生产中不可能经常测量VB高度来掌握磨损程度,而是用规定的刀具使用时间作为限定刀具磨损量的标准。此外,在刀具上消耗的成本也很低,仅占生产成本的3%~4%,为此,目前数控刀具的寿命均低于其他刀具,例如:车刀寿命定为T=15min。表3-6刀具寿命参考值......
2023-07-01
1.功能说明
在无人看管加工或大批量加工的数控机床上,为了保证机床能够长时间连续加工,避免刀具更换引起的加工中断,用户可在刀库上安装一组(多把)用于同一工序加工的同类刀具,并对其使用寿命(允许加工时间或加工次数)进行设定。这样,如某一把刀具的使用寿命到达或即将到达,CNC可以在下次换刀时,自动选择同一组的另一把刀具进行加工,以防止刀具磨损、断裂所产生的加工误差、加工中断,这就是CNC的刀具寿命管理机能。
刀具寿命管理数据的显示可以通过按MDI面板的功能键【OFS/SET】、选择偏置/设定显示后,通过软功能扩展菜单中的软功能键〖刀具寿命〗(或〖搜索号码TL寿命〗)显示,其显示如图8.3-23所示。
刀具寿命管理数据显示页的主要内容如下,显示“∗∗∗”表示未设定刀具寿命管理的刀具组。
下一组(或“下一”):即将更换的下一把刀具所属的刀具组号。
使用组(或“使用”):当前加工刀具所属的刀具组号。
选择中的群(或“选择”):当前生效的刀具寿命管理组号,或最后一次有效的刀具寿命管理组号。
计数超出范围:当CNC参数PRM6801.2设定为“1”时,刀具使用寿命(使用时间或次数)可通过倍率的设定调整,此项显示即为所设定的倍率值;如CNC参数PRM6801.2设定为“0”,本项显示始终为1(100%)。
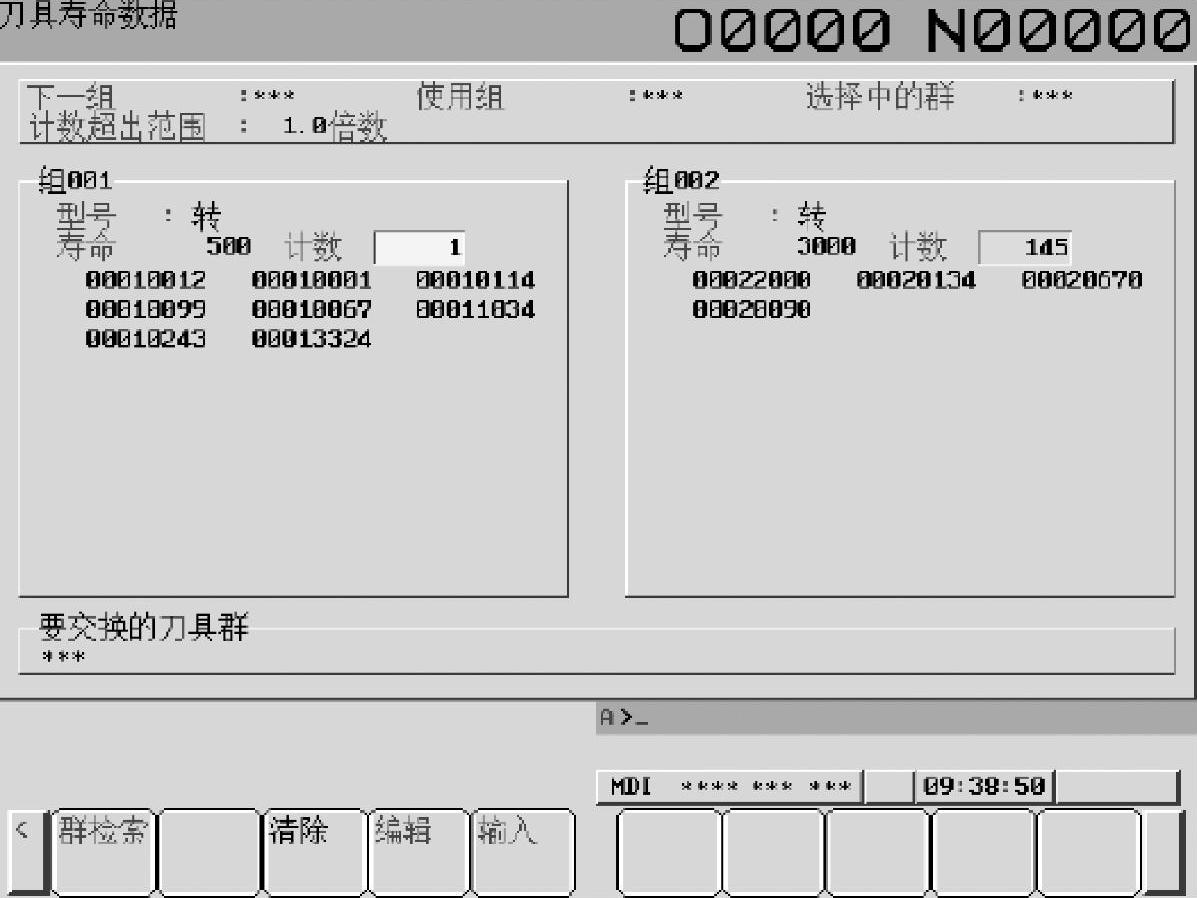
图8.3-23 刀具寿命管理数据显示
组001/组002:以分组形式显示的刀具寿命设定值(寿命)、刀具已使用的时间或次数(计数)及该组刀具的寿命管理信息(如00010012、@00010001等)。
当刀具寿命以加工时间的方式设定时,其计时单位可通过CNC参数PRM6805.0的设定选择,参数设定“0”,“计数”项的数据单位为分;参数设定“1”,“计数”项的数据单位为0.1分。
