目前,通信系统中使用的主要视频通信终端为各种电视摄像机、计算机用摄像头、IP摄像机、电视接收机、视频监视器、计算机显示器以及可视电话机等。网络摄像机是新一代网络视频监控系统中的核心硬件设备,通常采用嵌入式架构,集成了视频音频采集、信号处理、压缩编码、智能分析、缓冲存储及网络传输等多种功能。图3.2可视电话终端系统框图......
2023-06-26
内置以太网卡、PCMCIA卡是FS-0iD常用的以太网通信接口,其通信设定的方法如下。
1.接口选择
FS-0iD的内置以太网卡和PCMCIA的以太网接口,可通过如下操作选择或切换:
1)按MDI面板的功能键【SYSTEM】,选择系统显示模式。
2)按扩展软功能键,直至显示软功能键〖内嵌〗、〖PCMCIA〗。
3)按软功能键〖内嵌〗或〖PCMCIA〗后,再按软功能键〖公共〗,LCD显示图9.4-2所示的以太网公共设定页面(基本)。
4)按软功能键〖(操作)〗,可显示以太网接口切换软功能键〖内嵌/PCMCIA〗,按此键选择以太网接口。然后,按软功能键〖执行〗,切换以太网接口,或按软功能键〖取消〗,取消接口切换操作。
2.FOCAS2/Ethernet设定
FS-0iD的FOCAS2/Ethernet应用程序接口的显示和设定方法如下:
1)按MDI面板的功能键【SYSTEM】,选择系统显示模式。
2)按扩展软功能键,直至显示软功能键〖内嵌〗、〖PCMCIA〗,并根据以太网卡的实际使用情况,选择软功能键〖内嵌〗或〖PCMCIA〗(两者的设定方法相同)。
3)按软功能键〖公共〗,LCD显示图9.4-2所示的以太网公共设定页面。在此页面上可显示内置以太网的MAC地址和当前有效的以太网接口;并进行CNC的IP地址、子网掩码、路由器地址等的设定。
4)按软功能键〖FOCAS2〗,LCD显示图9.4-3所示的FOCAS2/Ethernet应用程序接口设定页面。
对于一般应用,FOCAS2/Ethernet应用程序接口的TCP端口号设定为8193,UDP端口号和时间间隔设定为“0”。
例如,当一台计算机通过HUB和两台CNC进行图9.4-4所示的链接时,可在CNC上进行如下设定。
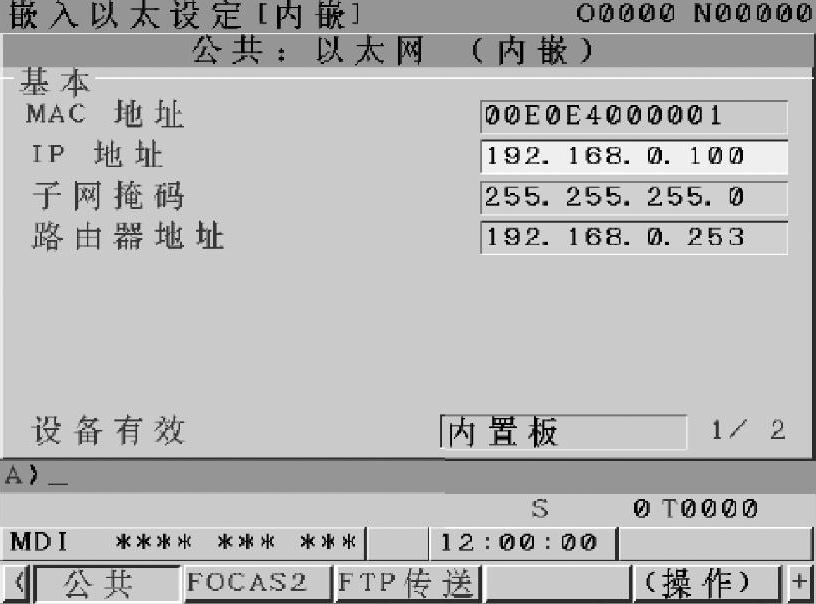
图9.4-2 以太网设定和显示页面

