YL-335B需要设置的伺服参数不多,只在前面板上进行设置就行。伺服系统的参数设置应满足控制要求,并与PLC的输出相匹配,如表2-13所示。......
2023-06-15
伺服增益调整是CNC根据机械负载情况,设定、计算和优化伺服驱动系统速度调节器增益的过程。FS-0iD的伺服增益调整可通过自动调整和手动调整两种方法进行,设定和优化的CNC参数有负载惯量比(PRM2021)、切削进给时的速度调节器增益倍率(PRM2107)、高速HRV控制时的速度调节器增益倍率(PRM2335),伺服增益调整的方法如下。
1.增益调整的选择
伺服增益调整必须选择MDI操作方式,并将CNC的参数写入保护设定为允许(可以)状态,否则,CNC将显示操作出错信息“错误方式”、“写保护”。进入伺服增益调整的操作步骤如下:
1)通过9.2.1节的快捷设定操作步骤1)、2),显示图9.2-1所示的CNC参数快捷设定栏目选择页面。
2)利用MDI面板上的光标移动键【↑】、【↓】,选择“伺服增益调整”栏,按软功能键〖选择〗,LCD显示图9.2-9所示的伺服增益调整页面。

图9.2-9 伺服增益调整显示
显示页中的“切削倍率”栏显示的是切削进给时的速度调节器增益倍率参数PRM2107;“高速HRV”栏显示的是高速HRV控制时的速度调节器增益倍率参数PRM2335;“速度控制增益”栏显示的是CNC根据负载惯量比(参数PRM2021)计算得到的速度调节器增益值,其计算式如下:
速度控制增益=(256+PRM2021)/256
以上参数均以百分率形式显示。
显示页中的“速度控制增益调整状态”栏显示的是坐标轴实施自动调整操作后的执行结果信息,可显示如下内容。
无显示:表示指定轴尚未进行自动调整操作,或执行自动调整所得到的参数被手动调整或其他方式所修改。
调整结束:表示指定轴已实施、并完成自动调整操作。
调整中:表示指定轴装置实施自动调整操作。
初期状态不正确:表示指定轴的参数设定有误,不能正常完成自动调整操作。
显示页中的软功能键〖手动调整〗(或〖手调〗)用来选择手动调整方式;软功能键〖全轴〗、〖选择轴〗用来选择自动调整方式。选择手动调整时,需要通过MDI输入速度控制增益、切削进给时的速度调节器增益倍率(切削倍率)、高速HRV控制时的速度调节器增益倍率(高速HRV)参数;选择自动调整时,CNC可通过伺服分析软件,自动计算和设定以上参数。
伺服增益调整可根据实际情况,选择不同的调整方式,并按以下操作步骤进行。
2.全部轴自动调整
如果需要对CNC的全部轴一次性实施自动调整操作,可选择图9.2-9上的软功能键〖全轴〗,LCD将显示图9.2-10所示的全部轴伺服增益自动调整页面。
