输入/输出设备主要包括鼠标、键盘、显示器和打印机等,下面分别介绍。鼠标是一种很常用的计算机输入设备,它可以对当前屏幕上的光标进行定位,并通过按键和滚轮装置对光标所经过位置的屏幕元素进行操作。鼠标的使用是为了使计算机的操作更加简便,可以代替键盘烦琐的指令。用户通过键盘向计算机输入各种指令、数据,指挥计算机的工作。......
2023-11-20
利用存储卡进行不同类型的CNC数据输入/输出操作方法如下。
1.加工程序的输入/输出
加工程序的输入操作步骤如下:
1)按MDI面板的功能键【SYSTEM】,选择系统显示模式。
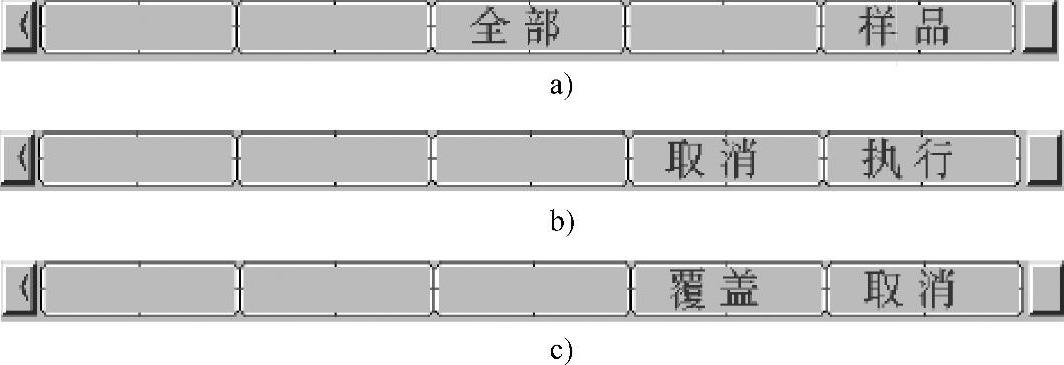
图9.3-5 参数输出的软功能键转换
a)参数输出范围选择 b)参数输出与取消 c)参数覆盖显示
2)按软功能扩展键,直至显示软功能〖所有IO〗,按此键选择数据输入/输出页面。
3)按软功能键〖程序〗,选择加工程序输入/输出操作。
4)将CNC操作方式置EDIT,并取消存储器保护。
5)按软功能键〖(操作)〗,并选择软功能键〖文件名读取〗(或〖N读取〗)。
6)根据需要,用MDI面板输入文件名后,按软功能键〖F名称〗;或者,用MDI面板输入程序号后,按软功能键〖O设定〗;选定需要输入的加工程序文件。
7)按软功能键〖执行〗,输入加工程序。程序输入时,LCD闪烁显示“输入”提示符,输入完成后消失。程序输入过程中,如按〖取消〗,可以中断程序输入操作。
加工程序的输出操作步骤如下:
1)~4)同程序输入。
5)按软功能键〖(操作)〗,并选择软功能键〖文件输出〗(或〖F输出〗)。
6)根据需要,用MDI面板输入文件名后,按软功能键〖F名称〗;或者,用MDI面板输入程序号后,按软功能键〖O设定〗;设定加工程序文件的名称或程序号。如需要输出全部加工程序,则用-9999代替文件名或程序号;输出文件名将被定义为“ALL-PROG.TXT”。
7)按软功能键〖执行〗,输出程序。程序输出时,LCD闪烁显示“输出”提示符,输出完成后消失。程序输出过程中,如按〖取消〗,可以中断程序输出操作。
2.CNC参数输入/输出
CNC参数输入前,必须将CNC参数的写入保护设定为“允许”状态,其操作步骤见9.1.1节。CNC参数的输入操作步骤如下:
1)按MDI面板的功能键【SYSTEM】,选择系统显示模式。
2)按软功能扩展键,直至显示软功能〖所有IO〗,按此键选择数据输入/输出页面。
3)按软功能键〖参数〗,选择CNC参数输入/输出操作。
4)将CNC操作方式置EDIT,或使得CNC进入急停状态。
5)按软功能键〖(操作)〗,并选择软功能键〖文件名读取〗(或〖N读取〗)。
6)根据需要,用MDI面板输入文件名后,按软功能键〖F名称〗,选定CNC参数文件;如果不输入文件名,则CNC自动选择默认的文件名“CNC-PARA.TXT”。
7)按软功能键〖执行〗,输入CNC参数。参数输入时,LCD闪烁显示“输入”提示符,输入完成后消失。参数输入过程中,如按〖取消〗,可以中断输入操作。
8)重新将CNC参数的写入保护恢复到“禁止”状态后,关闭CNC电源,重新启动生效CNC参数。
CNC参数的输出操作步骤如下:
1)~4)同CNC参数输入。
5)按软功能键〖(操作)〗,并选择软功能键〖文件输出〗(或〖F输出〗)。
6)根据需要,用MDI面板输入文件名后,按软功能键〖F名称〗,设定CNC参数的文件名称;如果不定义文件名,则CNC自动选择默认文件名“CNC-PARA.TXT”。
7)按软功能键〖执行〗,输出CNC参数。参数输出时,LCD闪烁显示“输出”提示符,输出完成后消失。参数输出过程中,如按〖取消〗,可以中断输出操作。
3.刀具补偿数据的输入/输出
刀具补偿数据的输入操作步骤如下:
1)按MDI面板的功能键【SYSTEM】,选择系统显示模式。
2)按软功能扩展键,直至显示软功能〖所有IO〗,按此键选择数据输入/输出页面。
3)按软功能键〖刀偏〗,选择刀具补偿数据输入/输出操作。
4)将CNC操作方式置EDIT,或使得CNC进入急停状态。
5)按软功能键〖(操作)〗,并选择软功能键〖文件名读取〗(或〖N读取〗)。
6)根据需要,用MDI面板输入文件名后,按软功能键〖F名称〗,选定刀具补偿数据文件;如果不输入文件名,则自动选择默认的文件名“TOOLOFST.TXT”。
7)按软功能键〖执行〗,输入刀具补偿数据。数据输入时,LCD闪烁显示“输入”提示符,输入完成后消失。数据输入过程中,如按〖取消〗,可以中断输入操作。
刀具补偿数据的输出操作步骤如下:
1)~4)同刀具补偿数据输入。
5)按软功能键〖(操作)〗,并选择软功能键〖文件输出〗(或〖F输出〗)。
6)根据需要,用MDI面板输入刀具补偿数据文件名后,按软功能键〖F名称〗,设定刀具补偿数据文件名称;如果不定义文件名,则CNC自动选择默认文件名“TOOLOFST.TXT”。
7)按软功能键〖执行〗,输出刀具补偿数据。数据输出时,LCD闪烁显示“输出”提示符,输出完成后消失。数据输出过程中,如按〖取消〗,可以中断输出操作。
4.螺距补偿数据的输入/输出
螺距补偿数据输入前,必须将CNC参数的写入保护设定为“允许”状态,其操作步骤见9.1.1节。螺距补偿数据的输入操作步骤如下:
1)按MDI面板的功能键【SYSTEM】,选择系统显示模式。
2)按软功能扩展键,直至显示软功能〖所有IO〗,按此键选择数据输入/输出页面。
3)按软功能键〖螺补〗,选择螺距补偿数据输入/输出操作。
4)将CNC操作方式置EDIT,或使得CNC进入急停状态。
5)按软功能键〖(操作)〗,并选择软功能键〖文件名读取〗(或〖N读取〗)。
6)根据需要,用MDI面板输入文件名后,按软功能键〖F名称〗,选定螺距补偿数据文件;如果不输入文件名,则自动选择默认的文件名“PITCH.TXT”。
7)按软功能键〖执行〗,输入螺距补偿数据。数据输入时,LCD闪烁显示“输入”提示符,输入完成后消失。数据输入过程中,如按〖取消〗,可以中断输入操作。
8)重新将CNC参数的写入保护恢复到“禁止”状态后,关闭CNC电源,重新启动生效CNC参数。
螺距补偿数据的输出操作步骤如下:
1)~4)同螺距补偿数据输入。
5)按软功能键〖(操作)〗,并选择软功能键〖文件输出〗(或〖F输出〗)。
6)根据需要,用MDI面板输入螺距补偿数据文件名后,按软功能键〖F名称〗,设定螺距补偿数据文件名称;如果不定义文件名,则CNC自动选择默认的文件名“PITCH.TXT”。
7)按软功能键〖执行〗,输出螺距补偿数据。数据输出时,LCD闪烁显示“输出”提示符,输出完成后消失。数据输出过程中,如按〖取消〗,可以中断输出操作。
宏程序变量的输入操作步骤如下:
1)按MDI面板的功能键【SYSTEM】,选择系统显示模式。
2)按软功能扩展键,直至显示软功能〖所有IO〗,按此键选择数据输入/输出页面。
3)按软功能键〖宏程序〗,选择宏程序变量输入/输出操作。
4)将CNC操作方式置EDIT,或使得CNC进入急停状态。
5)按软功能键〖(操作)〗,并选择软功能键〖文件名读取〗(或〖N读取〗)。
6)根据需要,用MDI面板输入文件名后,按软功能键〖F名称〗,选定宏程序变量文件;如果不输入文件名,则自动选择默认的文件名“MACRO.TXT”。
7)按软功能键〖执行〗,输入宏程序变量。数据输入时,LCD闪烁显示“输入”提示符,输入完成后消失。数据输入过程中,如按〖取消〗,可以中断输入操作。
宏程序变量的输出操作步骤如下:
1)~4)同宏程序变量输入。
