数字输入和输出是计算机技术的基础。数字输入/输出接口通常用于与外部设备的通信和产生某些测试信号。数字输入/输出接口处理的是二进制的开关信息,ON通常为5V的高电平,在程序中的值为TRUE;OFF通常为0V的低电平,在程序中的值为FALSE。数字输出常用以表示是否超过临界值,或可为电路供电。数字输入则用以触发信号的采集任务。3)选择数字线后,运行该VI。......
2023-07-02
1.接口与设定
CNC的绝大数据都可通过外部数据输入/输出接口输入或输出。数据输入/输出需要用如下CNC参数选定接口。
PRM0000.1:RS232C串行接口1、2输入/输出数据格式选择1。设定“0”,为EIA代码;设定“1”,为ISO或ASCII代码。
PRM0020:输入/输出接口选择。设定“0”为CNC主板RS232C接口,设定“1”为图9.3-1a上的JD36A,由于CNC主板接口和JD36A接口直接连接,因此,当使用JD36A时,可以设定为“0”。设定“1”为图9.3-1a上的JD36B;设定“2”为图9.3-1b上的存储卡接口;设定“5”为数据服务器接口(选件);设定“9”为以太网接口。
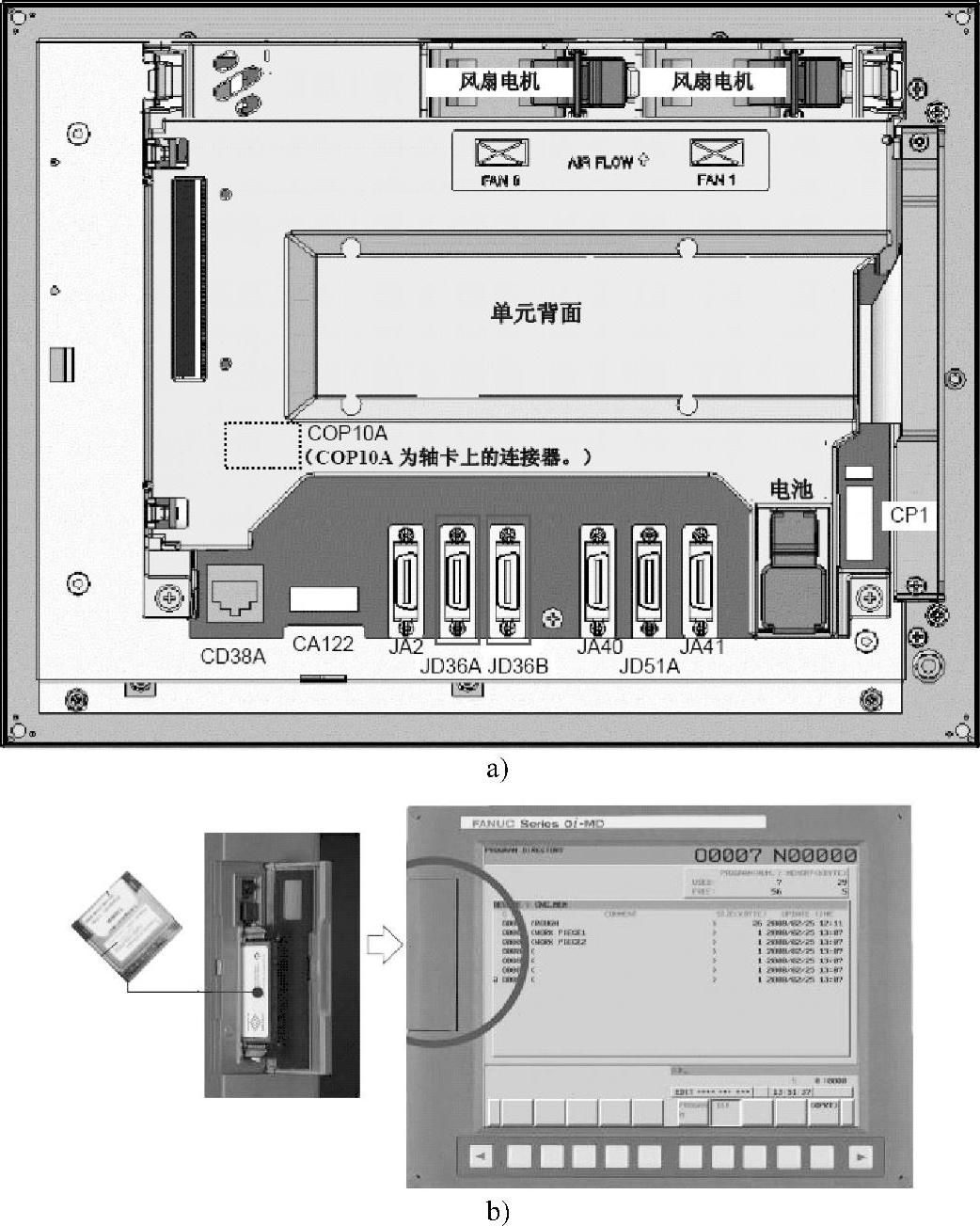
