2)按软功能键〖设定〗,LCD将显示CNC设定参数显示页面。在图8.3-1a所示的第1页上,可进行如下参数的显示与设定:1)写参数:设定“1”,可使能CNC参数的写入功能,允许修改全部CNC参数;设定“0”,禁止CNC参数的写入。图8.3-2 定时器设定显示4)通电时间:CNC通电的累积时间显示,显示值需要通过CNC参数PRM6750设定,在定时器显示页上只能查看。......
2023-06-25
1.CNC参数显示
CNC是用于数控机床控制的通用控制装置,它可用于不同要求、不同规格的机床控制。为了使得CNC能够满足特定机床的控制要求,需要通过CNC参数来选择功能、规定动作、确定范围等。因此,CNC参数需要根据CNC所选择的功能和机床的控制要求,由机床生产厂家进行设定;改变CNC参数,可能导致CNC功能、机床动作发生变化,机床使用者可以通过MDI/LCD面板,检查CNC参数的设定情况,但原则上不应改变其设定。参数显示的操作步骤如下:
1)按MDI面板的功能键【SYSTEM】、选择系统显示模式。
2)按软功能键〖参数〗,LCD将显示图9.1-1所示的CNC参数显示页面。
在CNC内部,参数按照参数号依次排列,操作者可通过MDI面板上的选页键【PAGE↑】、【PAGE↓】和光标移动键【↑】、【↓】,选择所需要的参数。由于CNC参数众多,为了简化操作,操作者也可通过以下操作直接查看指定的参数。
3)用MDI面板输入需要查看的参数号,按软功能键〖搜索号码〗,LCD将直接切换到该参数所在的显示页,光标定位在指定的参数上。
图9.1-1所示的参数显示页面的第2行为参数输入方式显示,当显示为“设定”时,代表此页参数为CNC“设定参数”。设定参数可以直接输入或修改,无需进行下述参数设定使能操作;设定参数还可通过按MDI面板的功能键【OFS/SET】、在偏置/设定显示模式下显示和设定,有关内容可参见第8章、8.3节。
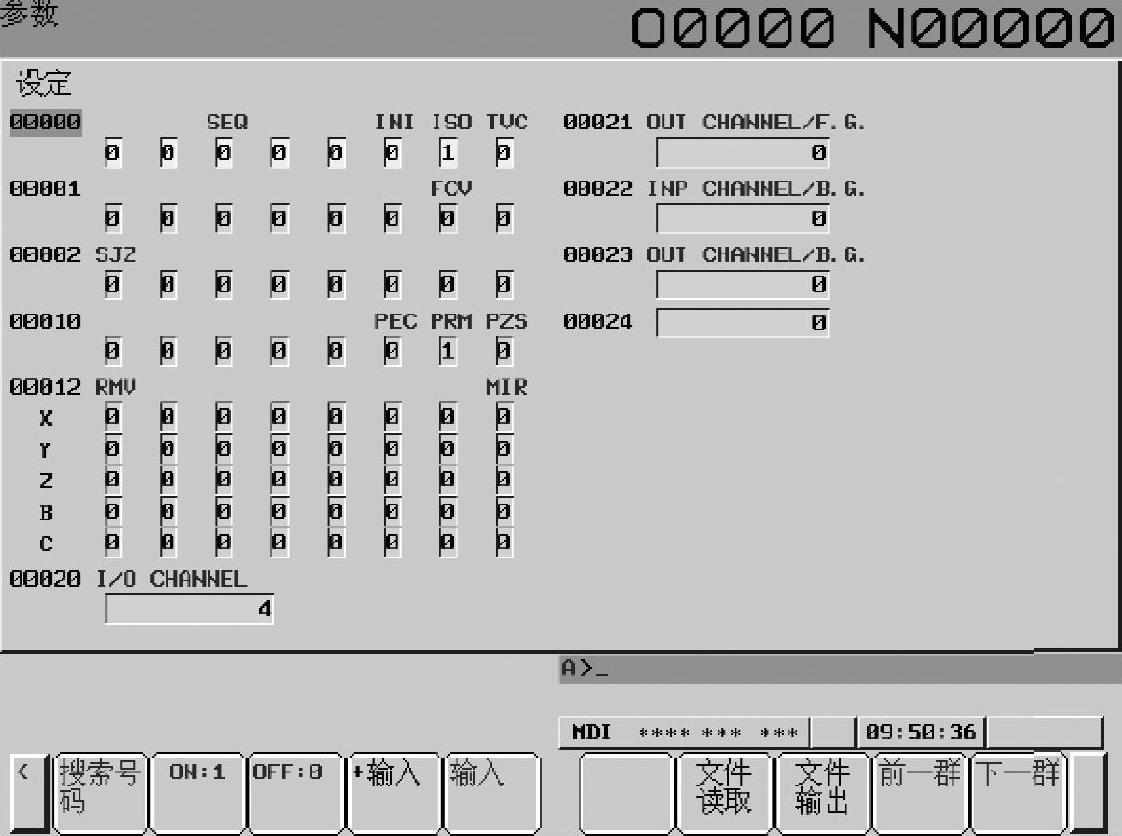
图9.1-1 CNC参数显示
2.参数设定使能
在CNC调试与维修时,需要进行CNC参数的设定。除CNC设定参数外,其他CNC参数在正常情况下均处于写入保护状态。设定写入保护的CNC参数时,需要先通过CNC的数据显示和设定操作,取消参数保护功能。参数设定使能的操作步骤如下:
1)选择MDI操作方式或使CNC进入急停状态,生效MDI操作方式。
2)按MDI面板的功能键【OFS/SET】选择偏置/设定显示模式,并按软功能键〖设定〗,LCD将显示图9-1.2所示的“设定参数”显示页面。
3)用MDI面板的光标移动键【↑】、【↓】,将光标定位到“写参数”的输入框。
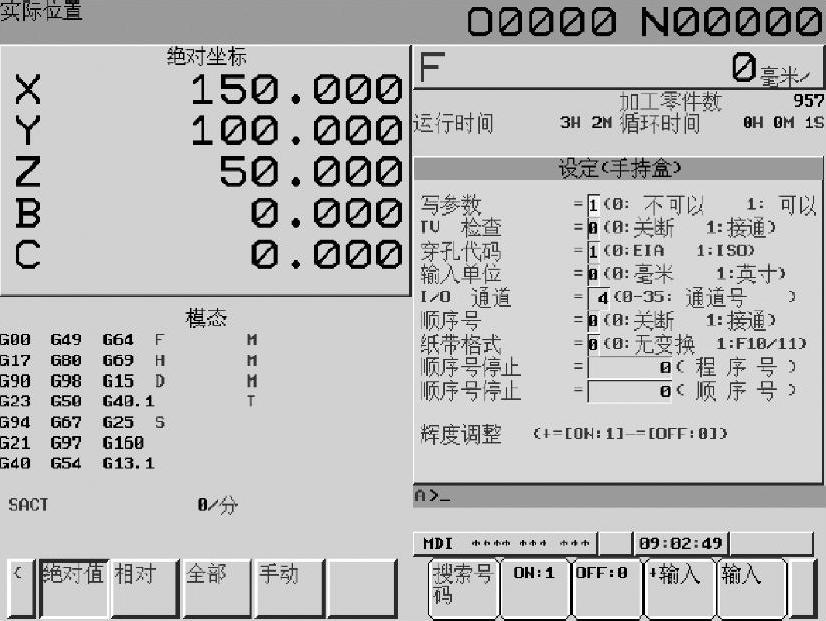
