【摘要】:如按软功能键〖切换〗,则可重新切换到图9.1-5所示的伺服设定页面。图9.1-6 参数输入操作功能键显示a)电机旋转方向 b)编码器反馈方向2)按MDI面板的功能键选择系统显示模式后,通过软功能扩展键,显示软功能键〖伺服设定〗。图9.1-7 伺服设定参数输入显示图9.1-8 伺服调整显示
1.伺服设定
利用CNC的伺服设定功能,可简单地进行伺服驱动系统主要参数的显示与设定,这是一种用于伺服参数检查和伺服调试的快捷操作方式。伺服设定功能在CNC参数PRM3111.0设定为“1”时有效,其操作步骤如下:
1)利用CNC数据显示和设定操作,取消参数保护功能;按MDI面板的功能键【SYS- TEM】选择系统显示模式、通过软功能扩展键,显示软功能键〖伺服设定〗(或〖SV设定〗)。
2)按软功能键〖伺服设定〗后,再选择〖伺服设定〗(或〖SV设定〗),在CNC参数PRM13117.2设定为“0”时,LCD将显示图9.1-5所示的伺服设定页面;如需要,可通过后述的操作,选择传统的伺服设定参数输入显示页面。如CNC参数PRM13117.2设定为“1”,则只能显示后述的传统伺服设定参数输入显示页面(参见图9.1-7)。
3)伺服设定页面按坐标轴分组显示,按软功能键〖轴改变〗可选择需要显示和设定的坐标轴。
4)利用MDI面板上的选页键【PAGE↑】、【PAGE↓】和光标移动键【↑】、【↓】,选择需要设定的伺服参数。
5)用MDI面板的数字键输入数值后,按MDI面板的编辑键【INPUT】或软功能键〖输入〗、〖+输入〗,输入或增量修改参数设定值。