图9.3-1 FS-0iD的数据输入/输出接口
a)RS232C接口1、2 b)存储卡接口
PRM0101.3:RS232C串行接口1、2输入/输出数据格式选择2。设定“0”,数据输入时代码自动设别,数据输出时由参数PRM0000.1设定;设定“1”,ASCII代码,选择ASCII码需要将参数PRM0000.1设定为1。
PRM0102:输入/输出设备选择。设定“0”,不使用控制代码DC1~DC4的标准RS232C设备;设定“4”,使用控制代码DC1~DC4的标准RS232C设备;设定“3”,为FANUC软驱(FLOPPY);其他设定用于FANUC输入/输出设备,如FANUC PPR等。
PRM0103:数据传输波特率。常用的设定有“10”(4800bit/s);“11”(9600bit/s);“12”(19200bit/s)等。
PRM0139.0:存储卡接口代码选择。设定“0”为ASCII;设定“1”为ISO代码。
PRM0908.0:数据服务器接口代码选择。设定“0”为ASCII;设定“1”为ISO代码。
2.输入/输出操作
CNC的数据输入/输出可通过存储卡接口、RS232C串行接口、内置以太网或PCMCIA的以太网接口等进行。存储卡使用简捷、方便,是目前的常用设备,它可在系统显示模式下、选择软功能键〖所有IO〗,进行数据输入/输出操作,其操作步骤详见后述。FS-0iD标准配置已安装内置以太网接口,FS-0iMateD可通过选配PCMCIA,通过以太网通信,传送FTP文件,有关内容详见9.4节。
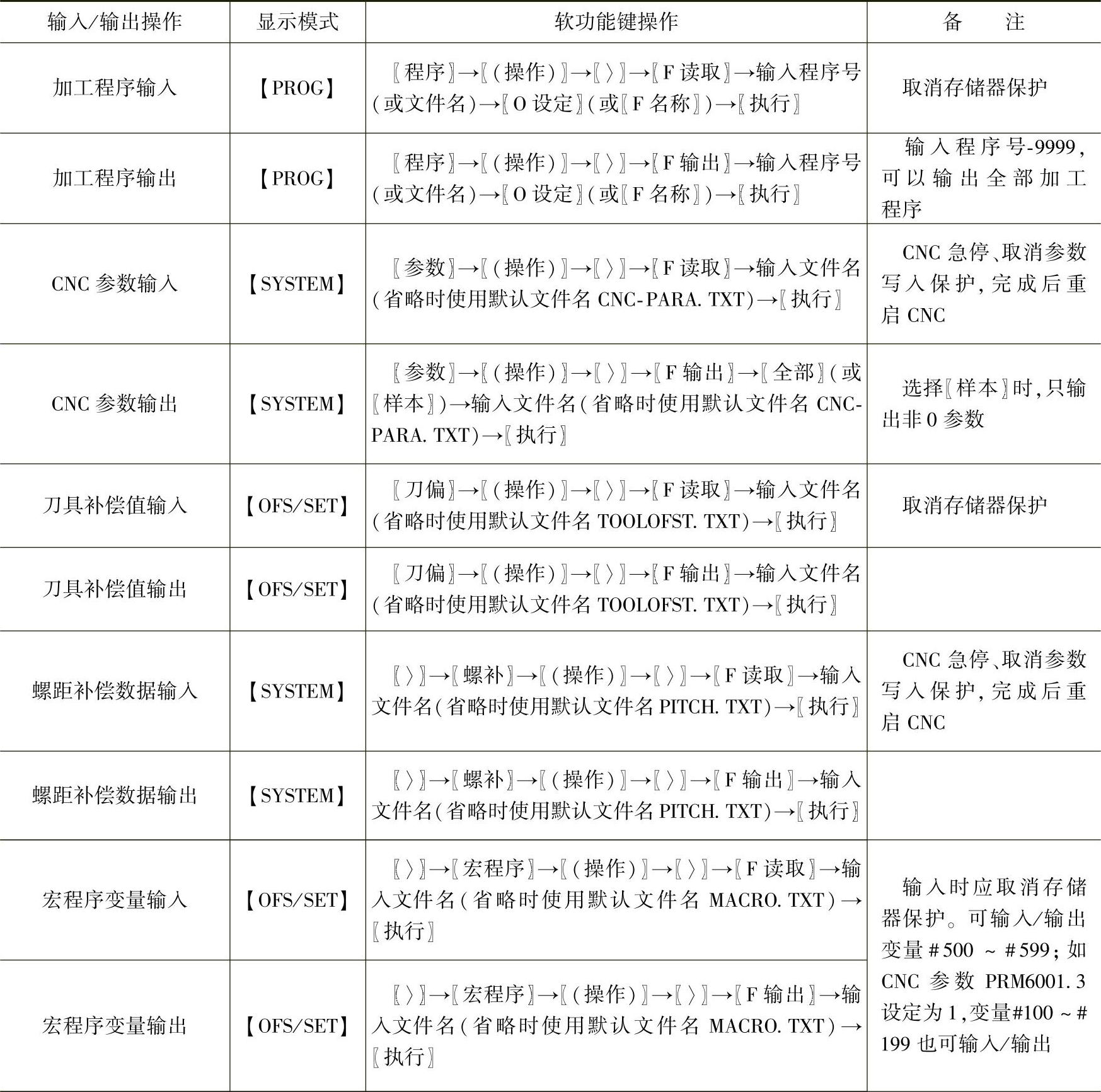
利用标准串行接口RS232C的数据输入/输出,可在CNC选择EDIT操作方式后,根据不同的显示模式和操作菜单下,按表9.3-1进行CNC数据输入/输出操作。数据输入时的软功能键〖F读取〗在10.4inLCD上为〖文件读取〗;数据输出时的软功能键〖F输出〗、〖操作历〗,在10.4inLCD上分别为〖文件输出〗、〖操作履历〗。
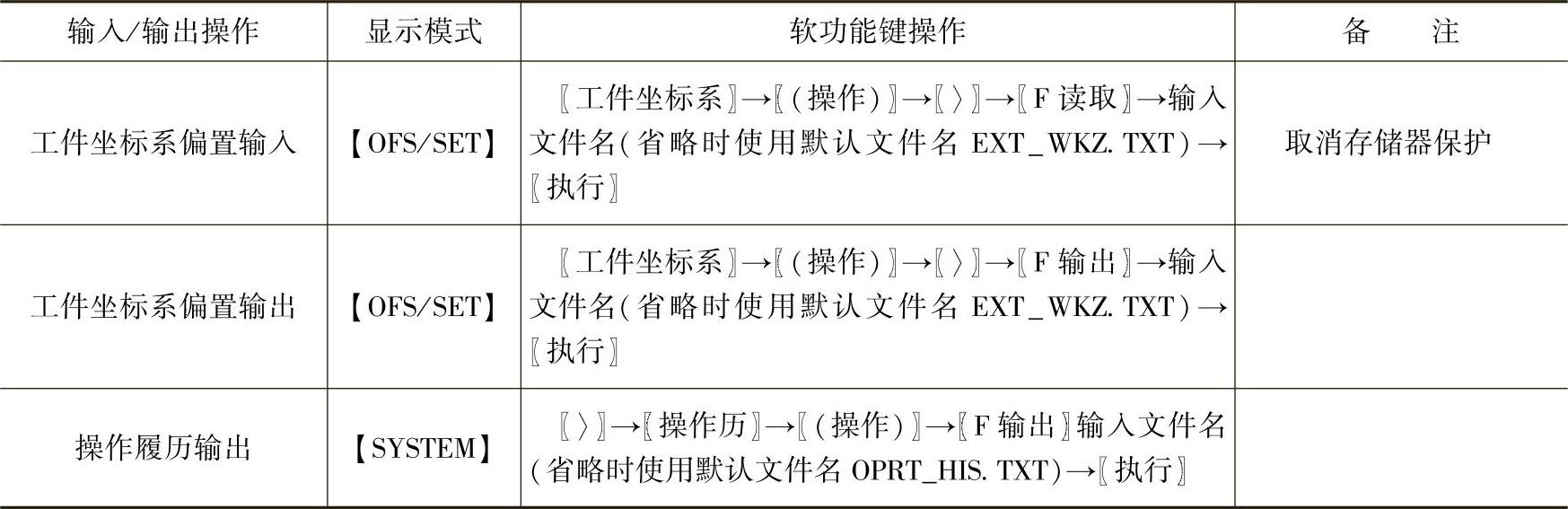
表9.3-1 数据输入/输出操作一览表
(续)
3.文件名称和格式
除了屏幕拷贝数据输出外,其他利用存储卡或RS232C接口输入/输出的CNC数据为文本文件。进行数据输入/输出时,如没有指定文件名,CNC将自动选择表9.3-2中的默认文件名。
表9.3-2 数据输入/输出默认文件名一览表