图9.1-2 CNC设定参数显示
4)按软功能键〖(操作)〗后,在操作菜单上选择软功能键〖ON:1〗,使得参数输入成为允许状态。此时,CNC将显示报警SW0100,这一报警不影响参数的设定,可继续进行下述的参数设定操作。
3.参数设定
当参数设定使能、CNC显示SW0100报警后,便可通过MDI/LCD面板,进行CNC参数的输入或修改,其操作步骤如下:
1)按MDI面板的功能键【SYSTEM】选择系统显示模式、用软功能键〖参数〗选择参数显示。
2)利用MDI面板上的选页键【PAGE↑】、【PAGE↓】和光标移动键【↑】、【↓】,或输入需要查看的参数号、按软功能键〖搜索号码〗,选择需要设定的参数号。
3)用MDI面板的数字键输入数值后,按MDI面板的编辑键【INPUT】或软功能键〖输入〗、〖+输入〗,输入或增量修改参数设定值。当需要通过CNC电源OFF/ON生效的参数被修改时,LCD将显示报警“PW0000”,报警同样不影响后续参数的设定操作,可继续进行下一步操作。
4)重复步骤2)、3),完成其他参数的设定。如果需要连续设定多个参数的值,可将光标定位在输入起始位置,并通过MDI面板输入参数值+【EOB】、参数值+【EOB】、…,然后按编辑键【INPUT】,进行一次性输入。输入连续参数值时,参数值0可以省略,相同的参数值可以通过“=”代替。
例如,当需要对光标定位位置起的三个连续参数的参数值进行设定时,如通过MDI面板输入1、2、3、4、【EOB】、5、6、7、8、【EOB】、9、9、9、9、【INPUT】时,可将参数值分别设定为1234、5678、9999;如输入1、2、3、4、【EOB】、【EOB】、9、9、9、9、【INPUT】,则可将参数值设定为1234、0、9999;如输入1、2、3、4、【EOB】、=、【EOB】、=、【INPUT】,则可将参数值设定为1234、1234、1234等。
5)按MDI面板的功能键【OFS/SET】、选择偏置/设定显示模式,并按软功能键〖设定〗,显示图9-1.2所示的设定参数显示页面。
6)用MDI面板的光标移动键【↑】、【↓】,将光标定位到“写参数”的输入框后,按软功能键〖(操作)〗、并选择软功能键〖OFF:0〗,使参数输入重新成为保护状态。
7)按MDI面板的【RESET】键,清除报警SW0100。如需要CNC电源OFF/ON生效的参数被修改、LCD显示报警“PW0000”,则关闭CNC电源、重新启动CNC。
CNC参数也可通过后述9.3节的CNC数据输入/输出操作,用存储卡或计算机进行一次性输入;对于保证CNC工作必需的基本CNC参数,还可通过9.2节所述的CNC参数快捷设定操作进行显示与快速设定。
有关FANUC-0iD编程与操作的文章