伺服设定参数中的“电机旋转方向”、编码器反馈的“方向转变”参数,在中文显示时的显示为“CW/CCW”、“有/无”,它们可通过以下两种方法设定:
方法1:利用MDI面板输入数值“1”,按编辑键【INPUT】或软功能键〖输入〗,可以选择电机旋转方向栏的“CW”或编码器反馈的方向改变栏的“有”;输入数值“0”,按编辑键【INPUT】或软功能键〖输入〗,则可选择电机旋转方向栏的“CCW”或编码器反馈的方向改变栏的“无”。输入数值错误时,LCD将显示空白框。
方法2:选定参数后,按软功能键〖(操作)〗,可显示图9.1-6所示的参数输入操作软功能键,然后,利用软功能键〖CW〗、〖CCW〗改变电机旋转方向栏的“CW/CCW”;或利用软功能键〖有〗、〖无〗,改变编码器反馈的方向转变栏的“有/无”。
6)重复步骤3)~5),完成其他参数的设定。
7)全部参数设定完成后,按软功能键〖设定〗,CNC将自动计算并完成相关CNC参数的设定。如果参数设定正确,完成后软功能〖设定〗将自动隐藏,并在重新设定时再次显示。如果参数设定错误,LCD将显示警示信息“设定值有误”,光标将自动定位到出错的输入栏,这时,可直接进行参数的重新设定,完成后再次按软功能键〖设定〗。
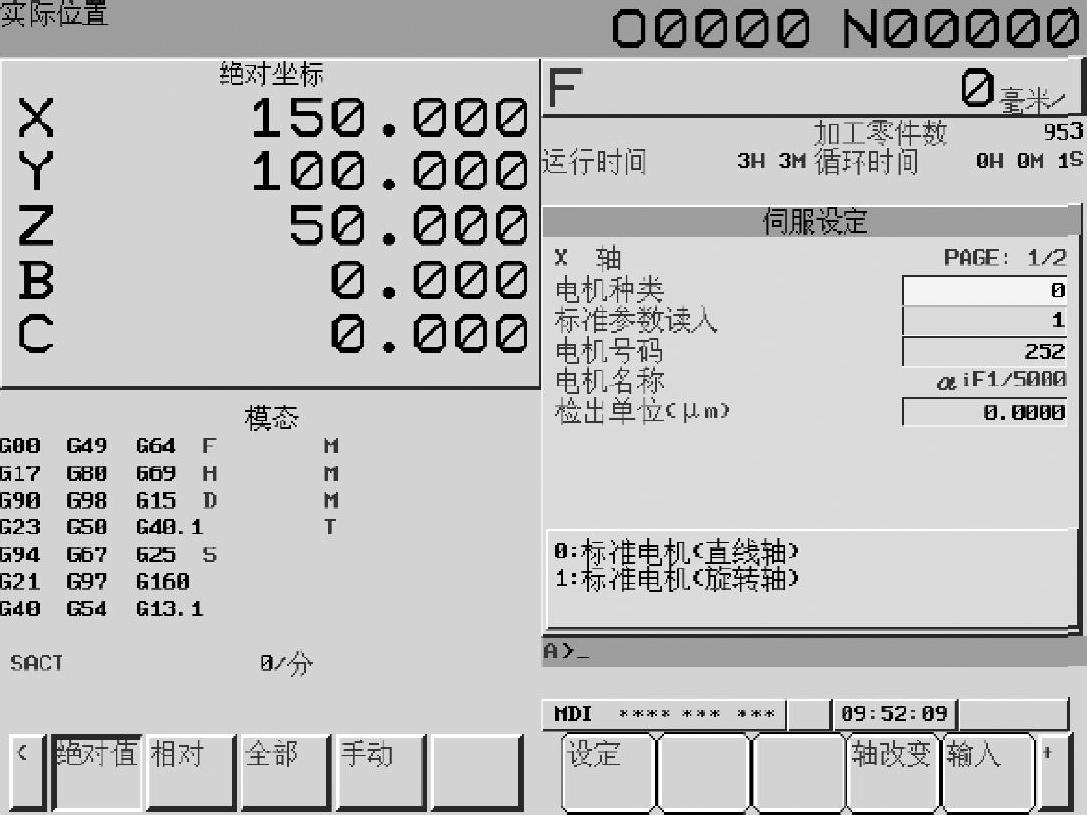
图9.1-5 伺服设定显示
2.伺服设定参数输入显示
由于FS-0iD的伺服设定显示与FS-0iC等CNC有所不同,如需要,也可以在LCD显示图9.1-5所示的伺服设定页面时,通过以下操作切换到传统的伺服参数设定页面:
1)按软功能键〖(操作)〗,并通过软功能扩展键,显示软功能键〖切换〗。