表中的输入/输出数据文件均以“%”或“LF”作为开始标记,随后是数据内容,最后以“%”结束。例如,加工程序的文件格式如下,程序段的结束符“;”不能输出:

而刀具补偿数据、螺距补偿数据则以G10指令的编程格式输出,有关内容可参见第2章2.5.3节。例如,FS-0iMD选择刀具补偿C时,其数据输出格式如下:
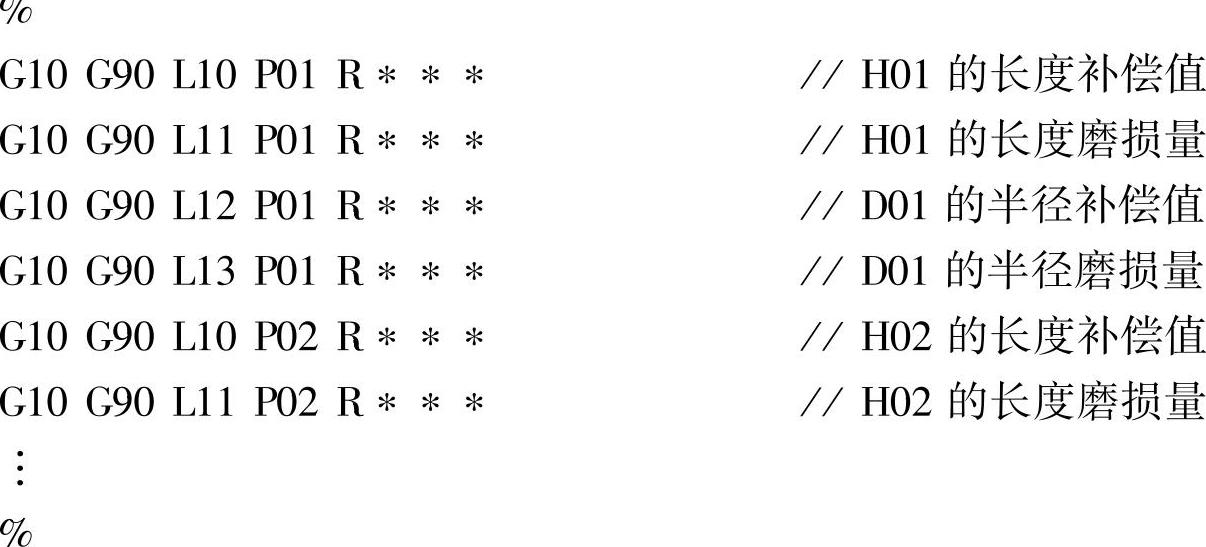
而在FS-0iTD上,如果设定PRM8136.6=0,其数据输出格式如下:

4.FANUC软驱操作
通过选配FANUC软驱,CNC数据可以通过软驱传送,数据输入/输出操作步骤如下:
1)将CNC的输入/输出接口参数设定为FANUC软驱(FANUC FLOPPY);操作方式选择EDIT后,按MDI面板的功能键【PROG】,选择程序显示模式。
2)按软功能扩展键,直至显示软功能〖一览〗,按此键选择程序一览表显示。
3)按软功能键〖(操作)〗后,选择软功能键〖设备选择〗(或〖设备〗)。
4)按软功能键〖软驱〗,LCD将显示图9.3-2所示的软驱文件一览表。
显示页各栏的含义如下。
DNC运行目录:显示进行DNC运行的文件名称。
登录程序:显示已经登录的文件数量。