图9.4-3 以太网设定和显示页面
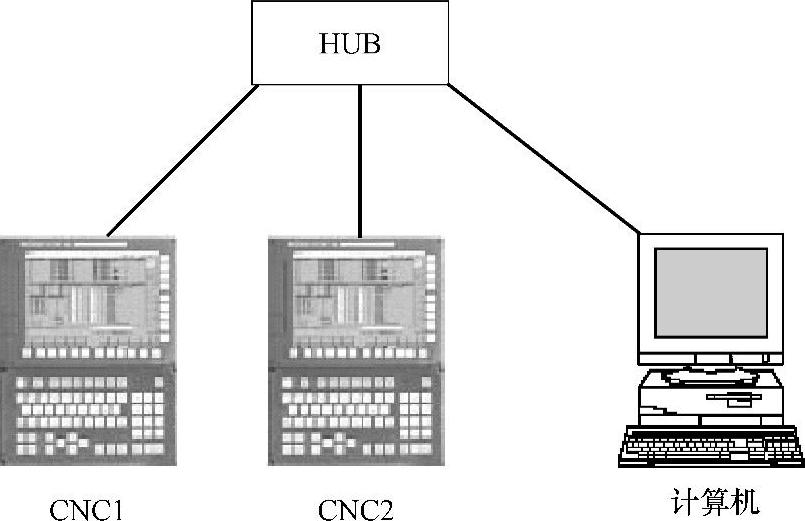
图9.4-4 以太网设定例
CNC1/2的IP地址:192.168.1.100/192.168.1.101;
CNC1/2的子网掩码:255.255.255.0;
CNC1/2的路由器地址:无;
CNC1/2的口编号(TCP):8193;
CNC1/2的口编号(UDP):0;
在使用Windows 2000/XP/Vista操作系统的计算机上,其Microsoft TCP/IP属性设定如下。
IP地址:192.168.0.200;
子网掩码:255.255.255.0;
默认网关:无。
在计算机的数据窗口程序库函数“cnc_allclibhndl3”的自变量中设定如下。
CNC1/2的NC IP地址:192.168.1.100/192.168.1.101;;
CNC1/2的口编号(TCP):8193。
在使用PCMCIA卡连接FANUC LADDER-III、SERVO GUIDE调试软件时,应使用如下出厂默认设定。
IP地址:192.168.1.1;
子网掩码:255.255.255.0;
路由器地址:无;
口编号(TCP):8193;
口编号(UDP):0;
时间间隔:0。
当使用FANUC CIMPLICITY i CELL软件时,UDP端口号和时间间隔设定应按照FANUC使用说明书进行。
3.FTP通信设定
FS-0iD作为客户机使用时,CNC可通过内置以太网卡或PCMCIA卡传输FTP文件,每台CNC可以连接的FTP通信数为1,FTP通信设定的操作步骤如下:
1)选择系统显示模式,在〖内嵌〗或〖PCMCIA〗的〖公共〗显示页面,完成图9.4-2所示的FOCAS2/Ethernet设定。
2)按软功能键〖FTP传送〗,LCD显示图9.4-5所示的FTP通信设定页面。显示页面有6页(3组),可通过MDI面板的选页键【PAGE↑】、【PAGE↓】切换。
3)按软功能键〖(操作)〗数次,使LCD显示软功能键〖主机〗(或〖选择主机〗)。
4)按软功能键〖主机〗,LCD显示软功能键〖连接1〗、〖连接2〗、〖连接3〗,CNC最多可设定3组通信连接参数,可根据需要选择连接。被选定的连接,其软功能键为反色显示。
5)通过MDI面板,在图9.4-5所示的显示页,设定如下通信参数。

图9.4-5 FTP通信设定
a)第1页 b)第2页
主机名:输入计算机的IP地址,如192.168.0.200等。
端口号:FTP通信的端口号一般应设定为“21”。
用户名:设定CNC在主机登录时的用户名,用户名最多允许为31字符。
密码:设定CNC登录时的密码。
登录地址:设定登录到主机的工作目录,如不设定,则使用主机上设定的本地目录登录。
例如,对于图9.4-4所示的计算机连接,其FTP的设定例如下。
CNC1/2的主机名:192.168.0.200;
CNC1/2的端口号:21;
CNC1/2的用户名:user;
CNC1/2的密码:user;
CNC1/2的登录地址:无。
在使用Windows 2000/XP/Vista操作系统的计算机的“用户账户”上设定如下。
用户名:user;
密码:user;
本地目录:默认值。
有关FANUC-0iD编程与操作的文章