在刀具寿命管理信息中,无前缀符或前缀@表示该刀具寿命未到达,可正常使用;如出现前缀符“∗”,表示该刀具的使用寿命已经到达;如出现前缀符“#”,表示该刀具被跳过;如本组的刀具不能全部显示,则在最后的刀具号后显示“≫”标记。
2.基本设定操作
刀具寿命管理数据的设定一般应在自动运行停止、CNC复位后进行,但如CNC参数PRM6804.1设定为“1”,也可在自动运行时变更“计数”项的值。刀具寿命管理数据的基本设定操作如下:
1)选择MDI操作方式、按MDI面板的功能键【OFS/SET】选择偏置/设定显示。
2)按软功能扩展键、显示软功能键〖刀具寿命〗(或〖搜索号码TL寿命〗),按该键显示图8.3-22所示的刀具补偿数据显示页面。
3)用MDI面板的选页键【PAGE↑】、【PAGE↓】,或直接输入刀具组号后,按软功能键〖群检索〗,选择所需要的刀具组号。
4)用MDI面板的光标移动键【→】、【←】,选择需要设定的刀具组,光标定位在“计数”数据框。
5)用MDI面板输入计数值,按MDI面板的编辑键【INPUT】或利用〖输入〗软功能键,输入刀具寿命计数值。
如果需要清除所选择组的刀具寿命计数值,可以在选择软功能键〖清除〗后,按软功能键〖执行〗,指定组的刀具寿命计数值被一次性清除;如CNC参数PRM6800.4设定为“1”,还可以一次性清除全部刀具组的刀具寿命计数值。
3.刀具组编辑
刀具寿命管理数据可以通过刀具组编辑进行更多的设定,其操作步骤如下:
在上述基本操作步骤1)~4),选定刀具组。
5)按软功能键〖(操作)〗,并选择操作软功能键〖编辑〗,LCD显示图8.3-24所示的编辑页面。编辑页面上的下一组(或“下一”)、使用组(或“使用”)、选择中的群(或“选择”)、计数超出范围的显示内容与含义同基本数据显示页图8.3-23;本组刀具寿命管理数据的编辑包括如下内容。
型号:选择刀具寿命计数的方式,设定“1”为使用次数;设定“2”为使用时间。选择以使用时间计数时,其计时单位可通过CNC参数PRM6805.0的设定选择,参数设定“0”,“计数”项的数据单位为分;参数设定“1”,“计数”项的数据单位为0.1分。
