子程序调用可通过辅助机能M98代码进行,在M98指令中,子程序号由地址P规定。如“N15 M98 P30100;”为调用子程序O0100三次,而“N15 M98 P3100;”则表示调用子程序O3100一次。......
2023-06-25
1.基本说明
程序重新启动用于加工过程中因刀具破损等原因,引起程序中断后的启动,它可使得自动运行能够从指定的程序段上开始,避免重复加工。由于程序重新启动与CNC功能、机床生产厂家PMC程序设计等因素相关,为了保证机床能够按要求准确运动,使用时应详细阅读机床和CNC说明书,并按规定的操作步骤进行。
FS-0iD的重新启动可通过面板操作,选择P型或Q型两种启动方式。在更换破损刀具、重新设定刀具补偿值后,P型可直接进入重新启动运行;Q型则需要重新执行回参考点、将刀具移动到程序开始位置、恢复模态代码和工件坐标系等操作。执行程序重新启动操作,需要注意以下基本问题:
1)如果在加工中断后,进行了CNC断电、急停或改变了工件坐标系的设定,就不能执行P型重新启动;此外,也不能对未经自动运行的程序,直接进行P型重新启动。
2)程序重新启动可从指定的程序开始,也可从指定程序段开始。对于后者,重新启动的程序段可以不是加工中断的程序段,但是,执行P型重新启动的程序段,其工件坐标系必须与中断程序段相同。
3)刚性攻螺纹、Cs轴运动、螺纹加工G32/G33/G92/G76、多边形加工G50.2、极坐标插补G12.1等特殊加工程序段不能使用重新启动功能。
2.重新启动位置的指定
程序重新启动需要指定自动运行开始位置,这一位置成为重新启动开始位置,简称重新启动位置。根据程序的不同,重新启动位置可通过以下三种方法指定:
1)如程序重新启动位置带有程序段号N,且段号N在程序中没有重复使用,则可直接利用MDI面板、输入需要重新启动位置的程序段号。
2)如程序重新启动位置带有程序段号N,但是,段号N在程序中被重复使用,则可以用“N+序号+段号”的形式指定重新启动位置,此时,应以完整的5位数字来表示程序段号。例如,程序段号N100在程序中被重复使用,当需要从第2个N100重新启动时,应输入程序段号N200100。
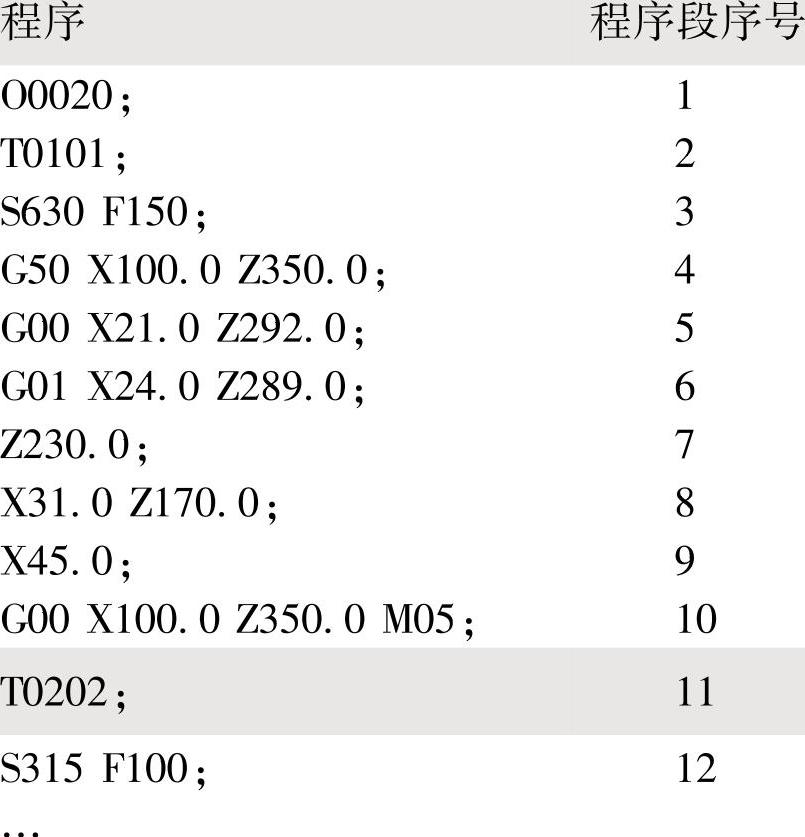
3)如程序重新启动位置无程序段号N,则需要通过MDI面板,以“B+程序段序号”的形式指定程序段。例如,对于如下程序,如果需要从程序段T0202开始重新启动,由于该段在程序中的序号为12,因此,需要输入B11指定重新启动的程序段序号。
程序段序号B的输入范围为0~99999999。
指定程序段序号时需要注意,用户宏程序中的算术或逻辑运算程序段不能作为程序重新启动位置,这样的程序段不能作为独立的程序段计算段序号。例如,对于如下的程序,不能从程序段“#1=25.6”重新启动,因此,其程序段序号与上一段相同。