全部轴自动调整的实施过程,可通过软功能键〖全轴调制始〗(或〖全执行〗)、〖各轴调整始〗(或〖各执行〗),选择如下两种方式。
1)如选择软功能键〖全轴调制始〗,CNC将根据坐标轴的显示次序,依次对未实施自动调整的坐标轴进行自动调整。
例如,对于图9.2-10所示的显示,其自动调整的执行次序为X、Z、C轴,由于Y、B轴的调整已完成,故被跳过。
如果在自动调整中改变了自动调整方式,CNC将在当前轴的自动调整结束后停止,下一轴的自动调整需要再次按软功能键〖全轴调制始〗继续。
2)如选择软功能键〖各轴调整始〗(或〖各执行〗),CNC将根据坐标轴的显示次序,逐一对未实施自动调整的坐标轴进行自动调整。
当一个轴的自动调整结束后,光标将定位到下一个需要调整的坐标轴;但该轴的自动调整,需要再次按软功能键〖各轴调整始〗,才能继续进行。
在一个坐标轴的自动调整结束、执行下一轴自动调整前,LCD可显示软功能键〖取消〗、〖结束清除〗(或〖结束CL〗)。按〖取消〗,可返回全部轴自动调整显示页面,轴的调整状态和设定的增益参数均被保留;如按〖结束清除〗,将保留自动调整所设定的增益参数,但所有轴的自动调整状态信息将被清除,LCD直接回到图9.2-9所示的伺服增益调整显示页面。自动调整状态被清除的坐标轴,可再次实施自动调整操作;但“初期状态不正确”的自动调整状态显示,只能通过后述的手动调整操作清除。
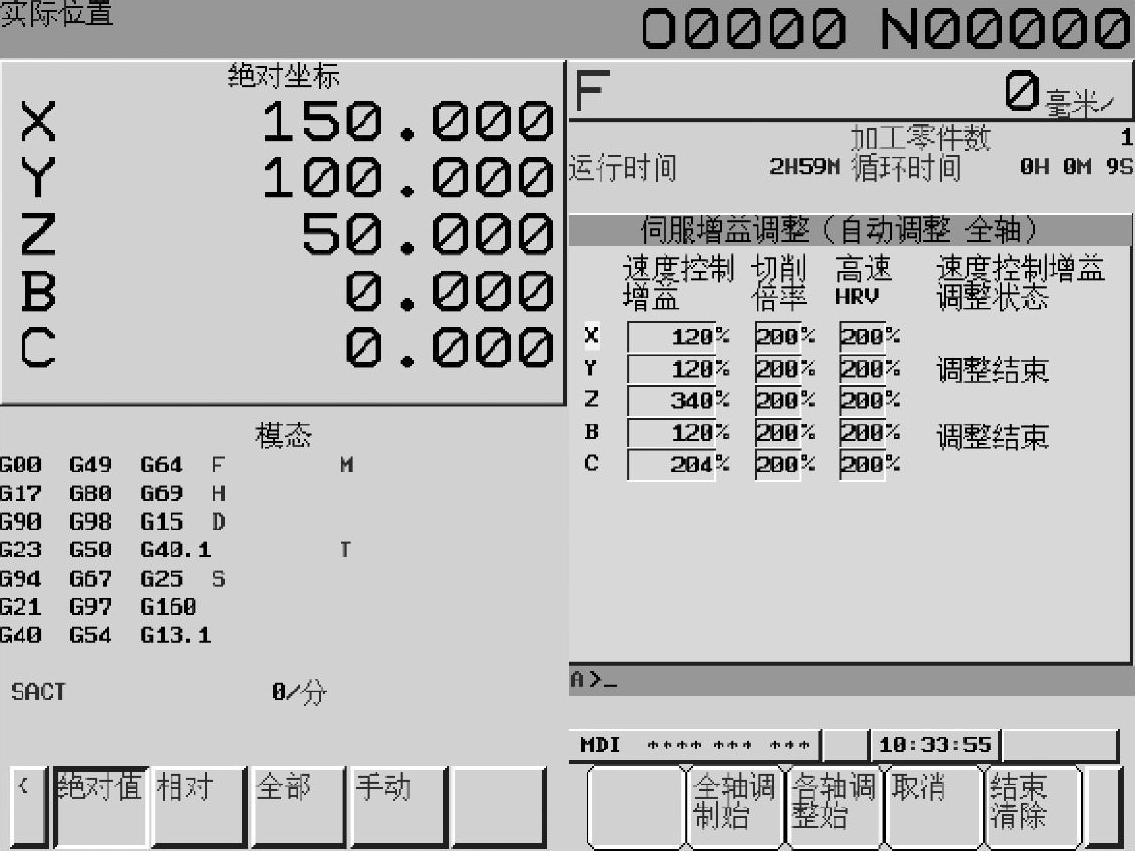
图9.2-10 全部轴自动调整显示
3.选择轴自动调整
如果只需要对部分坐标轴实施自动调整操作,可以选择图9.2-9上的软功能键〖选择轴〗,LCD将显示图9.2-11所示的指定轴增益自动调整页面。
这时,可利用MDI面板上的光标移动键【↑】、【↓】,选择需要执行自动调整的坐标轴,然后,按软功能键〖调整开始〗(或〖调整始〗),对所选的轴实施自动调整操作。调整状态显示为“调整结束”的轴也能作为调整对象选择,并再次实施自动调整操作。
当所选轴的自动调整结束时,LCD可显示软功能键〖取消〗、〖结束清除〗(或〖结束CL〗),按软功能键〖取消〗,将保留设定的增益参数和调整状态,返回图9.2-9所示的伺服增益调整显示页面;按软功能键〖结束清除〗,只能清除光标所在轴的自动调整状态(保留设定的增益参数),LCD返回图9.2-11所示的指定轴增益自动调整显示。
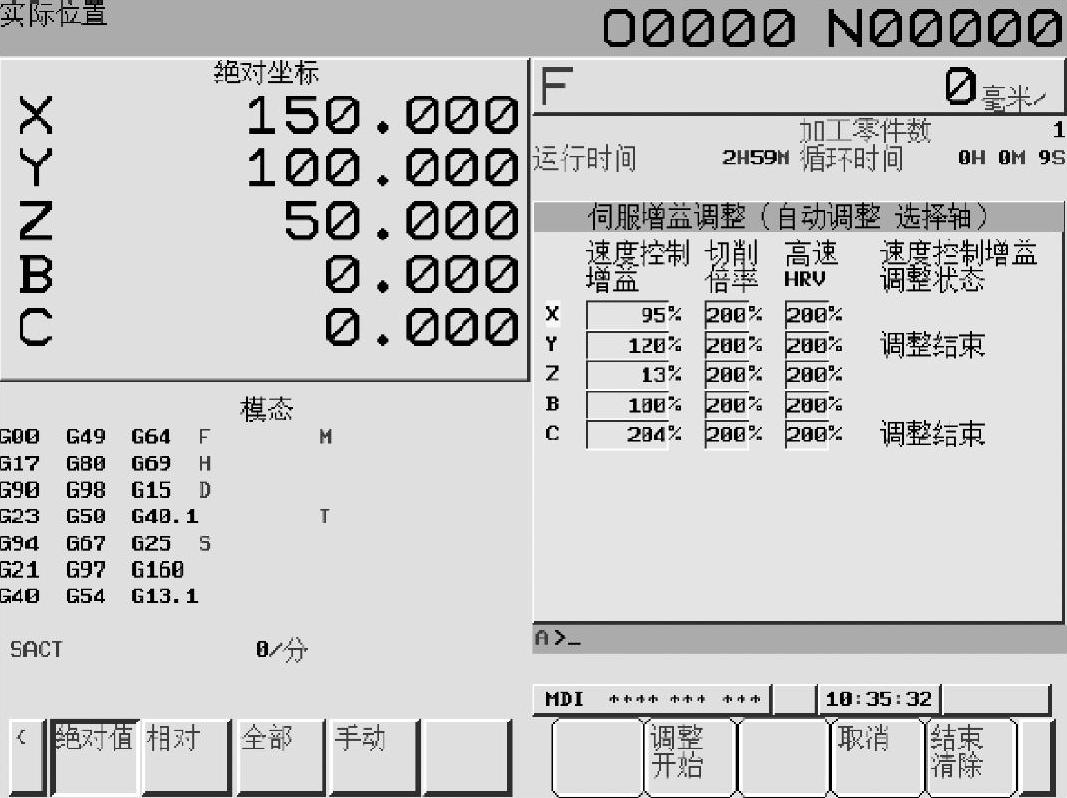
图9.2-11 指定轴增益自动调整显示
4.自动调整的中断
不论执行全部轴或指定轴的自动调整,如坐标轴的自动调整操作在进行中,LCD都将显示图9.2-12所示的自动调整执行中显示页面。

