但是,在CNC参数PRM3111.7设定为“1”时,CNC发生报警后,只能在状态栏显示“ALM”标记,此时,操作者需要选择CNC的信息显示模式,显示CNC报警。图10.1-16 CNC波形诊断显示4)利用时间调整、范围调整和波形调整等软功能键,调整图形的时间比例、显示区间和放大、缩小波形。......
2023-06-25
1.功能概述
CNC系统配置信息可以显示CNC系统的硬件、软件配置和伺服、主轴配置情况,以供CNC调试、功能设定或维修时更换CNC、伺服和主轴驱动器、电机、编码器等参考。
CNC系统配置信息可在CNC系统显示模式显示,由于系统配置必须有硬件、软件的支持,因此,使用者一般不能对其进行设定。显示CNC系统配置信息的基本操作步骤如下:
1)按MDI面板的功能键【SYSTEM】,选择系统显示模式。
2)按软功能键〖系统〗,LCD显示图10.1-5所示的系统配置信息显示页面。
系统配置信息显示页面,可通过软功能选择如下操作。
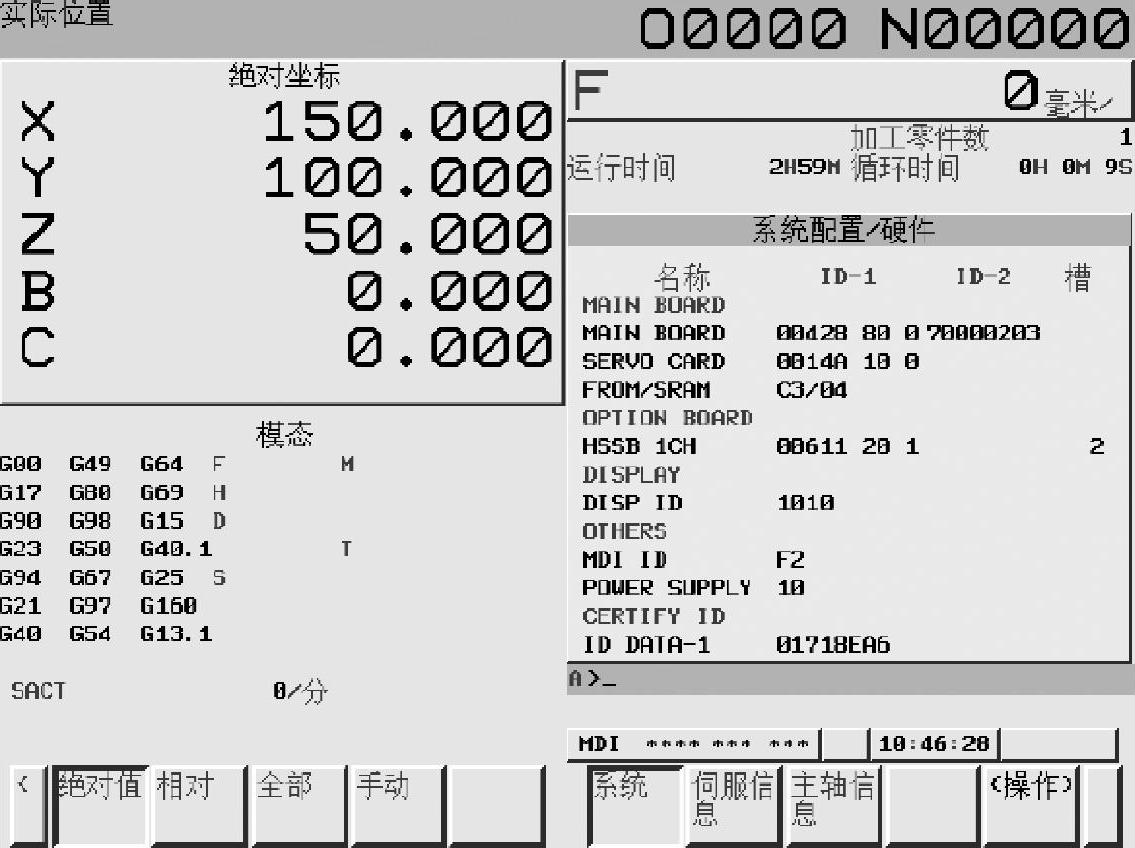
图10.1-5 系统配置信息显示
〖系统〗:可显示CNC装置上所安装的硬件模块、ID号、安装位置(插槽)等硬件配置信息以及所安装的软件名称、系列和版本等软件配置信息。
〖伺服信息〗(或〖伺服〗):可显示CNC当前FSSB网络所连接的伺服驱动器(包括伺服模块、电源模块)、伺服电机及编码器的规格和型号。
〖主轴信息〗(或〖主轴〗):可以显示当前CNC串行主轴总线所连接的主轴驱动器(包括伺服模块、电源模块)、主轴电机的规格和型号。
系统配置信息的显示和设定操作步骤如下。
2.系统信息