3.重新启动操作
程序段重新启动是从一个程序的中间程序段开始自动运行的操作,其步骤如下:
1)选择MEM方式、并用机床操作面板上的『RESTART』键生效重新启动信号。
2)按MDI面板的功能键【PRG】进入程序显示页面,并选定需要重新启动的程序。
3)按【RESET】键,将光标定位到程序起始位置。
4)利用MDI面板输入N□□□或B□□□,指定重新启动位置。
5)按软功能键〖P-TYPE〗(〖P型〗)或〖Q-TYPE〗(〖Q型〗),选定重新启动类型。CNC执行程序段检索,并显示如图8.2-13所示的重新启动页面。
页面上“目的地”栏显示的是重新启动开始点的坐标位置;“剩余移动量”栏显示的是刀具从当前位置到重新启动开始点需要移动的距离,坐标轴地址X、Y、Z前的1、2、3用来指示坐标轴移动的次序,它可通过CNC参数PRM7310的设定改变。重新启动页面一次最多可显示4个坐标轴的移动目的地和剩余移动量,如需要,按软功能键〖再开〗,可显示第5轴以后的数据。
在页面右侧重新启动信息栏上,显示的是程序检索得到的最后若干个辅助机能代码,代码次序按编程的次序依次显示。其中,M代码在10.4in LCD上最大可以显示30个、8.4in LCD上最大可以显示6个,例如,图8.2-13中为M6、M10…M3等;T代码可显示最后2个;而S、B代码则只能显示最后1个代码。

图8.2-13 程序重新启动显示
6)再次按机床操作面板上的『RESTART』键,断开重新启动信号。此时,剩余移动量显示栏、坐标轴地址前的移动次序指示闪烁显示。
7)对照图8.2-13所示的重新启动页面,检查机床是否存在需要执行的辅助机能代码,如果存在,需要选择MDI方式,输入相关辅助机能指令,完成辅助机能代码的执行;或者,利用下述的辅助功能输出设定,通过PMC程序自动执行辅助机能代码。
8)确认剩余移动量是否准确,如按照规定的次序运动可能引起刀具碰撞,则需要在手动操作方式下,将刀具移动到按次序运动不会产生碰撞的位置上。
9)按机床操作面板上的循环启动键『CYCLE START』,坐标轴将按规定的次序,依次运动到重新启动开始位置,然后,自动执行随后的程序段。
为了保证重新启动的正常进行,在检索完成、坐标轴运动之前,不能以MDI方式输入坐标轴运动指令;一般也不能对CNC进行复位、进给保持等操作,否则,应从头进行重新启动的全部操作。
4.辅助机能的输出与设定
通过CNC参数PRM7300.6、PRM7300.7的设定,可以在刀具移动之前,将程序重新启动过程中所检索到的辅助机能代码M、S、T、B,直接输出到PMC上,并通过PMC程序自动完成辅助功能的执行。参数的作用和设定方法如下。
PRM7300.7:辅助功能代码输出功能设定。设定“0”,程序重新启动时不输出辅助功能代码;设定“1”,程序重新启动过程中所检索到的辅助功能代码M、S、T、B,可在刀具移动之前,自动输出到PMC上。
PRM7300.6:辅助功能代码输出方式设定。设定“0”,只输出重新启动过程中所检索到的最后一个辅助功能代码M、S、T、B;设定“1”,输出重新启动过程中所检索到的全部辅助功能代码。本参数在PRM7300.7设定“1”时有效。
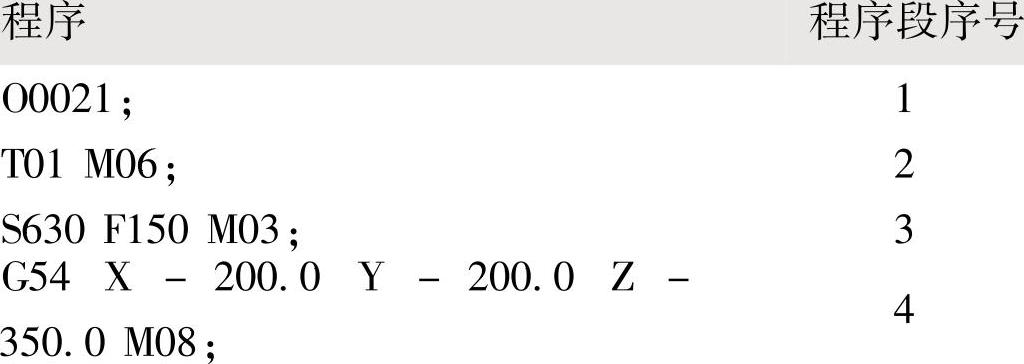
当参数PRM7300.7设定“1”时,如果执行正常的重新启动操作,由于辅助功能M、S、T、B的代码输出数量有所不同,因此,当CNC参数PRM7300.6、PRM7300.7均设定为“1”时,辅助功能代码的输出方式与实际程序可能不一致。例如,如果在程序重新启动过程中搜索到辅助功能代码M10、M11、M12、T0101、S1000、B10,其输出次序将和执行以下程序相同,PMC程序必须保证以上指令的准确、可靠执行。
5.辅助功能的超容量输入
如果在重新启动时,需要按实际程序的执行次序,输出辅助功能代码,需要使用超容量输入操作。例如,对于如下程序:

如按程序重新启动的步骤,执行操作步骤1)~5),在PRM7300.7=1时,CNC将显示图8.2-14所示的重新启动页面。由于程序检索只能输出最后1个S、B代码,因此,程序段N602中的S500、B50.0将被忽略。
为了能够按照程序中的编程次序,依次输出辅助功能代码,需要在程序重新启动操作步骤1)~5)之后,接着进行如下操作:
6)按软功能键〖超容量〗,CNC将显示图8.2-15所示的超过正常容量的特殊辅助功能输入页面。
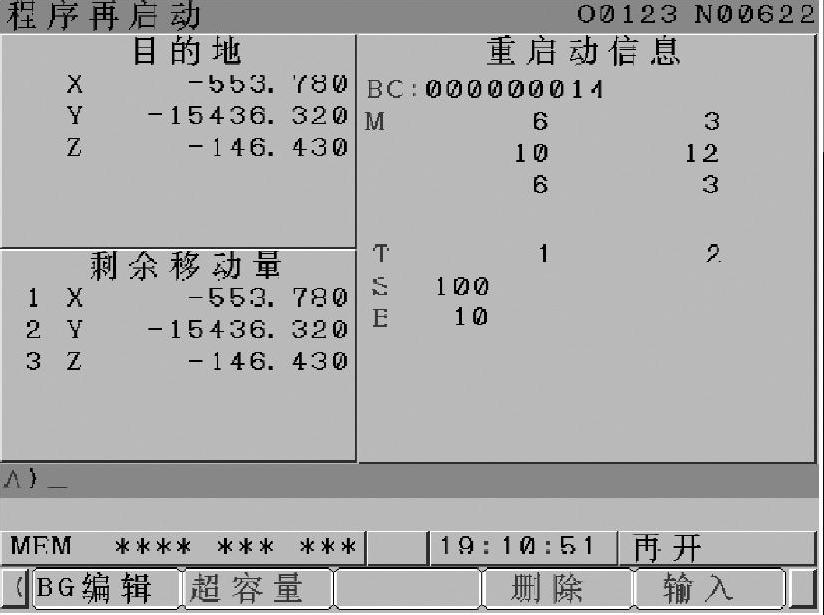
图8.2-14 重新启动的辅助功能输出显示
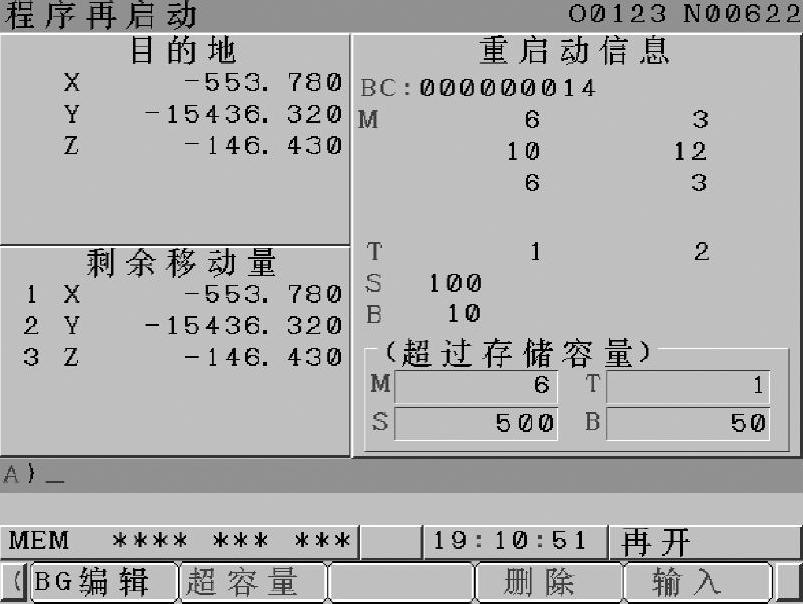
图8.2-15 辅助功能的超容量输入显示
7)在“超过程序容量”的输入栏,按照实际程序的要求,利用MDI面板,输入辅助功能指令。例如,可输入程序段N600的辅助机能代码T1 M6,或同时输入N600和N602的辅助功能代码T1 M6 S500 B50。如输入错误,可按软功能键〖删除〗,清除所输入的辅助功能代码。
8)按机床操作面板上的循环启动键『CYCLE START』,输入栏的辅助功能代码将被执行,输入栏的辅助功能代码被删除。
9)重复操作步骤7)、8)就可以按照实际程序的要求,逐一完成辅助功能的执行。
需要注意的是:刚性攻螺纹、主轴定位等M代码在CNC上有特定的含义,这样的M代码不能通过超容量输入操作执行。
超容量输入也可以在坐标轴移动过程中进行,在这种情况下,需要先按机床操作面板上的进给保持键『CYCLE STOP』,然后再按软功能键〖超容量〗,并进行超容量输入操作。超容量输入完成后,可再次按软功能键〖超容量〗,取消超容量输入方式,然后,按机床操作面板上的循环启动键『CYCLE START』,继续重新启动操作。
有关FANUC-0iD编程与操作的文章

