FS-0iMD、FS-0iTD图形显示参数设定页面分别如图10-4.3、图10-4.4所示。当绘图开始后,该栏的显示值将自动变成“-1”。图10.4-3 FS-0iMD图形显示参数设定页a)第1页 b)第2页 c)第3页图10.4-4 FS-0iTD图形显示参数设定页a)第1页 b)第2页 c)第3页5)回转角度。当所显示的图形比例或位置需要进行调整时,可选择图10.4-5中的软功能键〖扩大〗,对显示窗口进行放大或缩小操作。......
2023-06-25
1.功能说明
CNC的螺距误差补偿简称“螺补”,它是通过CNC对坐标轴指定点定位位置的调整,补偿滚珠丝杆、蜗轮/蜗杆、传动齿轮等机械传动部件加工误差的一种功能。
FS-0iD的螺距误差补偿采用的是图9.1-3所示的固定间隔分区补偿方式,两个相邻的间隔点为一补偿区,补偿区的定位点都使用同一补偿值,不同补偿区的补偿值可不同。机床参考点是螺距误差补偿的基准点,不使用双向螺距误差补偿功能时,参考点的螺距误差补偿值规定为0;使用双向螺距误差补偿功能时,对于反向运动,参考点可以设定补偿值。
螺距误差补偿通常需要利用激光干涉仪事先测量、并通过统计分析计算出坐标轴全行程的定位误差,然后,根据误差分布曲线确定各补偿区的补偿值。由于螺距误差补偿将直接影响机床的定位精度,因此,这一操作通常在机床生产厂家调试或用户机床大修时,由专业人员进行,机床操作者原则上不应改变螺距误差补偿参数的设定值。
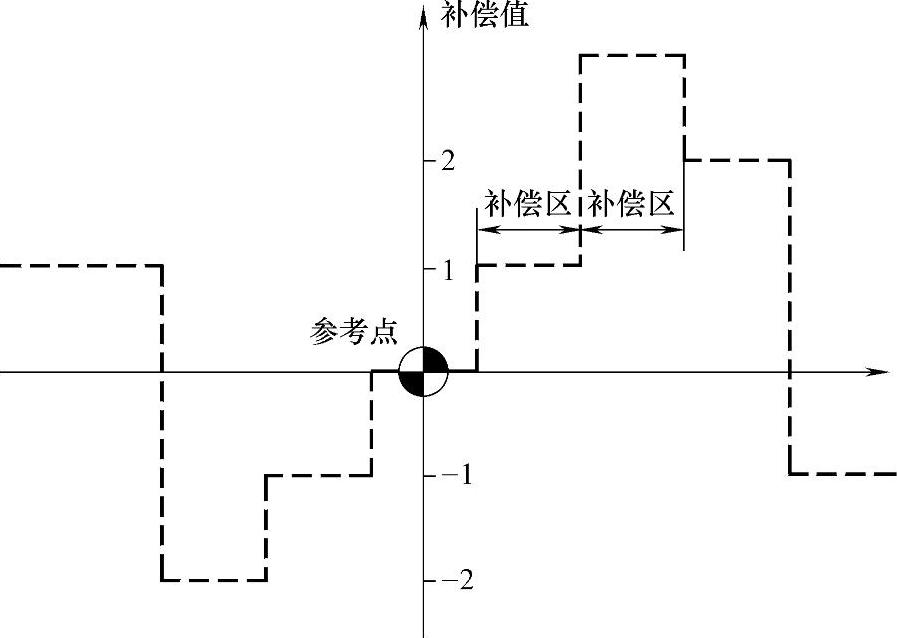
图9.1-3 FS-0iD螺距误差补偿
2.相关参数
螺距误差补偿需要通过CNC参数定义补偿点、补偿区、补偿值、参考点位置、行程终点等,相关的CNC参数见表9.1-2所示,不同坐标轴的补偿区原则上不能重叠。
表9.1-2 螺距误差补偿参数一览表