选择图10.1-5所示的系统配置信息显示页的软功能键〖系统〗,可显示图10.1-6所示的系统硬件、软件信息。由于系统功能的不同,硬件、软件显示可能有多页,显示页面可通过MDI面板的选页键【PAGE↑】、【PAGE↓】切换。
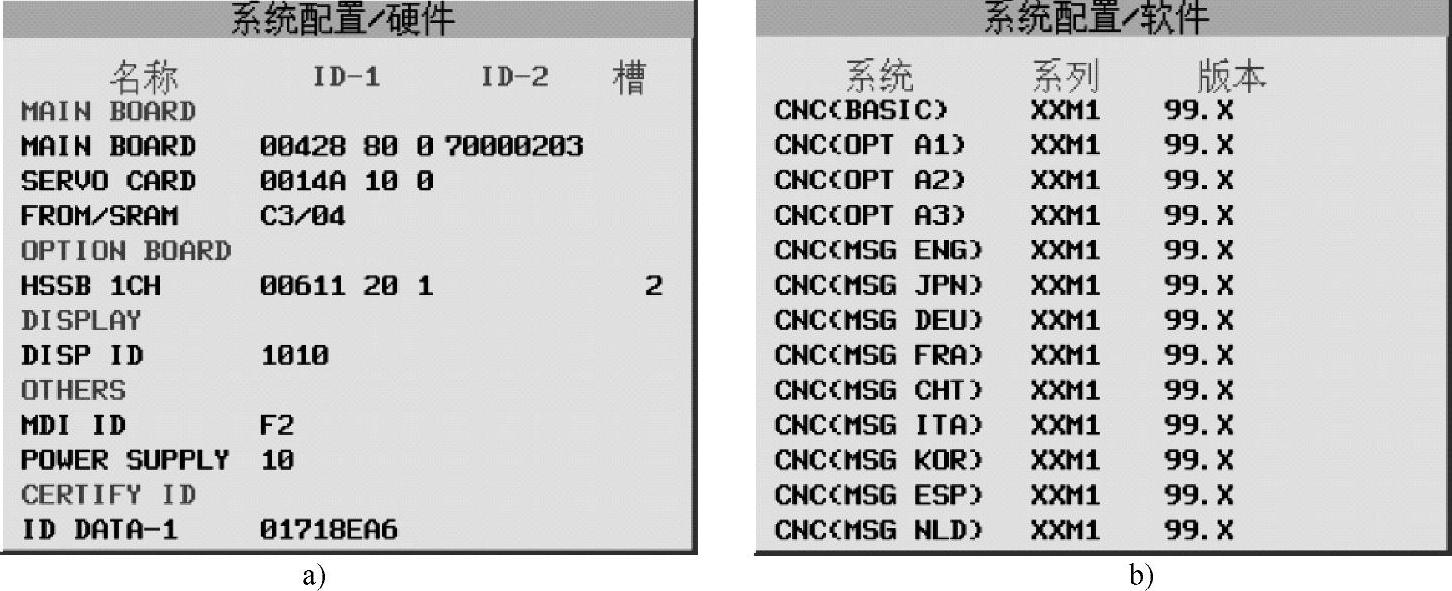
图10.1-6 系统信息显示
a)硬件显示 b)软件显示
系统硬件显示页的内容如下。
MAIN BOARD栏:显示主板以及主板上安装的轴控制卡、存储卡等硬件的ID号。
OPTION BOARD栏:显示扩展插槽上所安装的附加功能板的ID号和插槽位置。
DISPLAY栏:显示LCD的ID号。
OTHERS栏:显示CNC的MDI单元、电源模块等的ID号。
软件显示页可以显示软件的名称、系列和版本等信息。
3.伺服与主轴信息
在图10.1-5所示的系统配置信息显示页上,如按软功能键〖伺服信息〗(或〖伺服〗),可显示图10.1-7所示的伺服配置信息。伺服配置一般按照坐标轴显示,在多轴控制的CNC上,其显示有多页,操作者可通过MDI面板上的选页键【PAGE↑】、【PAGE↓】,进行坐标轴的切换。
在图10.1-5所示的系统配置信息显示页上,如按软功能键〖主轴信息〗(或〖主轴〗),可显示图10.1-8所示的主轴配置信息。在多主轴控制的CNC(如车削中心等),主轴配置信息显示有多页,不同主轴的显示可通过MDI面板上的选页键【PAGE↑】、【PAGE↓】,进行相互切换。
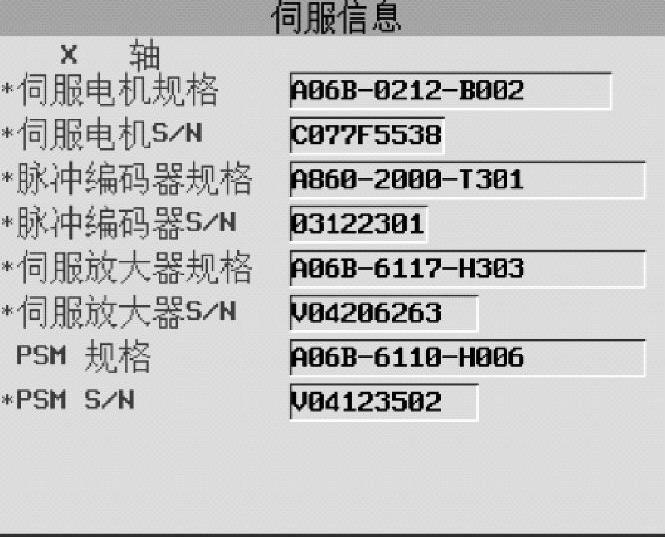
图10.1-7 伺服信息显示
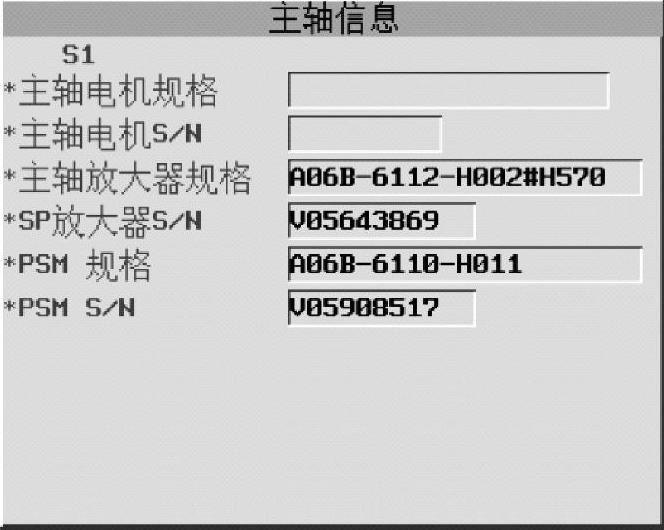
图10.1-8 主轴信息显示
有关FANUC-0iD编程与操作的文章