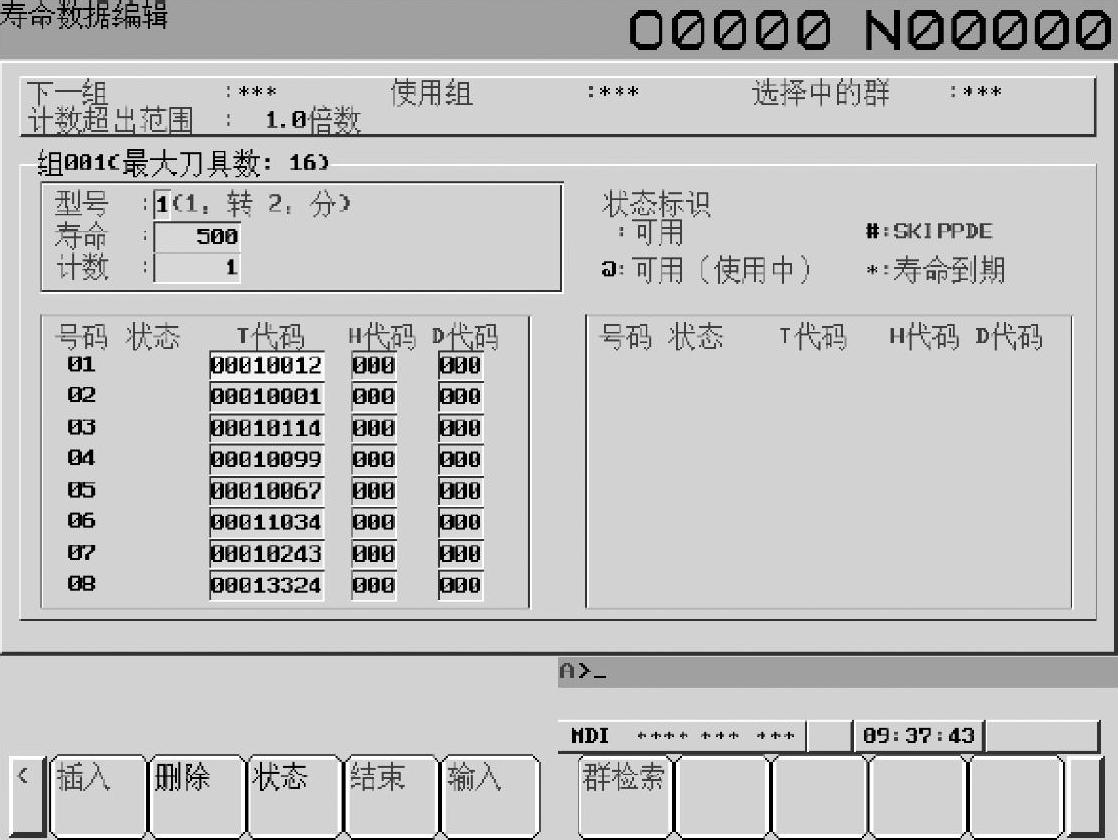
图8.3-24 刀具寿命管理数据编辑显示
寿命:刀具寿命设定值。
计数:当前的刀具使用时间或次数设定。
状态:刀具寿命管理状态信息,无前缀符或前缀@表示该刀具寿命未到达;前缀符“★”表示该刀具的使用寿命已经到达;前缀“#”表示该刀具被跳过。
T代码/H代码/D代码:刀具号/刀具长度补偿号/刀具半径补偿号设定;在FS-0iTD的刀具补偿号用T代码直接指定,故无H代码/D代码显示。
6)通过光标移动键选择编辑内容后,利用MDI面板输入数据、按MDI面板的编辑键【INPUT】或软功能键〖输入〗。如需要清除该项数据,可在选择软功能键〖状态〗后,按软功能键〖清除〗。如果需要将刀具标志为“跳过”状态,光标可定位在该刀具数据输入的任意栏,然后选择软功能键〖状态〗、按软功能键〖跳跃〗,该刀具即被设定为“跳过”状态。
7)如需要在本组内增加新的刀具,可以将光标定位到上一把刀具数据的任意栏上,利用MDI面板输入刀具号、按软功能键〖插入〗。
如需要删除某一刀具,可以将光标定位到需要删除刀具数据的任意栏上,按软功能键〖删除〗后,选择软功能键〖(光标)〗,光标指示所在的刀具即被删除。
如需要删除本组的全部刀具,可在按软功能键〖删除〗后,选择软功能键〖组〗、并按软功能键〖执行〗。
有关FANUC-0iD编程与操作的文章

生产中不可能经常测量VB高度来掌握磨损程度,而是用规定的刀具使用时间作为限定刀具磨损量的标准。此外,在刀具上消耗的成本也很低,仅占生产成本的3%~4%,为此,目前数控刀具的寿命均低于其他刀具,例如:车刀寿命定为T=15min。表3-6刀具寿命参考值......
2023-07-01

在生产实际中,为了更方便、快速、准确地判断刀具的磨损情况,一般是以VB来间接地反映刀具的磨钝标准。刃磨后的刀具自开始切削直到磨损量达到磨钝标准所经历的总切削时间称为刀具磨损寿命,以T表示。刀具磨损寿命与刀具重磨次数的乘积就是刀具寿命,即一把刀具从开始投入使用直到报废为止的总切削时间。切削用量对刀具寿命的影响十分显著。用陶瓷刀具切削及用硬质合金刀具作断续切削时,常发生这种破损。......
