刀具补偿数据既可通过FS-0iTD的MDI面板手动输入和设定,也可通过编程指令G10在加工程序中输入。FS-0iTD对刀具偏置和刀尖方向的定义如图8.3-15所示。FS-0iTD的刀具偏置包括几何偏置和磨损偏置两部分。......
2023-06-25
1.功能说明
FS-0iMD的刀具补偿同样是CNC根据刀具的实际尺寸,自动调整刀具运动轨迹,保证刀尖轨迹与编程轮廓一致的功能。
镗铣类机床是以刀具回转作为主运动的金属切削机床,其刀具轴线一般和机床主轴同轴,因此,铣削类刀具一般只需要进行刀具长度和刀具半径的补偿,而钻头、镗刀、铰刀、丝锥等刀具则只需要进行长度补偿。
使用FS-0iMD的刀具补功能后,操作者可通过CNC刀具补偿参数的设定,利用加工程序中的G43/G44指令生效刀具长度补偿功能、用G41/G42指令生效刀具半径补偿功能,使得刀具的运动能够根据所使用刀具的实际长度和半径,自动改变轨迹、使加工程序中的编程尺寸和图纸尺寸统一。
FS-0iMD的刀具补偿数据同样可采用MDI面板手动设定和通过编程指令G10在程序中输入两种方式。有关刀具补偿指令G41/42、G43/G44、G10指令的编程格式、使用方法可参见第4章4.4节。
2.数据显示与设定
FS-0iMD刀具补偿数据的MDI面板的显示和设定操作步骤如下:
1)选择MDI操作方式、按MDI面板的功能键【OFS/SET】选择偏置/设定显示。
2)按软功能键〖刀偏〗,LCD将显示刀具补偿数据显示页面。
FS-0iMD的刀具补偿,可通过CNC参数PRM8136.6的设定,选择补偿A、C两种方式,PRM8136.6设定“1”时,刀具半径补偿和磨损设定无效,补偿数据只有刀具偏置(补偿A),其显示页面如图8.3-22a所示;设定“0”时,刀具长度、半径补偿均有效,补偿数据的显示有图8.3-22b所示的长度、半径及其磨损等内容(补偿C)。
3)用MDI面板的选页键【PAGE↑】、【PAGE↓】和光标移动键【↑】、【↓】,或直接输入补偿号后,按软功能键〖搜索号码〗,选择所需要的刀具补偿号。
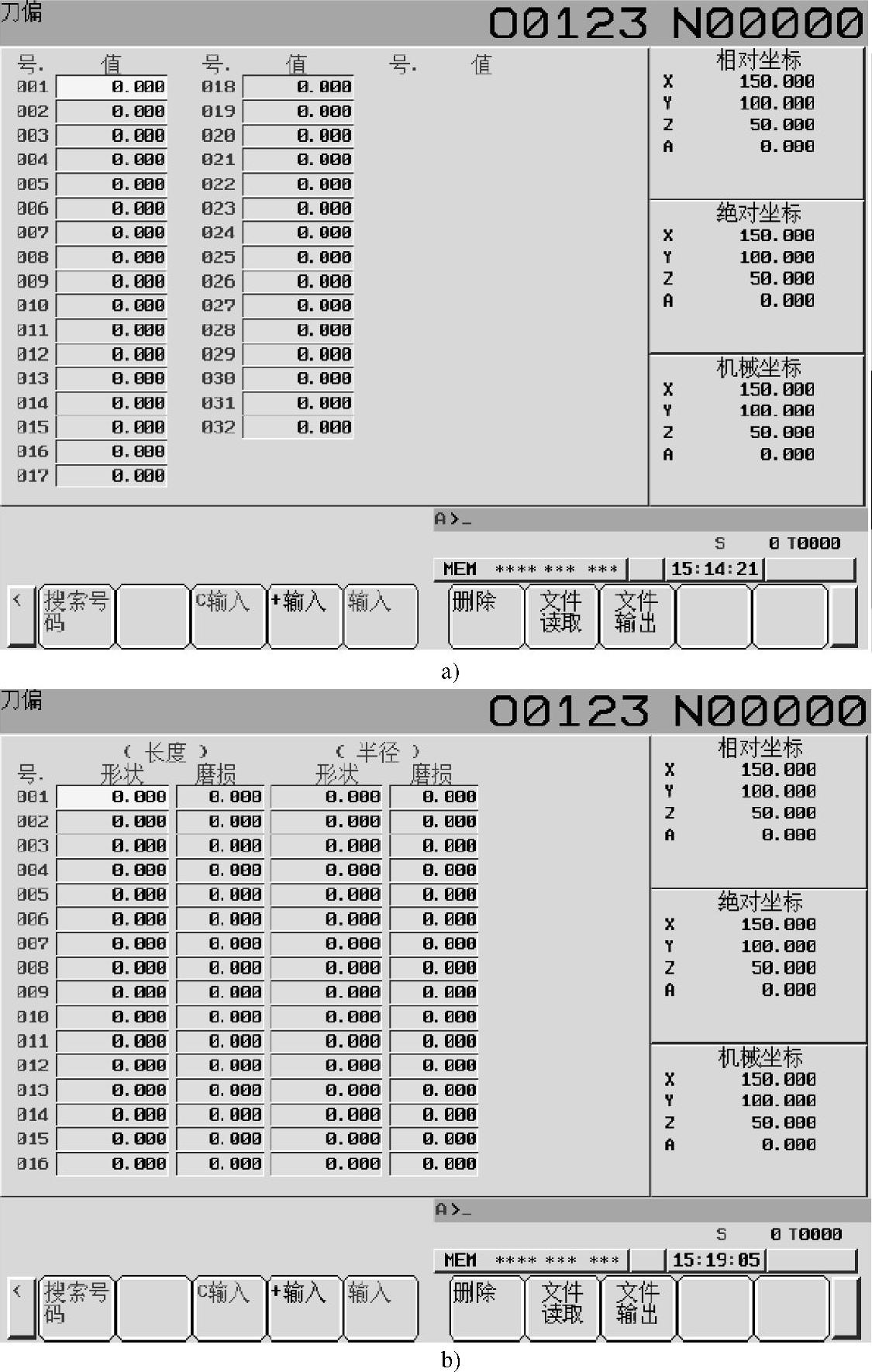
图8.3-22 FS-0iMD的刀具补偿显示
a)刀具补偿A b)刀具补偿C
4)用光标移动键【→】、【←】选定需要输入设定的补偿参数。
5)用MDI面板输入补偿值,按MDI面板的编辑键【INPUT】或利用〖输入〗、增量输入〖+输入〗软功能键,输入补偿数据。
刀具补偿数据的MDI设定可以通过CNC参数PRM3290.0、PRM3290.1的设定禁止,当PRM3290.0设定为“1”时,禁止输入刀具长度偏置数据;PRM3290.1设定为“1”时,禁止输入刀具的形状/磨损数据。禁止输入的补偿号范围可在CNC参数PRM3294(起始补偿号)、PRM3295(禁止输入的补偿数量)上设定。
3.偏置值的测量输入
当FS-0iMD的CNC参数PRM8136.7设定为“0”时,刀具长度偏置也可以通过手动测量的方法输入,其操作步骤如下:
1)选择手动操作方式,主轴安装基准刀具,并移动Z轴到固定的测量点。
2)按MDI面板的功能键【POS】显示位置显示页面,并通过8.1.1节的操作,将Z轴的相对坐标值设定为0。
3)将主轴上的刀具更换为待测量刀具,手动移动Z轴到固定测量点,此时,CNC的相对位置显示即为待测量刀具和基准刀具的长度差。
4)按MDI面板的功能键【OFS/SET】显示偏置/设定页面。
5)按软功能键〖刀偏〗、选择刀具补偿显示页面,选定补偿号和长度补偿数据输入区。
6)用MDI面板输入坐标轴名称【Z】,按软功能键〖C输入〗,当前的Z轴相对位置显示值便作为刀具长度偏置值输入。
有关FANUC-0iD编程与操作的文章