但是,在CNC参数PRM3111.7设定为“1”时,CNC发生报警后,只能在状态栏显示“ALM”标记,此时,操作者需要选择CNC的信息显示模式,显示CNC报警。图10.1-16 CNC波形诊断显示4)利用时间调整、范围调整和波形调整等软功能键,调整图形的时间比例、显示区间和放大、缩小波形。......
2023-06-25

图9.1-1 CNC参数显示2.参数设定使能在CNC调试与维修时,需要进行CNC参数的设定。设定写入保护的CNC参数时,需要先通过CNC的数据显示和设定操作,取消参数保护功能。当需要通过CNC电源OFF/ON生效的参数被修改时,LCD将显示报警“PW0000”,报警同样不影响后续参数的设定操作,可继续进行下一步操作。......
2023-06-25
2)按软功能键〖设定〗,LCD将显示CNC设定参数显示页面。在图8.3-1a所示的第1页上,可进行如下参数的显示与设定:1)写参数:设定“1”,可使能CNC参数的写入功能,允许修改全部CNC参数;设定“0”,禁止CNC参数的写入。图8.3-2 定时器设定显示4)通电时间:CNC通电的累积时间显示,显示值需要通过CNC参数PRM6750设定,在定时器显示页上只能查看。......
2023-06-25

3)利用LCD显示和检查CNC系统信息、诊断信息、报警信息、外部操作信息、定期维护信息等。5)利用FS-0iD集成的PMC编辑器,进行I/O信号状态、动态梯形图、信号时序图的显示与监控等。在系统显示模式下,操作可利用表9.1-1所示的软功能键,选择LCD显示内容并进行相关的设定操作。......
2023-06-25

图8.1-1 绝对位置显示页面绝对位置是各坐标轴在工件坐标系上的理论位置,它不考虑坐标轴的位置跟随误差。图8.1-7 位置综合显示页面位置综合显示页面包括了相对位置、绝对位置、机床坐标系位置及自动运行时的剩余移动量等多项显示。表8.1-2 速度显示单位设定表......
2023-06-25

2)由于参数的输入可能改变刀具的运动轨迹,故执行G10L52前应撤销固定循环、刀具补偿等模态指令。3)除非必要,建议在程序中不要改变与编程无关的CNC参数,以避免发生事故。......
2023-06-25

虚拟动画显示为FS-0iD附加功能,利用该功能,可显示工件的立体图形或3视图,模拟加工过程。图10.4-11 动画显示参数设定a)第1页 b)第2页2.动画显示虚拟动画显示前同样需要先选择程序,其操作方法与动态刀具轨迹显示相同。2)按软功能键〖执行〗,LCD显示图10.4-12所示的虚拟动画初始显示页面。......
2023-06-25

CNC报警履历和操作履历的记录、显示与CNC参数的设定有关,有关CNC报警履历的CNC参数设定要求将在10.1.4节进行介绍,与操作履历有关的CNC参数如下。设定“0”,操作履历不在LCD上显示;设定“1”,LCD可显示部分操作履历。PRM3195.7:操作履历总清软功能键显示设定。图10.1-10 操作履历显示号:为操作履历的序号,号越小、操作时间越早。......
2023-06-25
相关推荐