2023-06-26

切削用量三要素对刀具寿命影响的大小,按顺序为vc、f、ap。因此,从保证合理的刀具寿命出发,在确定切削用量时,首先应采用尽可能大的背吃刀量ap,然后再选用大的进给量f,最后求出切削速度vc。综上所述,合理选择切削用量,应该首先选择一个尽量大的背吃刀量ap,其次选择一个大的进给量f。......
2023-06-29

当断路器分合大故障电流时,由于产生电弧,热能会使触头及喷口烧损,这样将使开断性能大大降低,这就有了断路器的电气使用寿命,也称电寿命的问题。关于电气的使用寿命,IEC标准中,没有对电寿命试验作出定义。而我国的电寿命试验一直是指额定短路开断电流次数或额定电流开断次数,型式试验进行的连续开断试验,实际上就是断路器的电寿命试验。这些都是按同一额定短路开断电流重复次数作为电寿命试验的准则。......
2023-07-02

刀具交换机构的具体形式和交换方式对数控机床的生产率和工作可靠性有着直接的影响。通常,刀具交换方式可分为无机械手换刀和机械手换刀两大类。其典型代表为斗笠式刀库的自动换刀。......
2023-06-23

收好危险刀具低龄孩子的手部动作不熟练,稳定性也差,很难控制较重的刀具。因此,父母一定要把危险刀具放在孩子拿不到的地方,不要让孩子随意进出厨房、工具房,不要接触尖锐刀具,不要玩弄工具盒,以免出现不可挽回的后果。一般刀伤的处理① 将双手洗净,用清水清洁伤口。严重刀伤的紧急处理① 压迫止血法。......
2023-11-26
图7-1Perrin-Jablonsky简化图荧光发射即为一种常见的辐射去活过程,它通常是指电子发生自S1态至S0态的跃迁,同时放出光子的过程,这一过程所需的时间通常在10-10~10-7 s。而观测到的荧光寿命τ与S1态的寿命τS等价,不仅受荧光发射速率的影响,还受各种非辐射过程的影响,所以直接测得的表观荧光寿命也称作自然寿命。......
2023-06-20
相关推荐