图8.1-1 绝对位置显示页面绝对位置是各坐标轴在工件坐标系上的理论位置,它不考虑坐标轴的位置跟随误差。图8.1-7 位置综合显示页面位置综合显示页面包括了相对位置、绝对位置、机床坐标系位置及自动运行时的剩余移动量等多项显示。表8.1-2 速度显示单位设定表......
2023-06-25
1.功能概述
FS-0iD的履历信息包括CNC报警履历和操作履历两大部分内容。CNC报警履历记录了CNC报警和机床生产厂家设置的外部操作信息两部分内容;操作履历记录了MDI键盘的操作、PMC-DI/DO信号(X/Y/F/G)的变化以及刀具偏置、坐标系原点偏置、CNC参数、用户宏程序变量的变更情况。
履历信息的储器容量大约为8000次MDI操作;当记录内容超过存储器容量时,将按照时间次序,自动删除早期记录、保留最近信息。完整的履历信息可以通过CNC的数据输入/输出接口,以文本的形式输出到外部设备上。
利用CNC的操作履历显示功能,可显示CNC报警发生情况、MDI键盘操作情况、PMC-DI/DO信号X/Y/F/G的变化情况。但是,详细的CNC报警和外部操作信息,需要通过MDI面板的功能键【MESSAGE】,选择CNC的信息显示模式后显示,有关内容可参见10.1.4节;刀具偏置、坐标系原点偏置、用户宏程序变量的变更情况只能通过输入/输出接口输出,而不能在LCD上显示。
CNC报警履历和操作履历的记录、显示与CNC参数的设定有关,有关CNC报警履历的CNC参数设定要求将在10.1.4节进行介绍,与操作履历有关的CNC参数如下。
PRM3106.4:功能选择。设定“0”,操作履历不在LCD上显示;设定“1”,LCD可显示部分操作履历。
PRM3122:时标。操作履历中显示的时标间隔,设定分为0~1440分钟,设定0时为10分钟。
PRM3195.5:MDI键盘操作历史记录设定。设定“0”,记录MDI键盘操作历史;设定“1”,不记录。
PRM3195.6:DI/DO信号变化历史记录设定。设定“0”,记录DI/DO信号变化历史;设定“1”,不记录。
PRM3195.7:操作履历总清软功能键显示设定。设定“0”,不显示操作履历总清软功能键〖全清〗;设定“1”,显示。
PRM3196.0:刀具偏置变更记录设定。设定“0”,履历信息不记录刀具偏置变更情况;设定“1”,记录。
PRM3196.1:工件坐标系偏置变更记录设定。设定“0”,履历信息不记录工件坐标系偏置变更情况;设定“1”,记录。