子程序调用可通过辅助机能M98代码进行,在M98指令中,子程序号由地址P规定。如“N15 M98 P30100;”为调用子程序O0100三次,而“N15 M98 P3100;”则表示调用子程序O3100一次。......
2023-06-25

所谓低速执行型程序是指仅在恒定扫描的剩余时间内或设定了低速执行程序执行时间时执行的程序。低速执行型程序的动作方式见表6-2。当低速END处理结束后,再次从头开始执行低速执行型程序。......
2023-06-16
生态效益子目标是指通过水沙资源的优化配置,减轻水沙不合理利用引起的环境污染和恶化,尽可能利用水沙资源改善生态环境,促进河流健康发展。经济效益子目标是指水沙资源优化配置要节省有限的水资源,配置措施要尽可能节省人力物力,泥沙资源利用还要注重创造经济收入。表12-2黄河下游泥沙资源配置目标层次分析......
2023-06-23

7)重复以上步骤5)、6),完成全部程序的输入。2)利用第8章所述的CNC参数设定操作,将图7.3-1所示的CNC设定参数页面上的“顺序号”设定为“1”,生效程序段号自动插入功能。图7.3-2 程序段号的自动生成3.字的编辑加工程序中的程序字可通过插入、替换、删除等操作进行编辑。......
2023-06-25

表5.2-2 宏程序的调用指令一览表自由调用和特定调用用户宏程序调用有自由调用和特定调用两种方式。图5.2-2 用户宏程序的特定调用特定调用的指令编程格式如下:l:重复调用次数;变量赋值的方法见后述。一般情况下,宏程序执行完成后,程序将返回到调用程序段,然后继续执行下一程序段。表5.2-4 自变量指定Ⅱ的程序字与局部变量对应关系表混合赋值宏程序调用指令也可采用自变量指定Ⅰ、自变量指定Ⅱ混合赋值的方式,对局部变量#1~#33进行赋值。......
2023-06-25
如果某农户打算在网上出售自己的农产品,那么他就必须要建立自己的网站或通过特定的电子商务网站,那么网站设立的基本程序和要求有哪些呢?国内域名是后缀为“.cn”的域名,它比国际域名低一个层次。两者在使用中基本没有区别,国际域名注册里的流程相对于国内域名要更为方便,而且还是目前世界上最流行和最容易被人们记住的域名格式。申请人取得经营许可证后,应当持经营许可证向企业登记机关办理登记手续。......
2023-12-02
每个渗碳箱的容积不宜过大,以免造成装炉、出炉困难。每层之间都填满一层25~30mm厚的渗碳剂。通常是在出炉前0.5h,从渗碳箱盖上抽出试棒,并直接淬火冷却,然后压断检测渗层深度。渗碳时按要求添加适量的甲烷或丙烷。表2-13 几种渗碳剂分解后的产气量与活性碳生成量(续)渗碳气氛......
2023-06-24

下面先就3个SFC块的程序执行步骤和内容做具体说明。图7-16 SFC程序整体构成1.SFC程序的功能说明块0程序的执行步骤1)当启动SFC程序时,首先执行初始步0。图7-23 SFC总控程序图7-24 块0的自动启动设置初始步0内的梯形图程序与普通的梯形图程序一样,同时应注意对编写好的梯形图进行编译。......
2023-06-16
相关推荐