图9.2-12 自动调整执行中显示
正在实施自动调整的坐标轴,其自动调整状态显示“调整中”,并显示操作软功能键〖调整停止〗。
自动调整操作可通过以下操作强制中断。
1)按图9.2-12上的软功能键〖调整停止〗。
2)按MDI面板的【RESET】键。
3)使CNC进入“急停”状态。
自动调整操作被强制中断的坐标轴,其自动调整状态显示将成为“自动调整操作尚未进行(无显示)”状态;“切削倍率”、“高速HRV”、“速度控制增益”栏的参数将重新恢复自动调整执行前的数据。但是,已完成自动调整操作的坐标轴,其自动调整状态、自动设定的参数被保留。
5.手动增益调整
手动增益调整是通过MDI输入数据、设定伺服增益的一种调整方式,其操作步骤如下:
1)选择伺服增益调整操作后,在图9.2-9所示的伺服增益调整页面上,按软功能键〖手动调整〗(或〖手调〗),LCD显示图9.2-13所示的伺服增益手动调整页面。
2)通过MDI面板上的光标移动键【↑】、【↓】,选择需要进行增益设定的坐标轴和参数后,用MDI上的数字键输入设定值,并按MDI面板上的编辑键【INPUT】或软功能键〖输入〗、〖+输入〗,输入或增量修改增益设定值。
如果对已执行自动调整操作的坐标轴,进行了增益的手动设定,其自动调整状态栏将回到“自动调整操作尚未进行(无显示)”的状态,故可用来清除显示“初期状态不正确”的自动调整出错信息。
在手动增益调整方式,如按软功能键〖自动调整〗(或〖自动调〗),可以直接进入增益自动调整方式,并按前述的方法,实施自动调整操作。