PRM3196.2:CNC参数变更记录设定。设定“0”,履历信息不记录CNC参数变更情况;设定“1”,记录。
PRM3196.3:用户宏程序变量变更记录设定。设定“0”,履历信息不记录用户宏程序变量变更情况;设定“1”,记录。
PRM3196.7:在履历信息中添加报警时的附加信息,例如,报警时的模态G代码、绝对位置值、外部操作信息和用户宏程序报警文本等。设定“0”,添加;设定“1”,不添加。
PRM12990~12999:添加在履历信息中的模态G代码组选择,CNC参数PRM3196.7设定为“0”时,指定组的模态G代码可以作为附加信息添加到履历信息中。
2.DI/DO信号选择
如果需要,可在CNC的操作履历显示页上DI/DO信号的变化状态,可以最多可选择60个PMC的DI/DO信号,作为操作信号在操作履历上记录、显示其变化历史。DI/DO信号地址需要通过以下操作事先选定:
1)按MDI面板的功能键【SYSTEM】,选择系统显示模式。
2)按软功能扩展键,显示软功能键〖操作履历〗(或〖操作历〗),LCD将显示〖操作履历〗(或〖操作历〗)和〖信号选择〗软功能键。
3)按〖信号选择〗软功能键,LCD可显示图10.1-9所示的DI/DO信号地址选择页。
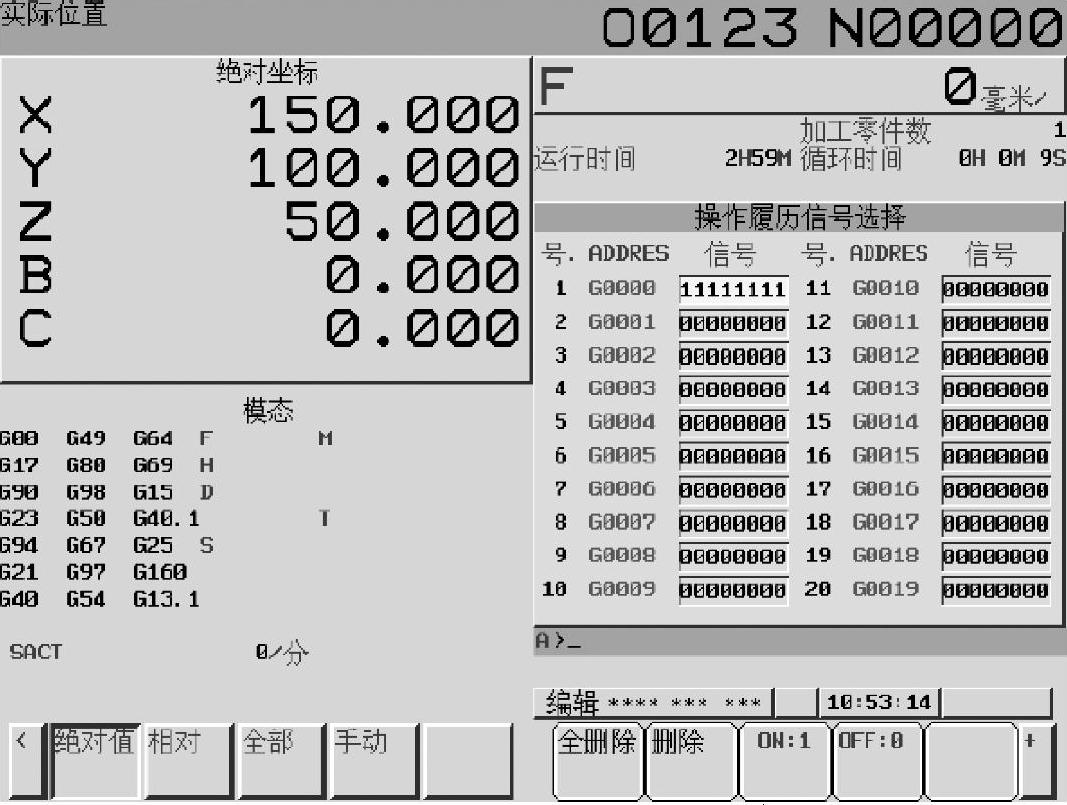
图10.1-9 DI/DO信号地址设定显示
4)按软功能键〖(操作)〗,并用光标移动键【↑】、【↓】,选择需要设定的位置。
5)通过MDI面板输入信号地址,如G0004、X0010等,并按编辑键【INPUT】输入后,选定位置的“地址(ADDRES)”栏显示便成为所输入的地址值,对应的“信号”栏将成为初始设定值“00000000”。操作履历上只能显示和记录PMC的机床I/O信号(地址X∗/Y∗)及CNC的I/O信号(地址G∗/F∗),内部继电器R∗、数据寄存器D∗等不能作为操作履历记录信号。
6)用光标移动键【←】、【→】选择需要的信号位,按软功能键〖ON:1〗,该位显示变成“1”后,即成为履历记录信号;如果需要将该信号地址下的全部位均作为履历记录信号,在光标涵盖所有位时,直接按软功能键〖ON:1〗,可以一次性将该地址的信号栏状态设定为“11111111”。
7)如果需要删除信号,可以通过光标选定信号位后,按软功能键〖删除〗、再按〖执行〗,该信号的履历记录功能将被删除。如果选择〖全删除〗、再按〖执行〗,所有DI/DO信号的履历记录功能将一次性删除。
3.操作履历显示
