如CNC参数PRM13118.2设定为“1”,则只能显示传统主轴设定参数输入显示页面。在主轴调整页面显示后,便可实施主轴设定引导操作,完成主轴驱动系统的快速、自动调整。图9.1-14 主轴监控显示......
2023-06-25
1.功能说明
加工参数调整功能用于FS-0iD先行控制、AI先行控制、AI轮廓控制,通过加工参数调整操作,可设定与精度等级1~10对应的、插补前加速度、S型加减速时间、拐角减速速度等CNC参数的变化范围,精度等级的选择操作可参见第8章8.3节。
加工调整参数的设定也可通过常规的CNC参数设定操作设定,调整参数的含义、调整参数与CNC参数的对应关系及FANUC出厂初始化值见表9.1-3所示。
表9.1-3 加工调整参数及其意义表

表中的自定义项目1、2是由机床生产厂家定义的、2个随精度等级的调整自动改变的伺服参数,项目所对应的CNC参数号设定在CNC参数PRM13628、PRM13629上。
自定义项目定义的参数不能是二进制“位”参数、主轴参数以及需要断电生效的参数和实数型参数。自定义项目的页面如图9.1-17所示,图中定义的参数是加速度反馈增益PRM2066和速度观测器参数PRM2047。
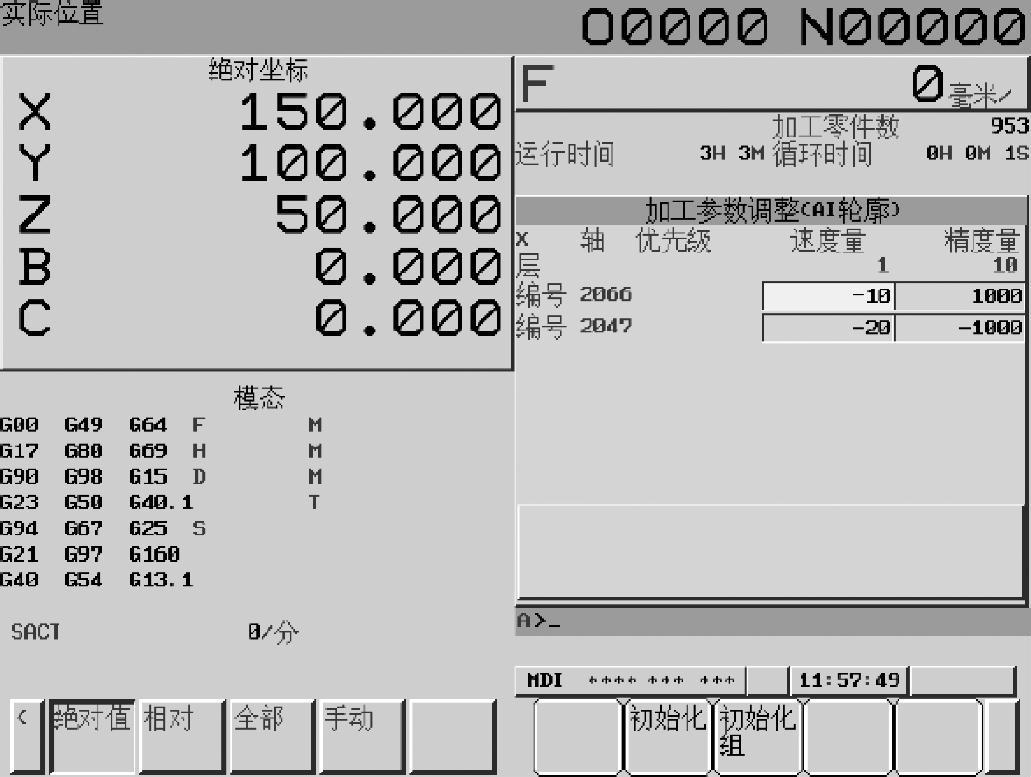