图9.2-13 手动增益调整显示
有关FANUC-0iD编程与操作的文章

YL-335B需要设置的伺服参数不多,只在前面板上进行设置就行。伺服系统的参数设置应满足控制要求,并与PLC的输出相匹配,如表2-13所示。......
2023-06-15

如按软功能键〖切换〗,则可重新切换到图9.1-5所示的伺服设定页面。图9.1-6 参数输入操作功能键显示a)电机旋转方向 b)编码器反馈方向2)按MDI面板的功能键选择系统显示模式后,通过软功能扩展键,显示软功能键〖伺服设定〗。图9.1-7 伺服设定参数输入显示图9.1-8 伺服调整显示......
2023-06-25
当数控机床的进给部分发生故障时,维修人员便需要对伺服进给参数进行设定和调整,甚至执行伺服进给参数的初始化。8)机床伺服轴切削进给和快速移动的速度。图5-118 FANUC系统伺服数据加载过程1.伺服进给参数的设定伺服进给参数设定的条件1)确定CNC单元的类型及相应软件(功能),是FANUC 0C/0D系统、FANUC 16/18/21/0iA系统、FANUC 16i/18i/21i/0iB/0iC系统还是FANUC 0iD/30i/31i/32i系统。图5-120 进给伺服画面3)进给伺服画面下的伺服参数设定子画面。......
2023-06-23

还可用多规格的薄垫片来调整导轨的间隙。楔形镶条又称楔铁,楔形镶条的全长厚度斜向变化,长的斜度为1∶100、短的斜度为1∶40,且镶条越长斜度越小;依靠调节螺钉使镶条纵向位移来调整导轨的间隙,调整完毕将其固定;其调整容易且受力均匀,但制造较难。......
2023-06-23

通过添加蔗糖、麦芽糊精及乳清粉来进行调整。5.维生素的调整配制乳粉中一般添加的维生素有维生素 A、维生素 B1、维生素 B6、维生素 B12、维生素 C、维生素 D和叶酸等。应符合生产特级乳粉的要求。混合料均质压力一般控制在 18 MPa;杀菌和浓缩的工艺要求和乳粉生产相同。......
2023-06-15
V阳一般控制在11~13kV,最高可达13.5kV,由电压调节电位器调节。I阳一般控制在1~3A,最高可达3.5A,由耦合手轮来调节。高频的最佳工作状态参数:I阳:I栅的比值在∶1之间。......
2023-06-24

整个加利福尼亚州水工程服务范围涉及加利福尼亚州总土地面积的1/4,人口的2/3。加利福尼亚州水工程现有29个长期用水合同户,其中1/3是农业用水户,2/3是市政和工业用水户。据报道[29],美国水价的制定不是一种模式,而是根据不同地区不同情况来制定。电力消耗是加利福尼亚州水工程水定价的重要成本因素。三角洲水费和输水水费中的基建费用部分每半年支付一次,分别于每年的1月1日和7月1日支付。......
2023-06-30
相关推荐