以上CNC参数的显示和设定方法和其他CNC参数相同,其操作步骤可参见9.1.2节。
3.补偿值显示和设定
CNC的螺距误差补偿值需要在专门的螺距误差补偿值显示页面显示和设定,其操作步骤如下:
1)利用CNC数据显示和设定操作,取消参数保护功能;按MDI面板的功能键【SYS-TEM】选择系统显示模式、通过软功能扩展键,显示软功能键〖螺补〗。
2)按软功能键〖螺补〗,LCD将显示图9.1-4所示的螺距误差补偿值显示页面。
3)利用MDI面板上的选页键【PAGE↑】、【PAGE↓】和光标移动键【↑】、【↓】,或输入需要查看的补偿点号、按软功能键〖搜索号码〗,选择需要设定的补偿点。
4)用MDI面板的数字键输入数值后,按MDI面板的编辑键【INPUT】或软功能键〖输入〗、〖+输入〗,输入或增量修改参数设定值。
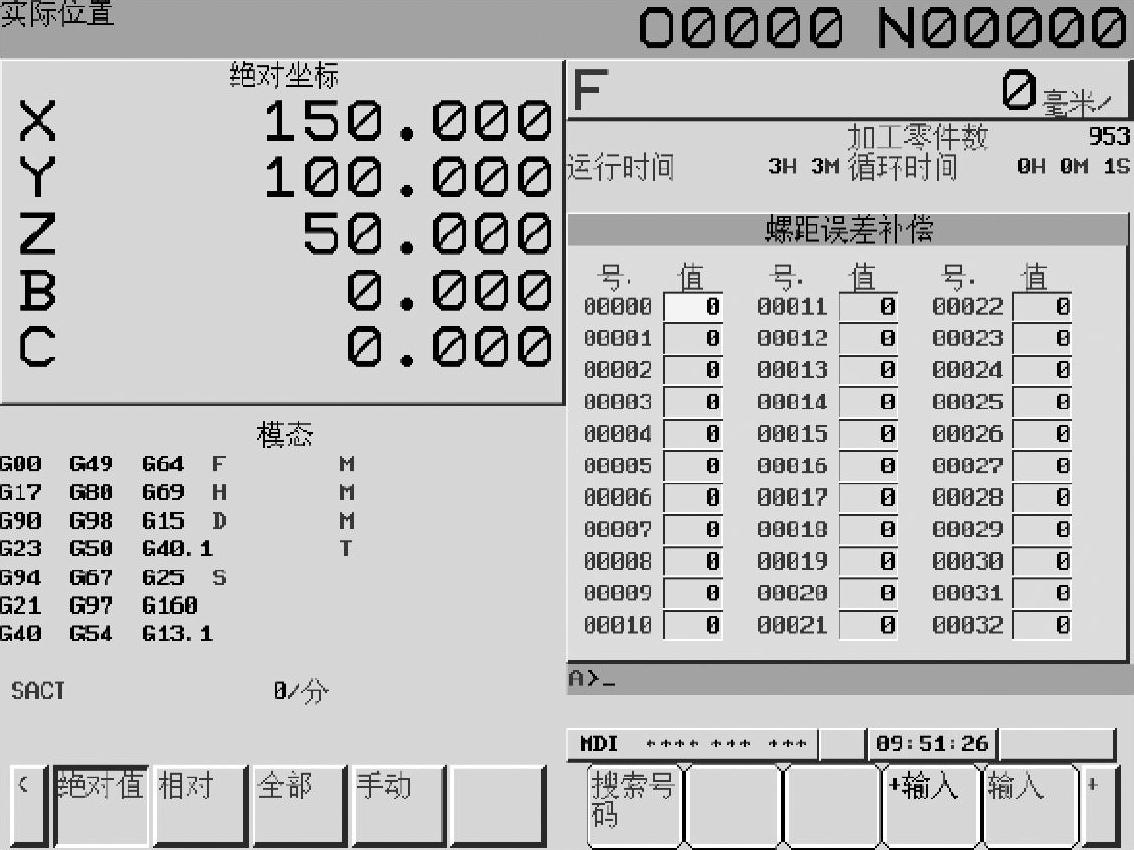
图9.1-4 螺距误差补偿值显示
有关FANUC-0iD编程与操作的文章