CNC的报警发生情况、MDI操作记录和PMC的DI/DO信号变化记录可在CNC的系统显示模式下显示,显示操作履历的步骤如下:
1)按MDI面板的功能键【SYSTEM】,选择系统显示模式。
2)按软功能扩展键,显示软功能键〖操作履历〗(或〖操作历〗),LCD将显示〖操作履历〗(或〖操作历〗)和〖信号选择〗软功能键。
3)选择〖操作履历〗软功能键,LCD可显示图10.1-10所示的操作履历。
在操作履历显示页面上,操作的记录用以下形式显示。
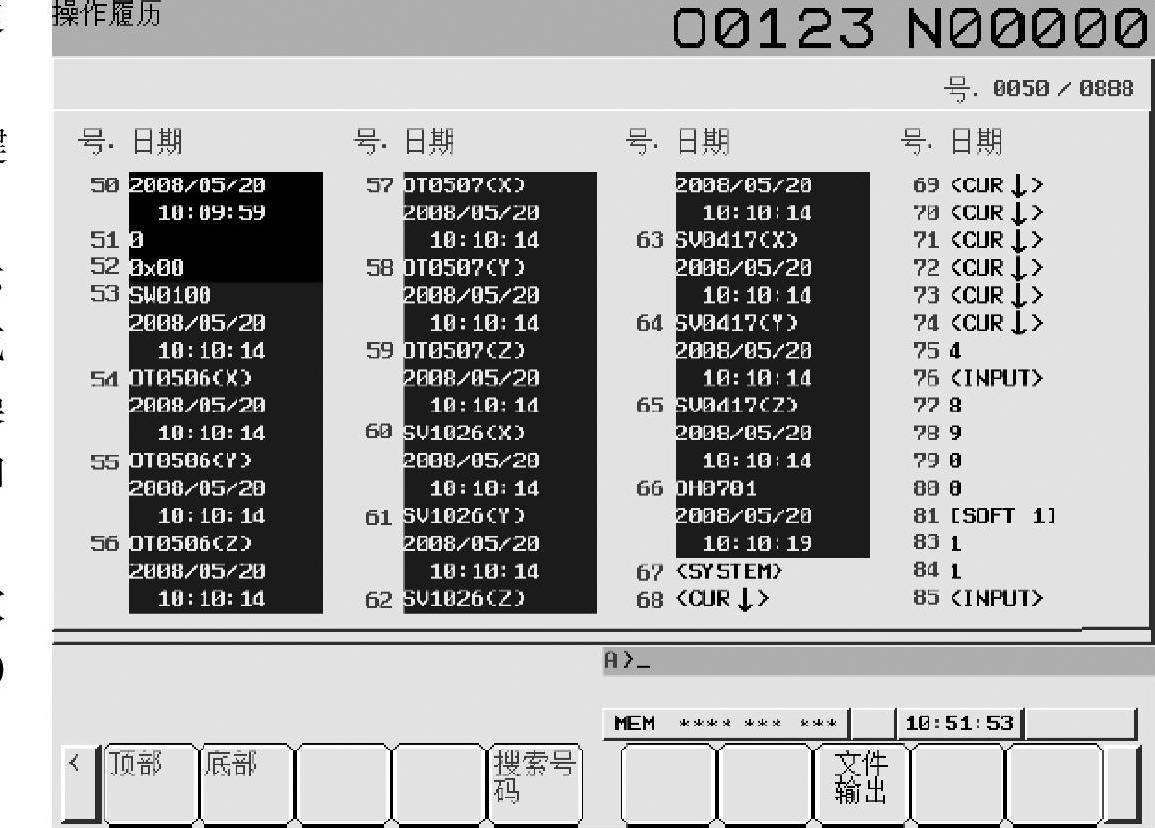
图10.1-10 操作履历显示
号:为操作履历的序号,号越小、操作时间越早。
MDI面板的数字、字母键操作:直接以按键的名称(黑字)显示其操作记录,如0、1、+、X等。
MDI面板的功能键、编辑键、光标键操作:以加“<>”的形式显示其操作记录,如<POS>、<SYSTEM>、<INPUT>、<RESET>、<PAGE↑>、<CUR↓>等;在多通道控制的CNC上,以前缀“01_”、“02_”表示通道,如01_<RESET>等。
功能键操作:以[SOFT 1]~[SOFT 10]及[LEFT F]、[RIGHT F]的形式,分别显示软功能键1~10和返回软功能键、扩展软的操作记录;在多通道控制的CNC上,以前缀“01_”、“02_”表示通道,如01_[SOFT 1]、02_[RIGHT F]等。
接通/断开电源的操作:电源接通的时间及接通时的按键操作,以绿底白字显示;电源断开的时间以绿字显示。
DI/DO信号变化:以地址和“↑”、“↓”符号表示信号的变化情况,例如,G0002↑表示信号G0002从状态“0”变为状态“1”等;但不能显示宽度小于8ms的高速DI/DO信号。当同一时刻、同一信号地址下的多个位同时变化时,其状态记录在同一条履历信息上。
CNC报警:可以在操作履历上显示报警号和发生时刻,例如,SW01002008/05/2010:10:14等,报警显示为红底、白字(见图10.1-10)。在多通道控制的CNC上,以前缀“01_”、“02_”表示通道。
报警文本、报警时的附加信息、外部操作信息、宏程序报警、刀具偏置变更、坐标系原点偏置变更、CNC参数变更、用户宏程序变量变更的记录,不能在LCD的操作履历显示页面显示,但可以通过CNC的数据输入/输出接口,以文本的形式输出到外部设备上。
4)操作履历有多页,可通过MDI面板上的选页键【PAGE↑】、【PAGE↓】和光标移动键【↑】、【↓】,选择所需要的页面查看。此外,还可以通过按软功能键〖(操作)〗,利用图10.1-9所示的操作软功能,选择查看内容。