5)按软功能键〖(操作)〗,并选择软功能键〖文件输出〗(或〖F输出〗)。
6)根据需要,用MDI面板输入宏程序变量文件名后,按软功能键〖F名称〗,设定宏程序变量文件名称;如果不定义文件名,则CNC自动选择默认的文件名“MACRO.TXT”。
7)按软功能键〖执行〗,输出宏程序变量。数据输出时,LCD闪烁显示“输出”提示符,输出完成后消失。数据输出过程中,如按〖取消〗,可以中断输出操作。
6.工件坐标系偏置的输入/输出
工件坐标系偏置的输入操作步骤如下:
1)按MDI面板的功能键【SYSTEM】,选择系统显示模式。
2)按软功能扩展键,直至显示软功能〖所有IO〗,按此键选择数据输入/输出页面。
3)按软功能键〖工件坐标系〗,选择工件坐标系偏置输入/输出操作。
4)将CNC操作方式置EDIT,或使得CNC进入急停状态。
5)按软功能键〖(操作)〗,并选择软功能键〖文件名读取〗(或〖N读取〗)。
6)根据需要,用MDI面板输入文件名后,按软功能键〖F名称〗,选定工件坐标系偏置文件;如果不输入文件名,则自动选择默认的文件名“EXT_WKZ.TXT”。
7)按软功能键〖执行〗,输入工件坐标系偏置。数据输入时,LCD闪烁显示“输入”提示符,输入完成后消失。数据输入过程中,如按〖取消〗,可以中断输入操作。
工件坐标系偏置的输出操作步骤如下:
1)~4)同工件坐标系偏置输入。
5)按软功能键〖(操作)〗,并选择软功能键〖文件输出〗(或〖F输出〗)。
6)根据需要,用MDI面板输入工件坐标系偏置文件名后,按软功能键〖F名称〗,设定工件坐标系偏置文件名称;如果不定义文件名,则CNC自动选择默认的文件名“EXT_WKZ.TXT”。
7)按软功能键〖执行〗,输出工件坐标系偏置。数据输出时,LCD闪烁显示“输出”提示符,输出完成后消失。数据输出过程中,如按〖取消〗,可以中断输出操作。
7.屏幕截取数据输出
利用屏幕截取(FANUC手册称画面硬拷贝)功能,可将当前的LCD显示页面,BMP格式的图片数据,输出到存储卡上,并利用电脑对其进行显示和编辑。
屏幕截取可以用于所有CNC正常的显示,它与CNC的操作、显示方式无关;但是,引导系统操作页面(BOOT显示)、IPL操作页面、CNC报警页面的截取。此外,当CNC正在执行DNC运行或数据输入/输出操作的显示页面,也不能执行屏幕截取操作。
屏幕截取数据的输出操作步骤如下:
1)选择存储卡接口,并按照存储卡。
2)按MDI面板上的编辑键【SHIFT】并保持5s以上,或将PMC→CNC的接口信号HCREG(G067.7)从状态“0”变成“1”,启动屏幕截取功能。
3)CNC获取屏幕数据,LCD显示静止数秒;数据获取完成后,自动将LCD转换为BMP格式的图片数据,并输出到存储卡上。在屏幕截取功能执行期间,CNC→PMC的接口信号HCEXE(F061.3)成为“1”;截取完成后恢复“0”。
4)在CNC获取屏幕数据期间,按编辑键【CAN】,或将PMC→CNC的接口信号HCABT(G067.6)设定为“1”,可以直接中断屏幕截取功能。屏幕截取功能中断时,CNC→PMC的接口信号HCAB2(F061.2)成为“1”并保持,直到重新启动屏幕截取操作或进行CNC的复位操作。截取中断时,输出到存储卡上的图片文件将不完整。
一个存储卡最多可以保存1000张屏幕截取图片,根据截取次序,图片文件依次以HD-CPY000.BMP~HDCPY999.BMP命名。当存储卡上已经存在同名文件时,LCD将显示报警SR1973;如果存储卡容量不足,LCD将显示报警SR1962。LCD出现报警SR1973和SR1962时,图片数据不能自动保存,此时,需要对存储卡进行文件重新命名或删除操作。
有关FANUC-0iD编程与操作的文章