图9.1-17 自定义项目显示
2.参数显示与设定
加工参数调整页面的显示和参数设定,在CNC参数PRM13601.0设定为“1”时有效,其操作步骤如下:
1)选择MDI操作方式,并利用CNC数据显示和设定操作,取消参数保护功能。
2)按MDI面板的功能键【SYSTEM】,选择系统显示模式后,通过软功能扩展键,显示软功能键〖加工调整〗(或〖M-TUN〗);按该键LCD将显示图9.1-18所示的加工参数调整显示页面。
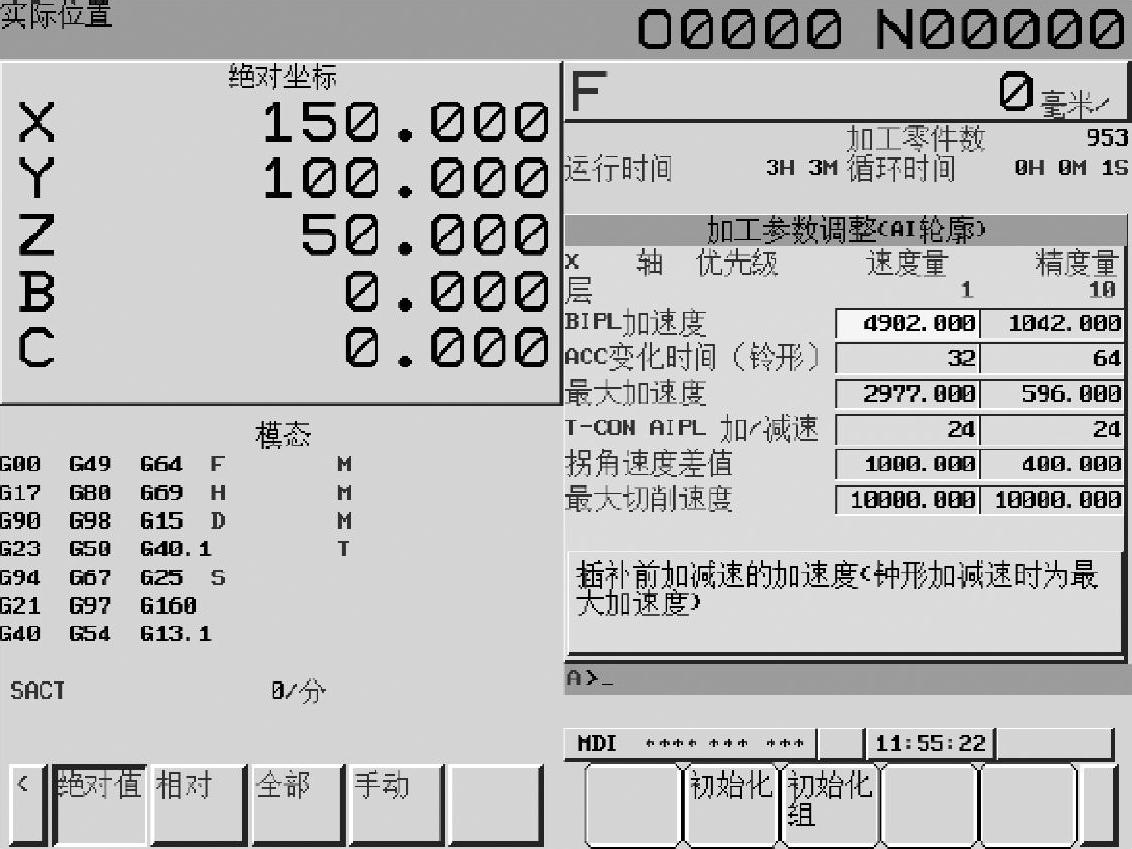
图9.1-18 加工参数调整显示
3)利用MDI面板上的选页键【PAGE↑】、【PAGE↓】和光标移动键【↑】、【↓】,选择需要设定的参数。
4)用MDI面板的数字键输入数值后,再按MDI面板的编辑键【INPUT】,进行参数的设定。或者,按软功能键〖初始化〗、然后选择操作软功能键〖执行〗,直接将FANUC出厂设定的初始化值作为参数输入;如果按软功能键〖初始化组〗(或〖GR初始〗)、并选择操作软功能键〖执行〗,则当前组的所有参数将一次性设定为FANUC出厂推荐值。
5)重复步骤3)、4),完成全部参数的输入。如所输入的参数不正确,LCD将显示“自动调整失败”警示信息。
有关FANUC-0iD编程与操作的文章