〖顶部〗:回到履历顶部,查看最早的操作记录。
〖底部〗:显示最后页,查看最近的操作记录。
〖搜索号码〗:通过输入履历序号,查看指定的操作记录。
5)可根据需要,对操作履历进行总清操作。按软功能键〖(操作)〗、并选择软功能键〖全清〗,接着按〖执行〗,可以清除全部操作履历。
4.操作履历的输出
操作履历可以通过CNC的数据输入/输出接口,以文本的形式输出到外部设备上。履历信息输出为ASCII码格式,输出文本示例如图10.1-11所示。
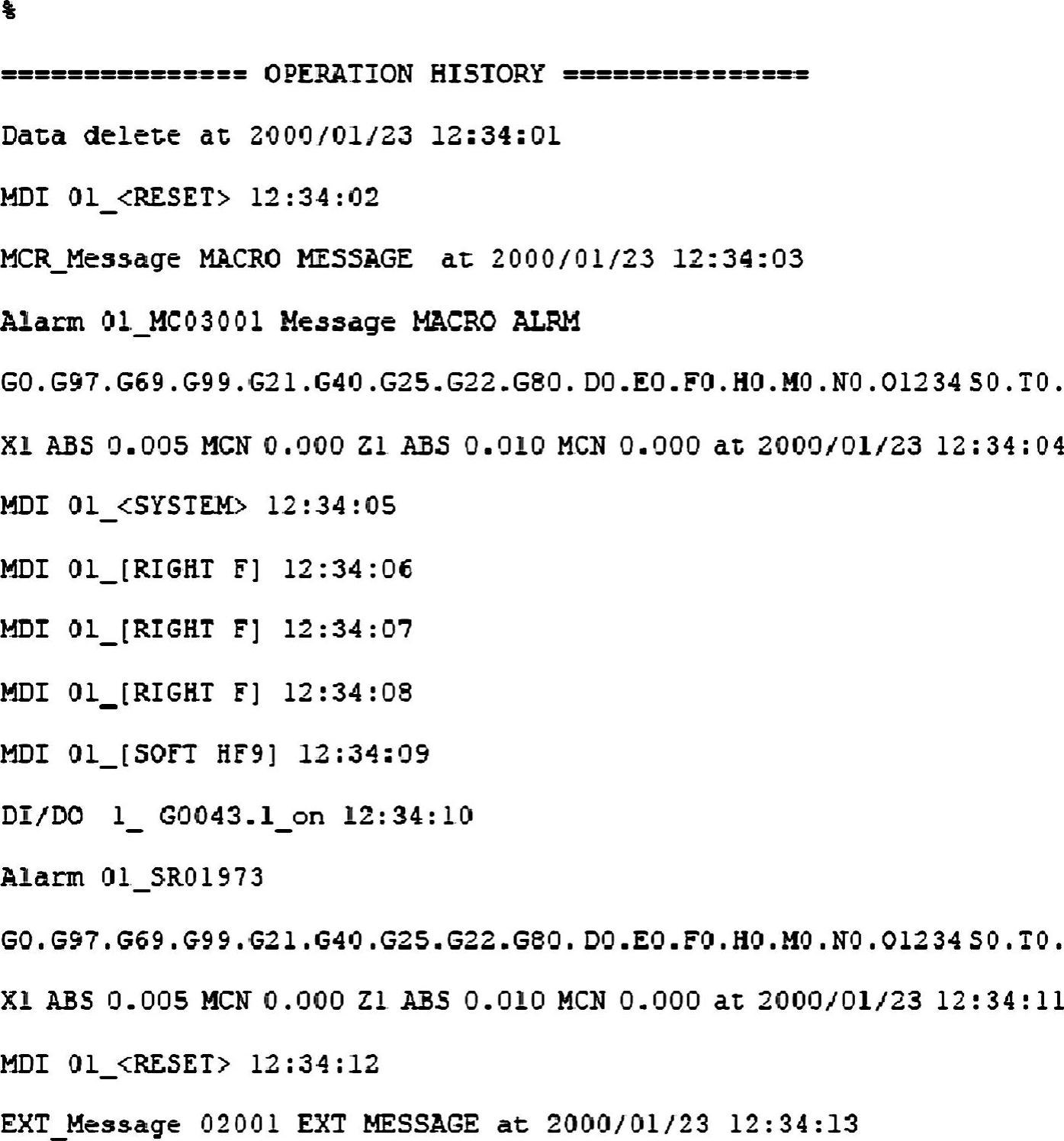
图10.1-11 操作履历文本示例
操作履历的文本输出操作步骤如下:
1)选择EDIT操作方式,按MDI面板的功能键【SYSTEM】,选择系统显示模式。
2)按软功能扩展键,显示软功能键〖操作履历〗(或〖操作历〗),LCD将显示〖操作履历〗(或〖操作历〗)和〖信号选择〗软功能键。
3)选择〖操作履历〗软功能键,LCD显示操作履历记录。
4)按软功能键〖(操作)〗后,选择软功能键〖文件输出〗。
5)通过MDI面板输入文件名后,按软功能键〖执行〗。如果没有输入文件名、直接按软功能键〖执行〗,其输出文件名将自动选择默认设定“OPRT_HIS.TXT”。
以文本形式输出的操作履历不仅包含了操作履历显示页的内容,而且还包括了不能在操作履历页面上显示的CNC报警文本、报警附加信息、外部操作信息、用户宏程序报警、刀具偏置的变更记录、坐标系原点偏置的变更记录、CNC参数的变更记录、用户宏程序变量的变更记录等全部内容。
有关FANUC-0iD编程与操作的文章

图8.1-1 绝对位置显示页面绝对位置是各坐标轴在工件坐标系上的理论位置,它不考虑坐标轴的位置跟随误差。图8.1-7 位置综合显示页面位置综合显示页面包括了相对位置、绝对位置、机床坐标系位置及自动运行时的剩余移动量等多项显示。表8.1-2 速度显示单位设定表......
2023-06-25

在8.4in LCD上,如CNC参数PRM11350.4设定为“1”,一个页面可同时显示5轴伺服负载表,如PRM11350.4设定为“0”,则只能显示4轴;其他轴的显示需要通过再次按〖监控〗键获得。......
2023-06-25