目前,通信系统中使用的主要视频通信终端为各种电视摄像机、计算机用摄像头、IP摄像机、电视接收机、视频监视器、计算机显示器以及可视电话机等。网络摄像机是新一代网络视频监控系统中的核心硬件设备,通常采用嵌入式架构,集成了视频音频采集、信号处理、压缩编码、智能分析、缓冲存储及网络传输等多种功能。图3.2可视电话终端系统框图......
2023-06-26

当数控机床的进给部分发生故障时,维修人员便需要对伺服进给参数进行设定和调整,甚至执行伺服进给参数的初始化。8)机床伺服轴切削进给和快速移动的速度。图5-118 FANUC系统伺服数据加载过程1.伺服进给参数的设定伺服进给参数设定的条件1)确定CNC单元的类型及相应软件(功能),是FANUC 0C/0D系统、FANUC 16/18/21/0iA系统、FANUC 16i/18i/21i/0iB/0iC系统还是FANUC 0iD/30i/31i/32i系统。图5-120 进给伺服画面3)进给伺服画面下的伺服参数设定子画面。......
2023-06-23
移动卫星通信系统是为舰船、车辆、飞机、边远地点用户或运动部队提供通信手段的一种卫星通信系统。为了实现全球个人通信的目标,必须借助卫星通信系统的全球覆盖特点。因此未来的全球个人通信系统将是地面陆地移动通信系统、卫星移动通信系统与地面公共通信网的结合。由于用户在移动或卫星在移动,移动卫星通信系统技术与固定业务的卫星通信系统有较大的不同。卫星移动通信系统的卫星轨道应尽量避免在此两个圆环内。......
2023-06-26

Modbus RTU格式通信协议是以主从方式进行数据传输的,主站发送数据请求报文到从站,从站返回响应报文。表8-9 数据区用户级地址表示法1.S7-1200PLC的ModbusRTU通信串口通信模块CM1241 RS232和CM1241 RS485均支持Modbus RTU协议,可作为Modbus主站或从站与支持Modbus RTU的第三方设备通信。使用S7-1200串口通信模块进行Modbus RTU协议通常是非常简单的,先调用MB_COMM_LOAD指令来设置通信端口参数,然后调用MB_MASTER或MB_SLAVE指令作为主站和从站与支持MODBUS RTU的第三方设备通信。4)Modbus指令不使用通信中断时间来控制通信过程。......
2023-06-15
如按软功能键〖切换〗,则可重新切换到图9.1-5所示的伺服设定页面。图9.1-6 参数输入操作功能键显示a)电机旋转方向 b)编码器反馈方向2)按MDI面板的功能键选择系统显示模式后,通过软功能扩展键,显示软功能键〖伺服设定〗。图9.1-7 伺服设定参数输入显示图9.1-8 伺服调整显示......
2023-06-25

多媒体通信业务对网络的主要需求如下。支持可变比特率业务多媒体信息源通常具有动态的特性,在不同的时间周期会产生数目不定的数据,信息数据常常以突变和跳变的形式出现。多媒体通信系统必须满足上述各种业务的通信要求。在一次呼叫过程中可修改连接的特性在多媒体业务的连接过程中,用户有可能改变连接的某些特性,如对QoS提出新的要求等,系统应支持这种连接特性的改变。......
2023-06-26

S7-1200 PLC与S7-200 PLC之间的通信只能通过S7通信来实现,因为S7-200 PLC的以太网模块只支持S7通信。主要编程工作都在S7-200 PLC一侧完成,需要将S7-200 PLC的以太网模块设置成客户端,并用ETHx_XFR指令编程通信。输入通信伙伴S7-1200 PLC的IP地址为“192.168.0.2”。下载S7-200 PLC及S7-1200 PLC的所有组态及程序,并监控通信结果。在S7-200 PLC中,将“5”、“6”写入VB200、VB201,则在S7-1200 PLC的DB3中收到的数据也为“5”、“6”。......
2023-06-15

GMAW的焊接参数主要有焊丝直径、送丝速度、焊接电流、电弧电压、焊接速度、气体流量、焊丝伸出长度、电源极性、焊枪角度及焊接方向等。焊接参数的设定,一般应从质量、成本及生产效率等方面综合考虑。表1-5-7 直径0.5~5.0mm焊丝的适用范围2.焊接电流与送丝速度焊接电流的选择主要是根据工件厚度、焊丝直径及焊接位置的要求来确定。电弧电压对焊接过程的稳定性、焊缝成形、飞溅大小及短路频率等影响很大。......
2023-06-26
相关推荐