2)按软功能键〖设定〗,LCD将显示CNC设定参数显示页面。在图8.3-1a所示的第1页上,可进行如下参数的显示与设定:1)写参数:设定“1”,可使能CNC参数的写入功能,允许修改全部CNC参数;设定“0”,禁止CNC参数的写入。图8.3-2 定时器设定显示4)通电时间:CNC通电的累积时间显示,显示值需要通过CNC参数PRM6750设定,在定时器显示页上只能查看。......
2023-06-25

图10.2-7 PMC定时器设定显示a)8.4in LCD显示 b)10.4in LCD显示在定时器设定和显示页面,可通过如下软功能键选择所需的操作。在8.4in LCD上,光标所在位置的计数器注释可在附加信息行显示。bit1:数据组的写入保护设定。......
2023-06-25

表9.2-1 快捷设定参数一览表2.快捷设定的操作CNC参数快捷设定操作可以通过MDI面板的功能键选择系统显示模式后,在软功能扩展菜单上,选择软功能键〖参数设定〗进入,其操作步骤如下:1)选择MDI操作方式,并通过CNC数据显示和设定操作,取消参数保护功能。图9.2-1 参数快捷设定栏目显示图9.2-2 轴设定参数的显示1)按软功能扩展键,直至显示图9.2-3所示的软功能键〖菜单〗。......
2023-06-25
但是,在CNC参数PRM3111.7设定为“1”时,CNC发生报警后,只能在状态栏显示“ALM”标记,此时,操作者需要选择CNC的信息显示模式,显示CNC报警。图10.1-16 CNC波形诊断显示4)利用时间调整、范围调整和波形调整等软功能键,调整图形的时间比例、显示区间和放大、缩小波形。......
2023-06-25
3)利用LCD显示和检查CNC系统信息、诊断信息、报警信息、外部操作信息、定期维护信息等。5)利用FS-0iD集成的PMC编辑器,进行I/O信号状态、动态梯形图、信号时序图的显示与监控等。在系统显示模式下,操作可利用表9.1-1所示的软功能键,选择LCD显示内容并进行相关的设定操作。......
2023-06-25

参数快捷设定中的伺服设定、伺服调整、主轴设定、主轴调整、AICC调整的显示内容和设定操作与9.1节完全相同,其他栏参数的显示和快捷设定方法如下。伺服轴FSSB网络配置参数的显示和设定操作步骤如下:1)通过9.2.1节的快捷设定操作步骤1)、2),显示图9.2-1所示的CNC参数快捷设定栏目选择页面。......
2023-06-25

模型构建完成后,参数设定和模型检验是保证模型运行及其结果准确的关键工作。为了分析系统行为,需要对模型中各个参数及其相互关系进行定量化处理。2.模型参数设定本书所研究的建筑工程清洁生产实施SD模型的参数选取和确定是参考项目调研结果、全国性和部门行业统计报告以及相关文献资料,并进行适当推算最终确定的。......
2023-06-20

图3-149 选择非定常显示输出项图3-150 Update Frequency选项在属性栏中的“Update Policy”项中选择“Time-Step”项,选择时间步长的方式,如图3-151所示。图3-158 设置流线数目图3-159 将流线显示为温度方式注意:在输出动画之前,至少要点击过一次播放按钮且完成一次动画显示,确认后才能输出动画。图3-163 保存按钮生效点击工具栏的保存按钮,出现图3-164所示的对话框,保持默认设置,输入文件名“heatsink”,保存为“.avi”格式的动画文件。......
2023-10-17
相关推荐