2)按软功能键〖切换〗,LCD将切换到传统的伺服参数设定页面,显示图9.1-7所示的伺服设定参数输入和显示页面。
在伺服设定参数输入显示页面上,可通过FS-0iC同样的方式,进行伺服参数的显示和设定操作。如按软功能键〖切换〗,则可重新切换到图9.1-5所示的伺服设定页面。但是,如果CNC参数PRM13117.2设定为“1”,则只能显示图9.1-7所示的传统伺服设定参数输入显示页面。
3.伺服调整操作
在数控机床调试或维修时,可通过CNC的伺服设定引导操作,简单完成伺服驱动系统的快速、自动调整。伺服自动调整功能在CNC参数PRM3111.0设定为“1”时有效,其操作步骤如下:
1)利用CNC数据显示和设定操作,取消参数保护功能。
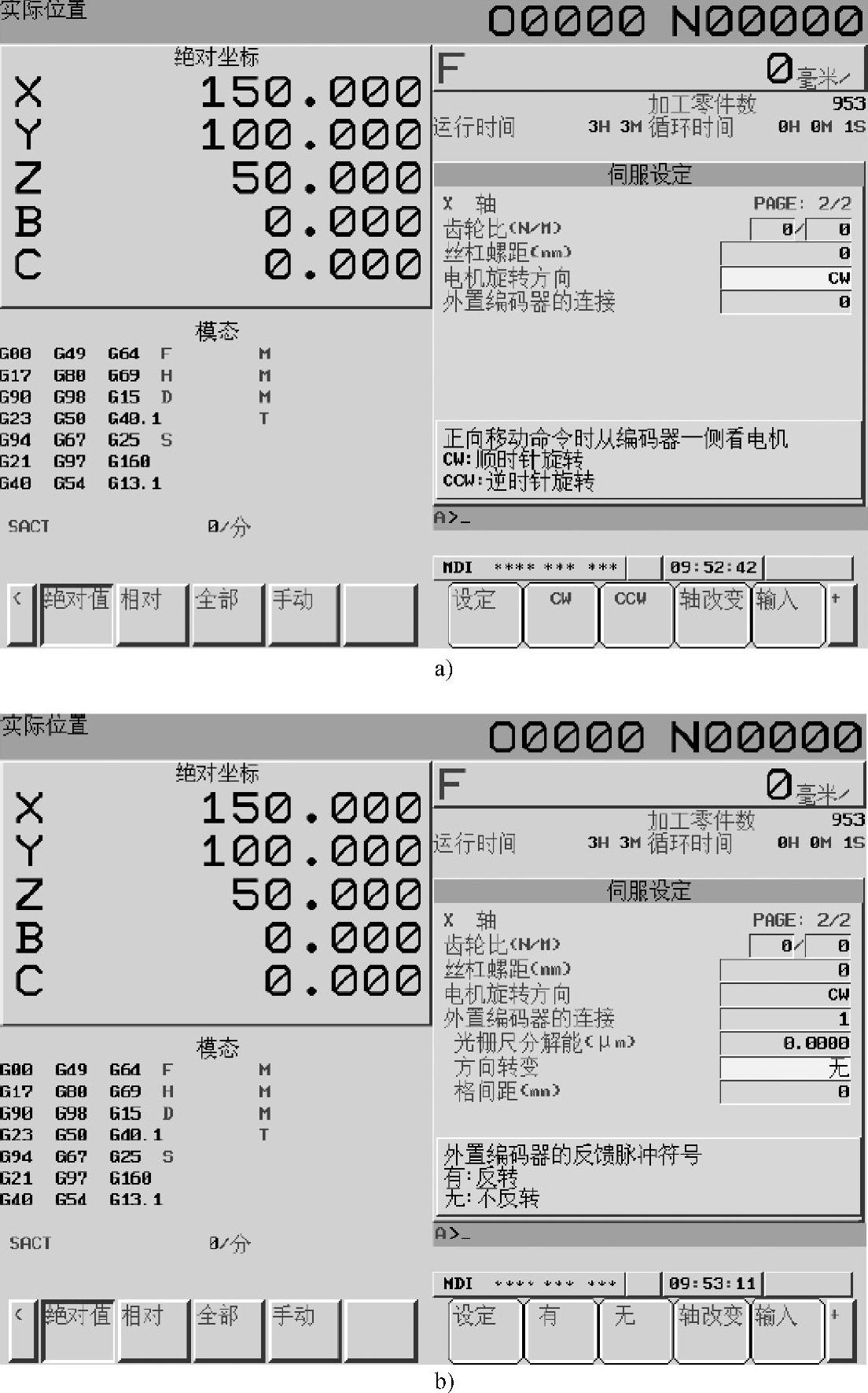
图9.1-6 参数输入操作功能键显示
a)电机旋转方向 b)编码器反馈方向
2)按MDI面板的功能键【SYSTEM】选择系统显示模式后,通过软功能扩展键,显示软功能键〖伺服设定〗(或〖SV设定〗)。
3)按软功能键〖伺服设定〗后,按〖伺服调整〗(或〖SV调整〗)软功能键,LCD将显示图9.1-8所示的伺服调整页面。
在此页面上,便可实施伺服设定引导操作,完成伺服驱动系统的快速、自动调整。伺服设定引导操作需要设定电机代码、电子齿轮比、参考点计数器容量、功能位等参数,并需要按规定的步骤进行,有关伺服设定引导操作的方法,可参见与本书配套出版的《FANUC-0iD调试与维修》一书。
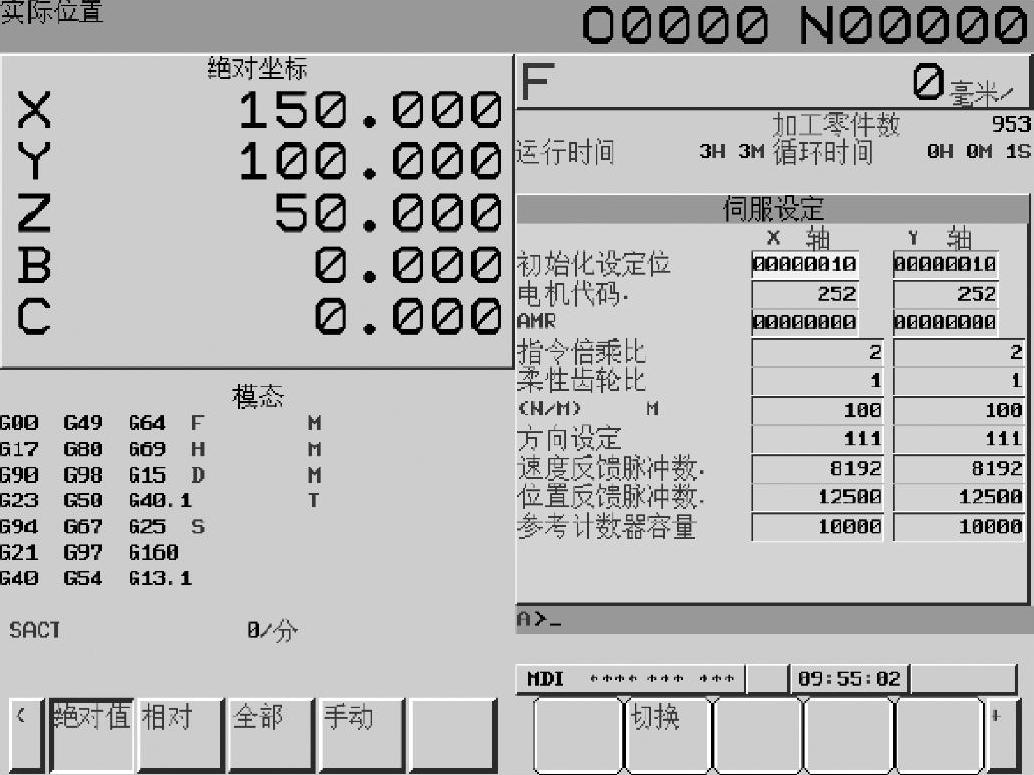
图9.1-7 伺服设定参数输入显示

图9.1-8 伺服调整显示





相关推荐