显示
4)利用时间调整、范围调整和波形调整等软功能键,调整图形的时间比例、显示区间和放大、缩小波形。
5)如果需要,波形诊断数据可以通过CNC的输入/输出接口,以文本的形式输出到外部设备上。
FS-0iD的波形诊断功能需要设定相应的参数,有关内容将在与本书配套出版的《FANUC-0iD调试与维修》一书中进行详细介绍。
5.CNC维护信息
CNC维护信息是FANUC服务人员或机床生产厂家维修人员进行机床维护、维修的记录。维护信息可以通过MDI面板进行编辑和输入,信息保存在CNC的Flash-ROM中。维护信息的编辑和显示与CNC的参数设定有关,相关参数如下。
PRM3116.7:维护信息删除功能设定。设定“0”,不能删除维护信息;设定“1”,可以删除。
PRM3206.1:维护信息编辑功能设定。设定“0”,允许编辑维护信息;设定“1”,禁止编辑维护信息。
PRM8901.7:维护信息显示设定。设定“0”,允许显示维护信息;设定“1”,禁止显示维护信息。
CNC维护信息可以在系统显示模式下,通过选择软功能键〖维护信息〗显示,其操作步骤如下:
1)按MDI面板的功能键【SYSTEM】,选择系统显示模式。
2)按软功能扩展键,直至显示软功能〖维护信息〗(或〖M-信息〗),按此键LCD可显示图10.1-17所示的维护信息页面和〖编辑〗、〖跳转〗、〖(操作)〗等软功能键。
维护信息的输入可采用读入和MDI编辑两种方式编写,CNC初始选择为读入,按软功能键〖编辑〗可以切换到MDI编辑方式。不同输入方式下的软功能键显示有如下不同。
读入方式的软功能键显示及作用如下。
〖编辑〗:维护信息的输入方式切换。按此键可以切换到下述的编辑方式。
〖跳转〗:使得光标跳转到维护信息的起始或结束位置。
编辑方式的软功能键显示及作用如下。
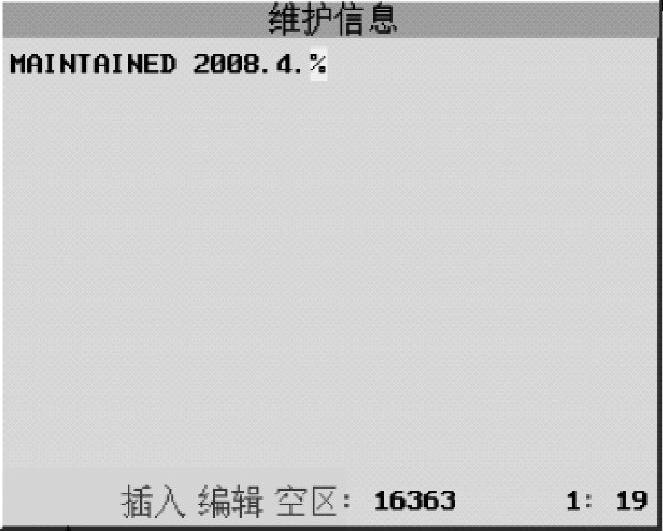
图10.1-17 CNC维护信息显示
〖结束〗:维护信息编辑完成。按此键可进一步显示操作软功能键〖保存〗、〖退出〗,选择〖保存〗,维护信息将保存到CNC的Flash-ROM中;选择〖退出〗,将直接退出维护信息编辑操作,信息不能保存到Flash-ROM中。
〖KN/ABC〗:切换文字输入格式,选择KN为日文假名输入;选择ABC为英文输入。所选定的输入格式可以在图10.1-16所示的状态栏,“插入”显示前的位置上显示。
〖擦除〗:当CNC参数PRM3116.7设定为“1”时,可以删除全部维护信息。
〖I/O〗:按此键可以选择〖文件输入〗、〖文件输出〗软功能键,通过CNC的数据输入/输出接口,进行维护信息的输入和输出。
〖跳转〗:使得光标跳转到维护信息的起始或结束位置。
如果需要通过MDI面板编辑维护信息,需要选择MDI操作并取消参数写入保护功能,然后,在选择维护信息页面,继续如下操作。
3)按软功能键〖(操作)〗、选择〖编辑〗键,并通过软功能键〖KN/ABC〗选定文字输入格式。
4)利用MDI面板上的选页键【PAGE↑】/【PAGE↓】和光标移动键【←】/【→】,选定编辑位置。
5)利用MDI面板的编辑键【DELETE】,可删除光标指定的字符;利用编辑键【CAN】,可删除输入缓冲器中的字符或删除光标前一个位置的字符;利用编辑键【IN-SERT】则可以转换“插入”和“覆盖”操作;在MDI输入字符后,按编辑键【INPUT】,则可输入字符。
6)编辑完成后,必须按软功能键〖结束〗,结束编辑操作。
7)选择软功能键〖保存〗或〖退出〗,将维护信息将保存到CNC的Flash-ROM中或直接退出维护信息编辑操作;选择退出时,信息不能保存到Flash-ROM中。
如果输入内容过多、输入错误或操作方式不正确,CNC可以显示“容量不足”、“非法数据”、“CNC参数错误”、“指令使用非法”、“不能执行指令”或“错误方式”、“不允许编辑”、“写保护”等出错信息。
6.存储器显示
利用CNC的存储器信息功能,可以显示指定存储器的内容,功能在CNC参数PRM8950.0设定“1”时有效。显示存储器信息的操作步骤如下:
1)按MDI面板的功能键【SYSTEM】,选择系统显示模式。
2)按软功能扩展键,直至显示软功能〖存储器〗,按此键LCD可显示图10.1-18所示的存储器信息。