号/文件名:显示文件号/文件名称。
5)利用MDI面板上的光标移动键【←】/【→】选定文件,按编辑键【INPUT】,指定文件即被选定。
在软驱文件一览表显示后,便可显示以下操作软功能键,进行文件的检索、删除和输入/输出操作。软驱输入/输出的操作步骤和存储卡输入/输出相同,可参见后述的说明。
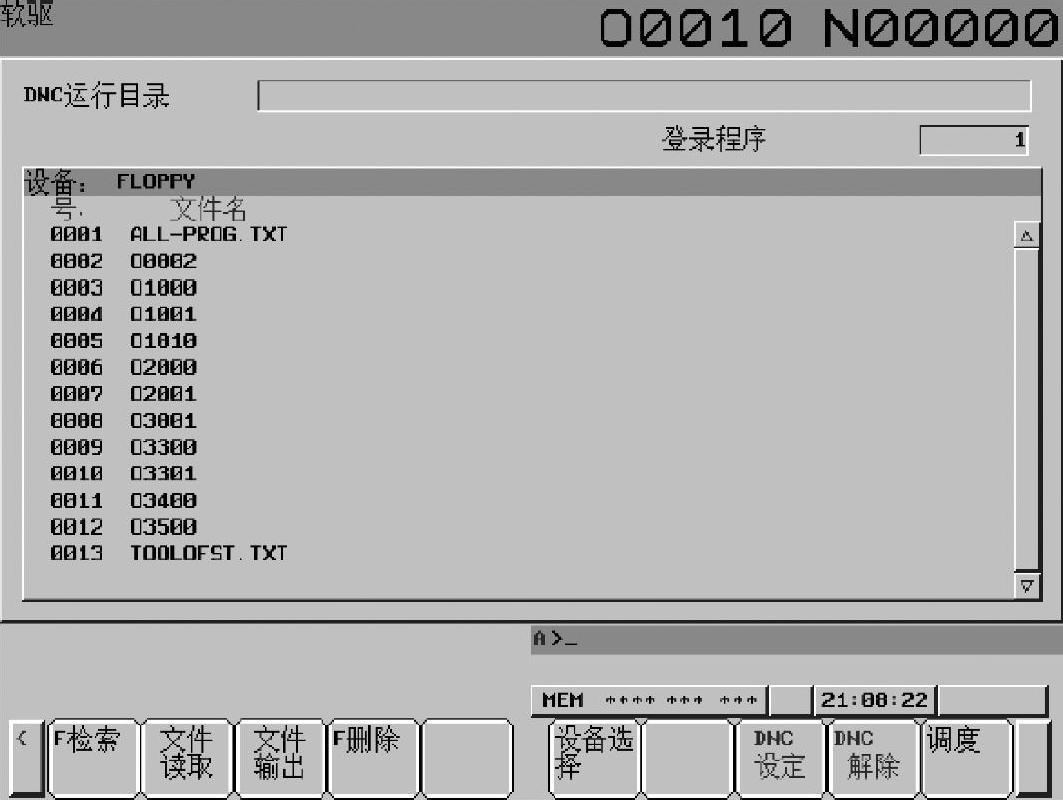
图9.3-2 FANUC软驱文件显示
〖F检索〗:选择后检索所需要的文件。
〖文件读取〗(或〖F读取〗):可将指定的文件从软驱读入到CNC存储器上。
〖文件输出〗(或〖F输出〗):可将指定的文件从CNC存储器输出到软驱上。
〖F删除〗:可将指定的文件从软驱上删除。
有关FANUC-0iD编程与操作的文章

数字输入和输出是计算机技术的基础。数字输入/输出接口通常用于与外部设备的通信和产生某些测试信号。数字输入/输出接口处理的是二进制的开关信息,ON通常为5V的高电平,在程序中的值为TRUE;OFF通常为0V的低电平,在程序中的值为FALSE。数字输出常用以表示是否超过临界值,或可为电路供电。数字输入则用以触发信号的采集任务。3)选择数字线后,运行该VI。......
