选择不同的软功能键,便可进入相应的显示和设定页面,并进一步显示表10.2-1中的软功能键,以便进行相关操作。表10.2-2 PMC信号与地址一览表4.PMC信息显示PMC信息的显示如图10.2-1所示,它分标题行、基本显示区、状态显示区3个基本区域。图10.2-1 PMC信息显示显示页面的第1行为标题行,它可显示页面名称、PMC控制通道、梯形图执行状态、PMC报警等内容。......
2023-06-25
1.程序显示
通过MDI面板的功能键【PRG】选择程序显示后,如按软功能键〖程序〗,LCD可根据CNC的不同操作方式和运行状态,显示对应的程序页面和进行相关操作。
表8.2-1 程序显示和设定操作一览表
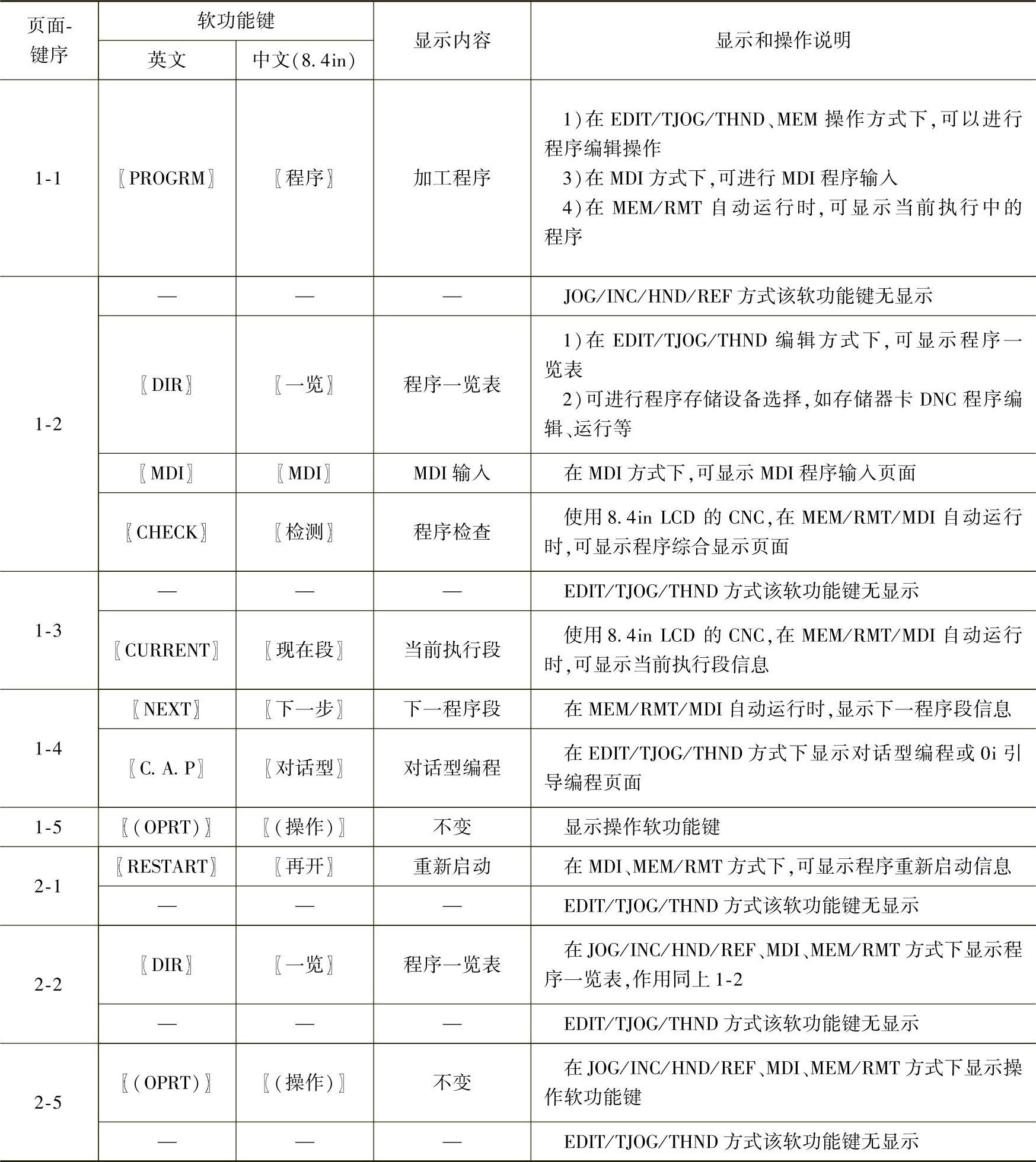
1)程序编辑方式:当CNC选择程序编辑(EDIT)、示教编辑(TJOG、THND)操作方式时,按软功能键〖程序〗,可显示加工程序编辑页面,在程序编辑页面可进行程序的输入、检索、编辑等操作;如CNC选择了MEM操作方式、且程序不在运行中,同样可显示加工程序编辑页面,并进行程序检索、输入、编辑等相关操作。加工程序编辑的方法可参见第7章7.3节。
2)手动操作方式:当CNC选择手动操作JOG、INC、HND或REF方式时,按软功能键〖程序〗,可显示程序编辑页面,但不能进行加工程序的输入和编辑。
3)MDI操作方式:如CNC选择了MDI操作方式,选择软功能键〖程序〗、再按〖MDI〗,可显示图8.2-1所示的MDI程序输入页面,并进行加工程序的输入与编辑。