图10.1-18 CNC存储器信息显示
3)根据需要,通过选择软功能键〖地址检索〗、〖存储器检索〗,直接检索指定存储器或内容;通过软功能键〖字节〗、〖字〗、〖LONG〗(双字)、〖双重〗(四字)可以选择存储器数据的显示形式。存储器信息显示一般应通过专业维修人员进行检查和设定。
有关FANUC-0iD编程与操作的文章

图9.1-1 CNC参数显示2.参数设定使能在CNC调试与维修时,需要进行CNC参数的设定。设定写入保护的CNC参数时,需要先通过CNC的数据显示和设定操作,取消参数保护功能。当需要通过CNC电源OFF/ON生效的参数被修改时,LCD将显示报警“PW0000”,报警同样不影响后续参数的设定操作,可继续进行下一步操作。......
2023-06-25

显示CNC系统配置信息的基本操作步骤如下:1)按MDI面板的功能键,选择系统显示模式。2)按软功能键〖系统〗,LCD显示图10.1-5所示的系统配置信息显示页面。......
2023-06-25
3)利用LCD显示和检查CNC系统信息、诊断信息、报警信息、外部操作信息、定期维护信息等。5)利用FS-0iD集成的PMC编辑器,进行I/O信号状态、动态梯形图、信号时序图的显示与监控等。在系统显示模式下,操作可利用表9.1-1所示的软功能键,选择LCD显示内容并进行相关的设定操作。......
2023-06-25

图7-132 选择消息行显示的元素并排序2.添加测试对象为了对报警系统进行测试,在报警画面中放置一个“复选框”和一个“滚动条”。点击WinCC项目管理器工具栏中的“激活”按钮,运行项目,同时在SIMATIC STEP7中打开PLC仿真器,在图7-135所示的报警画面中,改变复选框的选项,拖动滚动条,观察报警记录显示消息的变化情况。图7-135 报警画面显示的消息状态......
2023-06-23
CNC报警履历和操作履历的记录、显示与CNC参数的设定有关,有关CNC报警履历的CNC参数设定要求将在10.1.4节进行介绍,与操作履历有关的CNC参数如下。设定“0”,操作履历不在LCD上显示;设定“1”,LCD可显示部分操作履历。PRM3195.7:操作履历总清软功能键显示设定。图10.1-10 操作履历显示号:为操作履历的序号,号越小、操作时间越早。......
2023-06-25

2)按软功能键〖设定〗,LCD将显示CNC设定参数显示页面。在图8.3-1a所示的第1页上,可进行如下参数的显示与设定:1)写参数:设定“1”,可使能CNC参数的写入功能,允许修改全部CNC参数;设定“0”,禁止CNC参数的写入。图8.3-2 定时器设定显示4)通电时间:CNC通电的累积时间显示,显示值需要通过CNC参数PRM6750设定,在定时器显示页上只能查看。......
2023-06-25

4)按软功能键〖存储卡〗,LCD将显示图9.3-3所示的存储卡文件。图9.3-3 存储卡显示2.操作提示当CNC数据输出到存储卡时,如果定义的文件名和存储卡内已有的文件名重复或默认的文件名一致时,LCD可以显示图9.3-4所示的提示页面。同样,如果存储卡中存在同名文件,LCD将显示图9.3-5c所示的操作软功能键,选择软功能键〖覆盖〗,将覆盖存储卡上的原文件;选择软功能键〖取消〗,可以取消数据输出操作。......
2023-06-25

现代汽车为保证行车安全和提高车辆的可靠性,安装了许多报警装置。所以此种汽车需装备制动系统低压报警装置,当气压过低时报警灯随即点亮,以引起驾驶员注意。制动液面报警装置由传感器和报警灯组成。......
2023-08-26
相关推荐