输入/输出设备主要包括鼠标、键盘、显示器和打印机等,下面分别介绍。鼠标是一种很常用的计算机输入设备,它可以对当前屏幕上的光标进行定位,并通过按键和滚轮装置对光标所经过位置的屏幕元素进行操作。鼠标的使用是为了使计算机的操作更加简便,可以代替键盘烦琐的指令。用户通过键盘向计算机输入各种指令、数据,指挥计算机的工作。......
2023-11-20

输入模块和输出模块简称为I/O模块,是联系外部设备与CPU的桥梁。输入模块输入模块一般由输入接口、光耦合器、PLC内部电路输入接口和驱动电源4部分组成。在PLC内部电源容量允许前提下,有源输入器件可以采用PLC输出电源,否则必须外接电源。当输入信号为模拟量时,信号必须经过专用的模拟量输入模块进行A/D转换,然后通过输入电路进入PLC。输入/输出模块除了传递信号外,还具有电平转换与隔离的作用。......
2023-06-15
前面已经讨论了数组的输入输出,采用循环结构同样可以实现字符数组的输入输出。程序设计中常常希望将字符串作为整体进行输入输出处理,C标准库中提供了专门用于字符串输入输出的函数。字符串输入输出示例。......
2023-11-20

输入输出分析法又称“黑匣”或“黑箱”分析法。由于在构思方案的全过程中,设计者不断地运用发散和收敛思维,因此,输入输出分析法在构思方案时可以同时发挥两种创新思维方法的优点,既不受思考路径的限制,充分调动设计者具有的各方面的知识和经验,又能充分利用已知的知识和经验,将众多的信息逐步引导到条理化的逻辑序列中,最终得到一个合乎逻辑的设计方案。......
2023-06-26

数字输入和输出是计算机技术的基础。数字输入/输出接口通常用于与外部设备的通信和产生某些测试信号。数字输入/输出接口处理的是二进制的开关信息,ON通常为5V的高电平,在程序中的值为TRUE;OFF通常为0V的低电平,在程序中的值为FALSE。数字输出常用以表示是否超过临界值,或可为电路供电。数字输入则用以触发信号的采集任务。3)选择数字线后,运行该VI。......
2023-07-02

PLC的编程语言一般有_______、_______、_______等。PLC 按结构形式划分主要有_______和_______两种。PLC 中输入和输出信号的数量,也就是输入、输出端子数总和称为______________。PLC的输出形式一般分为______________、______________和______________三种形式。A.1967年B.1968年C.1969年D.1970年PLC 控制系统能取代继电-接触器控制系统的()部分。A.8B.16C.4D.2在对PLC 进行分类时,I/O 点数为()点时,可以看作是大型PLC。简述PLC的主要特点。......
2023-06-27

上一节我们通过约束时钟来约束了寄存器间的时序路径,这一节我们要讨论的是模块输入输出路径的约束。如下例所示,我们用set_input_delay设置M逻辑的延迟在0.6ns以内,其中-max选项表示M逻辑延迟最大不超过0.6ns,后面中括号内返回的是除了时钟端口以外的所有输入端口的物集。图6.17 输入路径的约束如图6.18所示,要综合组合逻辑S,我们必须提供给DC被综合模块后一级模块输入路径上的组合逻辑T的延迟,DC才能计算出逻辑S的最大延迟。图6.18 输出路径的约束......
2023-06-26

选择主菜单命令File→Import可以完成该功能,输入几何模型对话框如图4-36所示。图4-36 输入几何模型对话框SAMCEF Field可以接受以下文件格式。有关Catia输入的一些附加说明见软件的帮助文件。用户应该尽可能地避免使用IGES文件格式,因为这种文件格式通常容易丢失一些信息。如果将Load shape parametrization复选框关闭,则在输入大的模型时可以减少内存的使用。......
2023-10-27
相关推荐