如CNC参数PRM13118.2设定为“1”,则只能显示传统主轴设定参数输入显示页面。在主轴调整页面显示后,便可实施主轴设定引导操作,完成主轴驱动系统的快速、自动调整。图9.1-14 主轴监控显示......
2023-06-25

表1-1 挤出机螺杆直径和挤出制品尺寸关系推荐表②螺杆长径比(L/D)。比如回收废塑料的挤出造粒机的螺杆压缩比高达8~10,甚至更大。螺杆头部形状是指螺杆的螺纹前端形状,它对熔料的停留时间有影响,对不同原料的挤出应注意选择不同的结构型式。图1-6c、1-6d所示螺杆头部锥角较小,适合于聚氯乙烯原料的挤出,此种形状可减少熔料在机筒的停滞时间,从而避免原料分解。如一台65mm的挤出机,生产聚乙烯薄膜,年产量可达300t以上。......
2023-06-15
实际几何参数与理想几何参数的偏离程度称为加工误差。调整法加工时的调整误差,除上述因素外,还与调整方法有关。主轴回转误差会造成加工零件的形位误差及表面波度和粗糙度。导轨导向误差会造成加工表面的形状与位置误差。4)机床主轴、导轨等的位置关系误差,将使加工表面产生形状与位置误差。表5-1 造成各类加工误差的原始误差......
2023-06-28

分析卫星网络节点的位置和相互运动关系,首先需要确定单颗卫星的轨道参数。卫星轨道参数是描述卫星运行轨道的各种参数。除上述两种轨道外,均称为“倾斜轨道”。在轨运行阶段,卫星在任意时刻其轨道的位置和速度称为卫星星历。图4-4范·艾伦辐射带及典型卫星星座的轨道分布基于以上两点,一般选择的卫星工作轨道高度有3个窗口,即1 000 km上下、10 000 km上下和20 000 km以上。......
2023-07-02

导线线头绝缘层的剖削是导线加工的第一步,是为以后导线的连接作好准备。图6-6 直径在0.15~0.6mm的漆包线绝缘层的去除5.使用细砂纸剖削绝缘层图解演示对于直径在0.15mm以下的漆包线,由于其线芯较细,使用刀片或砂纸时都容易将线芯折断或损伤,通常在工具设备齐全的条件下可用25W以下的电烙铁沾焊锡后在线头上来回摩擦几次即可将漆皮去掉,同时线头上会涂有一层焊锡,便于后面的连接操作,如图6-7所示。......
2023-06-24
在零件图样上,应给出制造花键时所需的全部尺寸、公差和参数,列出参数表,表中应给出齿数、模数、压力角、公差等级和配合类别、渐开线终止圆直径最小值或渐开线起始圆直径最大值、齿根圆弧最小曲率半径,以及按GB/T 3478.5与选用的检验方法有关的相应项目。在有关图样和技术文件中,需要标记时,用“45ST”表示45°直线齿形圆齿根。花键副:INT/EXT 24z×1.5m×45ST×6H/7h GB/T 3478.1—2008内花键:INT 24z×1.5m×45ST×6H GB/T 3478.1—2008外花键:EXT 24z×1.5m×45×7h GB/T 3478.1—2008......
2023-06-24

在数控加工中,刀具相对于工件的运动轨迹称为加工路线。在进行数控加工编程时,往往是将整个刀具浓缩为一个点,这就是“刀位点”。进给量主要根据零件的加工精度和表面粗糙度要求以及刀具、工件的材料选取。......
2023-06-28

V阳一般控制在11~13kV,最高可达13.5kV,由电压调节电位器调节。I阳一般控制在1~3A,最高可达3.5A,由耦合手轮来调节。高频的最佳工作状态参数:I阳:I栅的比值在∶1之间。......
2023-06-24
相关推荐