2023-07-02

微机控制器使用2个8255芯片作为输入输出接口电路,如图6-27所示。图6-27输入输出接口电路8255芯片提供与CPU连接的3个总线接口,即数据线接口、地址线接口、控制线接口,同时提供与外部设备连接的3个8位接口A、B、C口。......
2023-06-26

C语言中没有输入输出语句,C程序中的输入和输出主要是通过C编译系统提供的输入输出函数来实现。程序中使用最多的是格式输出函数printf、格式化输入函数scanf、字符输入函数getchar以及字符输出函数putchar,它们是I/O类标准库函数。在C程序中输出数据时,必须按照被输出数据项的数据类型来控制格式的选择。例如,%6.2f说明输出域宽为6位,整数部分占3位,小数部分占2位。格式控制字符串用于规定为程序提供数据的样式。......
2023-11-20

PLC的编程语言一般有_______、_______、_______等。PLC 按结构形式划分主要有_______和_______两种。PLC 中输入和输出信号的数量,也就是输入、输出端子数总和称为______________。PLC的输出形式一般分为______________、______________和______________三种形式。A.1967年B.1968年C.1969年D.1970年PLC 控制系统能取代继电-接触器控制系统的()部分。A.8B.16C.4D.2在对PLC 进行分类时,I/O 点数为()点时,可以看作是大型PLC。简述PLC的主要特点。......
2023-06-27

批处理操作系统按照用户预先规定好的步骤控制作业的执行,实现计算机操作的自动化。分时操作系统支持多个终端用户,同时以交互方式使用计算机系统,为用户在测试、修改和控制程序执行方面提供了灵活性。实时操作系统是实现实时控制的系统,它由外部信号触发而工作,并在特定的时间内完成处理,且给出反馈信号。......
2023-11-17
输入/输出设备主要包括鼠标、键盘、显示器和打印机等,下面分别介绍。鼠标是一种很常用的计算机输入设备,它可以对当前屏幕上的光标进行定位,并通过按键和滚轮装置对光标所经过位置的屏幕元素进行操作。鼠标的使用是为了使计算机的操作更加简便,可以代替键盘烦琐的指令。用户通过键盘向计算机输入各种指令、数据,指挥计算机的工作。......
2023-11-20
2)由于参数的输入可能改变刀具的运动轨迹,故执行G10L52前应撤销固定循环、刀具补偿等模态指令。3)除非必要,建议在程序中不要改变与编程无关的CNC参数,以避免发生事故。......
2023-06-25
C++的标准输入/输出流库用于数据的输入/输出,用于输入/输出的流库包含在头文件iostream.h中。表1.4常用的输入/输出流操纵符显示常数使用cout可以显示字符串和数字,并可显示多个值。因此,用户输入数据时要避免输入的数据超出指定变量的值域。程序的执行结果如下:注意:使用cin输入一个字符串时,其中不能含有空格,否则,cin认为输入结束。......
2023-11-07
相关推荐