机床操作面板用于机床的操作和控制,它可从CNC生产厂家购买标准产品,也可由机床生产厂家自己设计、制作。图7.1-2 FANUC机床操作面板FANUC对机床操作面板上的按键/LED指示灯功能定义见表7.1-1。图7.1-3 附加机床操作面板附加机床面板安装有急停按钮、进给倍率调节旋钮、主轴倍率调节旋钮、存储器保护旋钮以及CNC启动/停止按钮。......
2023-06-25
1.基本功能
所谓软机床操作面板是通过LCD的显示项选择和MDI面板上的某些按键,来替代机床操作面板的常用按钮、开关,进行机床的操作和控制,其显示如图8.3-8所示。
软机床操作面板的显示与CNC的功能有关,例如,在无手轮的CNC上,其显示如图8.3-8a所示;而在配套有手轮的CNC上,则显示如图8.3-8b所示的页面。软机床操作面板的显示有多页,功能选择后,其显示可通过MDI面板的选页键【PAGE↑】、【PAGE↓】进行切换,并显示图8.3-9所示的其他页面。
软机床操作面板功能有效时,选择显示页上的对应选项,便可替代机床操作面板上的按钮功能,生效CNC的相关操作,显示页所选择的选项以“■”标识。
例如,在图8.3-8上,CNC操作方式选择(模式)栏,选择的状态为MDI,就相当于通过机床操作面板选定了MDI操作方式『MDI』;而快进倍率栏选择的100%,即相当于机床操作面板的快进倍率开关被置于100%的位置;而在图8.3-9上,程序段跳过、单程序段栏均选择“关”,它相当于机床操作面板上的程序跳段按钮『BLOCK SKIP』、单段按钮『SINGLE BLOCK』均处于OFF状态,等等。
2.操作组定义
软机床操作面板根据CNC操作、控制的需要被分为若干组和栏,同一栏(行)上的选项只能选择其中之一。FS-0iD的操作组定义和操作选择方法如下:

图8.3-8 软机床操作面板的显示1
a)无手轮 b)带手轮
组1:CNC操作方式(模式),可通过显示页选择MDI、MEM等操作方式选项,参见图8.3-8和图8.3-9。
组2:手动操作坐标轴方向键和手动快速键,可通过MDI面板的数字键【1】~【9】选择,数字键的定义见下述。
组3:手轮进给轴(手轮轴)、手轮每格移动量(手轮倍率)选择,可通过显示页上的选项选择,见图8.3-8b。
组4:快速进给速度倍率(快速倍率)、手动进给速度倍率(JOG倍率)、进给速度倍率(进给倍率)选择,可通过显示页上的选项选择,见图8.3-8。
组5:程序运行控制选择,可通过显示页上的选项选择程序跳段、单程序段等操作,见图8.3-9。
组6:存储器保护,可通过显示页上的选项选择,见图8.3-9。

图8.3-9 软机床操作面板的显示2
组7:进给保持,可通过显示页上的选项选择,见图8.3-9。
软机床操作面板的操作组1~7可通过CNC参数PRM7200的设定,选择使用或不使用。
除以上CNC已经定义的操作组外,机床生产厂家还可以通过“通用开关”的显示页,定义8个其他操作按键,按键名称可用CNC参数PRM7220~7283设定。
3.方向键定义
当软机床操作面板的操作方式选择栏选定了JOG/INC操作方式时,机床手动操作所需要的方向键将以图8.3-10所示的、MDI面板上的数字键代替。其中,数字键【5】将替代机床操作面板上的手动快速按钮『RAPID』;而坐标轴移动的方向键则由数字键【1】~【9】代替。数字键【1】~【9】所对应的坐标轴和运动方向,可通过CNC参数PRM7210~7217的设定进行定义,FS-0iMD可定义图8.3-10a所示的X/Y/Z/4轴的运动方向键;FS-0iT可定义图8.3-10b所示的X/Z轴运动方向键。
MDI面板上的手动操作按键功能只有在软机床操作面板功能生效时才能使用。
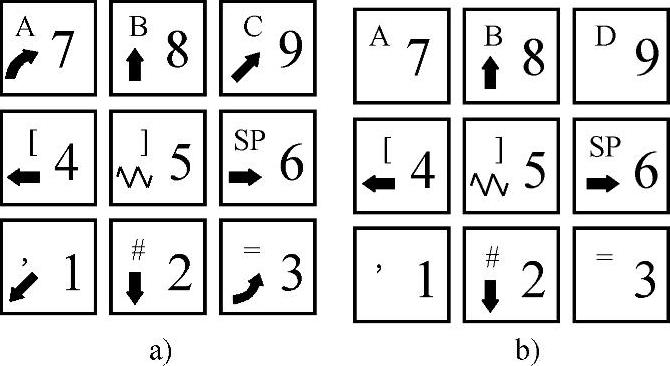
图8.3-10 手动方向键定义
a)FS-0iMD b)FS-0iTD
4.操作步骤
软机床操作面板的操作步骤如下:
1)选择MDI操作方式、按MDI面板的功能键【OFS/SET】选择偏置/设定显示。
2)按软功能扩展键、显示软功能键〖操作〗,按该键后LCD将显示软机床操作面板显示页面。
3)用MDI面板的选页键【PAGE↑】、【PAGE↓】,选择软机床操作面板页面。
4)用光标移动键【↑】、【↓】,选定操作组和栏。
5)用光标移动键【→】、【←】,设定操作组中的操作按钮状态,被设定的操作按钮状态,在显示页上以“■”标识,这一状态将代替机床操作面板上的按钮信号。
6)当软机床操作面板的操作方式选择为JOG/INC操作时,可通过图8.3-10所示的MDI面板数字键控制机床手动运动。
有关FANUC-0iD编程与操作的文章