图8.2-1 MDI程序输入显示
4)自动运行:如果CNC处于自动运行状态,选择软功能键〖程序〗,可显示图8.2-2所示的、当前执行中的加工程序,光标将指示正在执行的程序段,在此基础上,可通过选择软功能键〖下一步〗,显示下一程序段的详细信息。
在使用10.4in LCD的CNC上,选择软功能键〖程序〗后,如再次按〖程序〗,可显示图8.2-3所示的程序综合显示页面。在FS-0iTD上,如CNC参数PRM3192.7设定为“1”,还可在该页面上显示负载表,有关内容可参见8.1.2节。
在使用8.4in LCD的CNC上,程序综合显示页面需利用软功能键〖检测〗进行显示,具体见后述。
2.程序一览表
通过MDI面板的功能键【PRG】选择程序显示后,如选择软功能键〖一览〗,LCD可显示加工程序一览表。在JOG/INC/HND/REF、MDI、MEM/RMT方式下,软功能键〖一览〗需要在软功能键扩展菜单上显示。
程序一览表的显示内容包括已存在的程序数量、存储器容量及尚可使用的程序数量、存储器容量,现有的程序号(包括注释)及更新时间等基本数据。
在程序一览表显示时,通过按软功能键〖(操作)〗,在扩展菜单上显示图8.2-4所示的软功能键〖设备选择〗(或〖设备〗),并进行程序的存储设备选择、取消程序的编辑保护功能、进行存储器整理等操作,以便对存储器卡上的程序进行编辑,其操作方法和步骤可参见第7章7.3节。
有关FANUC-0iD编程与操作的文章

选择不同的软功能键,便可进入相应的显示和设定页面,并进一步显示表10.2-1中的软功能键,以便进行相关操作。表10.2-2 PMC信号与地址一览表4.PMC信息显示PMC信息的显示如图10.2-1所示,它分标题行、基本显示区、状态显示区3个基本区域。图10.2-1 PMC信息显示显示页面的第1行为标题行,它可显示页面名称、PMC控制通道、梯形图执行状态、PMC报警等内容。......
2023-06-25

如图10-29、图10-30所示为造阀门命令的操作结果。造阀门命令的执行方式有:命令行:输入ZFM命令按回车键。图10-29 平面阀门图10-30 系统阀门01 按Ctrl+O组合键,打开配套光盘提供的“第10章/10.1.10造阀门.dwg”素材文件,结果如图10-31所示。05 方才所造的平面阀门和系统阀门,均可按照实际的使用需求调入到相应的平面图或者系统图中,如图10-39、图10-40所示。......
2023-08-22
操作数输入完按Enter键,就会自动转入下一条指令的编辑。STEP 7-Micro/WIN支持与常用文档编辑软件类似的两种编辑模式:插入和改写。1)项目组件注释:单击“网络1”上方的灰色文本框,输入POU注释,每条POU注释可允许使用的最大字符数为4096。可视时,项目组件注释始终位于POU顶端,并在第一个网络之前显示。......
2023-06-26

本软件采用纯文本M文件制作,没有采用GUI向导,因此不存在FIG文件,只需双击CSRAS_V1.M文件,自动打开MATLAB程序,并进入M文件编辑器“Editor”。按照本软件所提供的Excel格式输入。图3.7Excel导入数据提示数据导出:如图3.6所示菜单栏,前三个菜单下分别有数据导出选项如“par_output”菜单,该菜单将其对应的table中的数据导出到excel格式。如图3.6所示ANN-MCIS计算,采用以下步骤分析结构的可靠指标。......
2023-09-19
CNC报警履历和操作履历的记录、显示与CNC参数的设定有关,有关CNC报警履历的CNC参数设定要求将在10.1.4节进行介绍,与操作履历有关的CNC参数如下。设定“0”,操作履历不在LCD上显示;设定“1”,LCD可显示部分操作履历。PRM3195.7:操作履历总清软功能键显示设定。图10.1-10 操作履历显示号:为操作履历的序号,号越小、操作时间越早。......
2023-06-25
如图3.14所示,第20帧处即为一个空白关键帧,表示在当前舞台中没有任何内容。图3.14 空白关键帧效果图2)关键帧。如果要使动画多个帧的播放顺序颠倒,可以进行翻转帧操作。图3.16 “帧显示状态”菜单8)切换不同的帧显示状态。......
2023-11-17

操作显示面板直接调试是指在直接利用变频器上的操作显示面板,对变频器进行频率设定及控制指令输入等操作,达到对变频器运行状态的调整和测试目的。要求变频器操作面板操作按键控制功能正常,操作显示面板显示数据......
2023-06-24

接下来编写程序控制LCD显示器,首先来看示例:void loop() {lcd.setCursor(0,1);//从第2行第1列开始输出lcd.print;//列印Arduino重启之后经过的秒数delay;//延时1秒,每个秒滚动一次}第一行lcd.setCursor(0,1);为显示的内容定位,括号内两个数字分别表示列数和行数,列数和行数都是从0开始,所以(0,1)表示第一列第二行。......
2023-06-24
相关推荐