FS-0iMD、FS-0iTD图形显示参数设定页面分别如图10-4.3、图10-4.4所示。当绘图开始后,该栏的显示值将自动变成“-1”。图10.4-3 FS-0iMD图形显示参数设定页a)第1页 b)第2页 c)第3页图10.4-4 FS-0iTD图形显示参数设定页a)第1页 b)第2页 c)第3页5)回转角度。当所显示的图形比例或位置需要进行调整时,可选择图10.4-5中的软功能键〖扩大〗,对显示窗口进行放大或缩小操作。......
2023-06-25

图8.2-1 MDI程序输入显示4)自动运行:如果CNC处于自动运行状态,选择软功能键〖程序〗,可显示图8.2-2所示的、当前执行中的加工程序,光标将指示正在执行的程序段,在此基础上,可通过选择软功能键〖下一步〗,显示下一程序段的详细信息。在FS-0iTD上,如CNC参数PRM3192.7设定为“1”,还可在该页面上显示负载表,有关内容可参见8.1.2节。在使用8.4in LCD的CNC上,程序综合显示页面需利用软功能键〖检测〗进行显示,具体见后述。......
2023-06-25

近年来全球十分关注石油资源耗竭的问题,事实上水资源短缺对人类的威胁更大。表6-1列出全球部分面临水资源短缺问题的河流与湖泊。表6-1面临水资源短缺问题的河流与湖泊注 资料来源于 《地球不堪重负》,本文有修改。......
2023-11-21
为防止或减少混凝土裂缝,许多工程在混凝土温控措施中或在特定回填混凝土工程中,广泛采用补偿收缩混凝土。现还广泛应用混凝土外掺氧化镁,少数工程采用内掺氧化镁水泥拌和补偿收缩混凝土。混凝土掺用氧化镁主要有后期膨胀效应,有利于补偿混凝土温度下降引起的收缩,缓解混凝土拉应力。补偿收缩混凝土技术,已走向新的应用阶段。......
2023-06-23

显示部件是指能够显示各种电子产品工作状态的部件,是实现人机交互不可缺少的一种部件。在电子产品的实际应用中,随产品型号和性能的不同,显示屏和驱动电路中使用的元器件也不相同,下面就以常见的数码管显示屏、CRT(显像管)显示屏、LCD(液晶)显示屏以及LED显示屏及其驱动电路为例来介绍一下显示部件的结构和功能特点。图5-19 各种显示部件的实物外形及内部结构提示说明数码管是一种半导体发光器件,其基本单元是发光二极管。......
2023-06-26

人类的海洋资源开发活动对海洋生态系统产生影响从而导致海洋生态损失,因此,评价海洋生态损失的价值可以应用环境影响经济评价的方法。结合海洋生态损失的具体特性,本书将海洋生态损失的基本评价方法分为直接市场法、间接市场法和意愿调查法。......
2023-11-09

调用当前比例命令,可以设定将要绘制图形的使用比例。如图12-17所示为改变当前比例命令的操作结果。01 按Ctrl+O组合键,打开配套光盘提供的“第12章/12.3.3当前比例.dwg”素材文件,结果如图12-18所示。在列表中单击“其他”比例选项,系统弹出如图12-20所示的对话框,在其中也可更改当前比例参数。......
2023-08-22

住宅给水命令的执行方式有:图3-20 显示排水计算结果图3-21 排水管类型菜单命令行:输入GSYL命令按回车键。01 输入GSYL命令按回车键,系统弹出对话框,设置参数如图3-23所示。图3-24 提示对话框“小时变化系数”选项:在文本框中定义最高日生活用水小时变化系数,单击“小时变化系数”按钮,系统弹出如图3-25所示的提示对话框,显示了各类住宅最高日生活用水小时变化系数。......
2023-08-22
相关推荐