机床操作面板用于机床的操作和控制,它可从CNC生产厂家购买标准产品,也可由机床生产厂家自己设计、制作。图7.1-2 FANUC机床操作面板FANUC对机床操作面板上的按键/LED指示灯功能定义见表7.1-1。图7.1-3 附加机床操作面板附加机床面板安装有急停按钮、进给倍率调节旋钮、主轴倍率调节旋钮、存储器保护旋钮以及CNC启动/停止按钮。......
2023-06-25

数控机床一般有手动、程序编辑和自动运行三类操作方式,操作方式可通过机床面板上的按钮、按键选择,通过CNC的控制实现,不同操作方式的作用简述如下。1)存储器运行:存储器运行是利用CNC存储器上的加工程序,控制机床自动运行的操作。在MDI方式下,还可以进行CNC、PMC的参数设定、编辑等操作。机床锁住时,机床不产生实际运动,但CNC的程序、位置显示正常变化,以此可以检查机床的运动轨迹。......
2023-06-25

变频器的操作方式较多,最常用的方式就是在面板上对变频器进行各种操作。三菱FR-A540型变频器的操作面板如图4-6所示。图4-6 三菱FR-A540型变频器的操作面板表4-3 操作面板按键和指示灯的功能说明2.操作面板的使用模式切换要对变频器进行某项操作,必须先在操作面板上切换到相应的模式。......
2023-06-15

操作显示面板直接调试是指在直接利用变频器上的操作显示面板,对变频器进行频率设定及控制指令输入等操作,达到对变频器运行状态的调整和测试目的。要求变频器操作面板操作按键控制功能正常,操作显示面板显示数据......
2023-06-24

表3.25周转轮系及其转化轮系各构件转速图2-25 示波器的校正方法图2-26 连接示波器与信号源的操作方法既然转化轮系是假想的定轴轮系,可利用定轴轮系传动比的计算方法,列出转化轮系中任意两个齿轮的传动比。轮1和轮3之间的传动比可表达为图2-27 数字示波器信号的接入方式式中,表示转化轮系中轮l 与轮3相对于行星架H 的传动比。......
2023-06-24
数字式十二道心电图机为便携式心电图机,适用于医院、诊所及移动医疗中,用于提取人体的心电波群,供临床诊断及研究。图1-3-3 ECG-1210心电图机操作按钮区及相应功能心电图机的操作流程见图1-3-4。图1-3-6 ECG 1210心电图机电极连接方法(四)记录及冻结按图1-3-6要求正确连接电极后,屏幕显示各波图形。点击“普通报告”可产生报告一、报告二和报告三,其结果分别见图1-3-8~图1-3-10。......
2023-11-09
函数选板中文件I/O选板上的VI和函数可用于常见文件I/O操作,如读写以下类型的数据:在电子表格文本文件中读写数值;在文本文件中读写字符;从文本文件读取行;在二进制文件中读写数据。可将读取文本文件、写入文本文件函数配置为可执行常用文件I/O操作。如“文件I/O”VI和函数被设置为执行多项操作,则每次运行时都将打开关闭文件,所以尽量不要将它们放在循环中。下面对文件I/O选板中的节点进行介绍。......
2023-11-26

图2.7直接选择工具如果工具面板中工具的右下方显示一个小三角,说明该工具包含其他附加工具,这些附加工具也都可以使用这种操作方法。图2.8矩形工具单击浮动工具面板标题栏左上角或右上角的关闭按钮(×)以关闭它。图2.10再次单击双箭头以扩展(或折叠)工具面板。图2.11提示:还可以单击工具面板顶部的双箭头或者双击工具面板顶部的标题栏,切换单双列。......
2023-11-20
相关推荐