但是,在CNC参数PRM3111.7设定为“1”时,CNC发生报警后,只能在状态栏显示“ALM”标记,此时,操作者需要选择CNC的信息显示模式,显示CNC报警。图10.1-16 CNC波形诊断显示4)利用时间调整、范围调整和波形调整等软功能键,调整图形的时间比例、显示区间和放大、缩小波形。......
2023-06-25
发光二极管的最大工作电流与环境温度关系极大,如磷化镓管,温度低于25℃时,IFm为30mA,当温度高于80℃时,IFm为零。发光二极管可选用BT204-F型;限流电阻R可选用30kΩ。......
2023-06-20

LED七段数码管的主要特点①能在低电压、小电流条件下驱动发光,能与CMOS、ITL电路兼容。LED七段数码管的判别方法1)共阳共阴极好坏判别先确定显示器的两个公共端,两者是相通的。使用注意事项①对于型号不明、又无管脚排列图的LED七段数码管,用数字万用表的二极管挡可完成下列工作:a.判定数码管的结构形式;b.识别管脚;c.检查全亮笔段。如果显示的笔段残缺不全,说明数码管已局部损坏。......
2023-06-23

图3-46 喷印PLED显示器这种聚合物薄膜中在通过电流时会激发出光,因此可用于制作显示器。这一革新提供了一种低成本的彩色显示器制作方法,不但为PLED的产业化提供了可能,还使得它可以用柔软的塑料作为基底构成可弯曲的显示器,甚至可以是在一个不平整的表面上构成显示器。图3-47 喷印PLED显示器的主要过程......
2023-06-15

Operation Research原意是操作研究、作业研究、运用研究、作战研究,译作运筹学,它借用了《史记》“运筹策于帷幄之中,决胜于千里之外”一语中“运筹”二字,既显示其军事起源,又表明它在我国已早有萌芽。2)运筹学是依据给定目标和条件从众多方案中选择最优方案的最优化技术。运筹学开展活动是从二次大战初期军事任务开始的。图2-21 运筹学工作步骤5)参考所获最优解,作出正确决策。......
2023-07-15

图8.2-1 MDI程序输入显示4)自动运行:如果CNC处于自动运行状态,选择软功能键〖程序〗,可显示图8.2-2所示的、当前执行中的加工程序,光标将指示正在执行的程序段,在此基础上,可通过选择软功能键〖下一步〗,显示下一程序段的详细信息。在FS-0iTD上,如CNC参数PRM3192.7设定为“1”,还可在该页面上显示负载表,有关内容可参见8.1.2节。在使用8.4in LCD的CNC上,程序综合显示页面需利用软功能键〖检测〗进行显示,具体见后述。......
2023-06-25
相关推荐