刀具补偿数据既可通过FS-0iTD的MDI面板手动输入和设定,也可通过编程指令G10在加工程序中输入。FS-0iTD对刀具偏置和刀尖方向的定义如图8.3-15所示。FS-0iTD的刀具偏置包括几何偏置和磨损偏置两部分。......
2023-06-25

G41/G42为模态指令,半径补偿可通过指令G40或指定D00刀补号撤销。加工程序如下:2.使用注意点刀具半径补偿可大大简化编程,但如果使用不当,也容易引起刀具的干涉、过切、碰撞。图4.4-5 刀具半径补偿生效、撤销位置a)生效时 b)撤销时5)执行G92、G50、G28、G29等指令,刀具半径补偿将被暂时取消。......
2023-06-25

刀具交换机构的具体形式和交换方式对数控机床的生产率和工作可靠性有着直接的影响。通常,刀具交换方式可分为无机械手换刀和机械手换刀两大类。其典型代表为斗笠式刀库的自动换刀。......
2023-06-23

图12-4刀具磨损曲线监测信号的处理分析以及特征的提取是刀具状态监测的关键技术之一。近年来越来越多的学者利用BP神经网络来研究刀具磨损检测技术问题,利用人工神经网络预测刀具磨损是可行的也是科学的。以高速铣削过程中刀具的磨损状态为研究对象,利用刀具在不同磨损状态下的铣削力信号对不同监测技术进行研究,建立了基于BP神经网络预测......
2023-06-28

从式可以看到,电流正反馈Ui的作用相当于增加了转速给定值,因此称为电流补偿控制。因为βcr受放大倍数和电阻等诸多因素的影响,这些因素稍有变化,全补偿状态就可能被破坏,使系统不稳定,所以通常只使用欠补偿控制。关于电流补偿控制的讨论如下:1)电流补偿只是针对负载扰动的一种补偿措施。这时,电流正反馈补偿不仅没有抑制转速上升,反而是助长了转速上升,起了相反的作用。补偿控制也常用于温度等其他控制场合。......
2023-06-19
因此,一定容量的VSC能提供2倍的STATCOM动态无功范围,一般其容量标称为MV·A。2)STATCOM可以独立于电网电压调节输出电流,即具有较宽的电压运行范围,特别是在如15%的电网电压条件下仍然可以输出额定的无功电流。和图4-29 STATCOM的运行特性3.无功电流的检测STATCOM对交流系统而言可以视为一个可控电流源,对无功电流的控制是最基本的,其他的控制目标均通过无功电流控制间接达到。......
2023-06-23

本节将基于理论分析阐述输出转矩波动产生的原因,并提出电机转矩动态补偿的控制方法,实现降低输出转矩波动的目的。因此,如何消除瞬态分量对输出转矩波动的影响,是制动器分离阶段控制策略的主要目标。......
2023-06-24

人类资源的平等利用与共同发展,并不是要以发达国家的意愿为唯一导向,而是应当兼顾大多数人的需求,并尊重少数人的需求。此外,从知识产权法的实践来看,发展中国家应相关国际公约的要求,加入TRIPs协议等国际公约,牺牲国内知识相关利益而达到国际要求的标准。知识是人类共有的内容,其应当造福全人类。人类共同发展理念之下,牺牲补偿机制更值得知识产权法政治学在未来充分挖掘。......
2023-07-06
相关推荐