如图9-7为枕梁腹板的划线,先在钢板上画一直角钱OA、OB为基准线。长度大于10m时,许可误差为0.5~1.5mm。为了保证号料的精度,一切样板、样杆必须固定在钢材上,号料时允许公差见表9-13。在划线和号料时,应考虑到焊接制造的收缩变形和其后进行的切割及其他加工所需的余量。表9-12 样板制作允许公差表9-13 按样板、样杆号料公差表9-14 各种加工方法所需余量......
2023-07-02
1.功能说明
手轮中断是在自动运行时叠加手轮操作的功能,它可通过机床操作面板上的特殊按钮选择,FANUC标准机床操作面板无此按钮。
手轮中断功能一旦选定,可在MDI/MEM/RMT自动运行时,对指定坐标轴叠加手轮运动,手轮操作所产生速度、位置将叠加到自动运行上,从而使得后续的编程轨迹产生图8.1-11所示的整体平移。如果手轮的旋转方向与程序指定的运动方向不同,还可使坐标轴作反向运动。手轮中断功能在机床锁住、坐标轴互锁、镜像加工时无效。
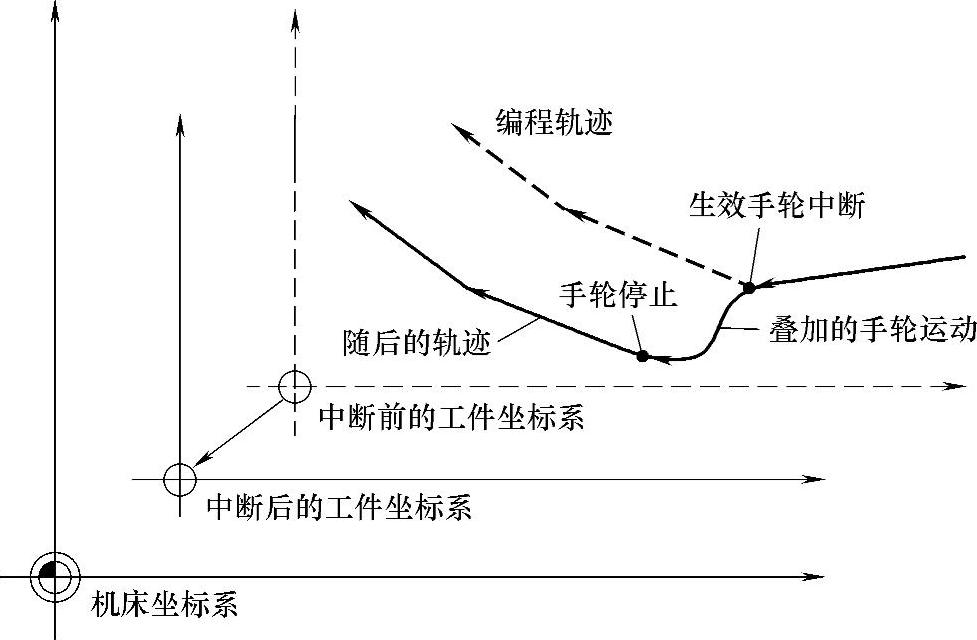
图8.1-11 手轮中断操作
手轮叠加运动将导致程序中的工件坐标系、局部坐标系产生整体平移,但不能改变CNC的工件坐标的零点设定,当取消手轮中断操作后,程序将重新返回原来的工件坐标系。手轮中断也不能改变机床参考点的位置,因此,如果在手轮叠加后执行G28指令,可以改变G28指令的中间点,但不能改变指令的终点位置。此外,由于参考点不变,故手轮叠加操作也不能改变机床坐标系的原点,即程序中G53指令的定位点不会因手轮叠加操作而发生变化,手轮叠加后的G53定位运动如图8.1-12所示。
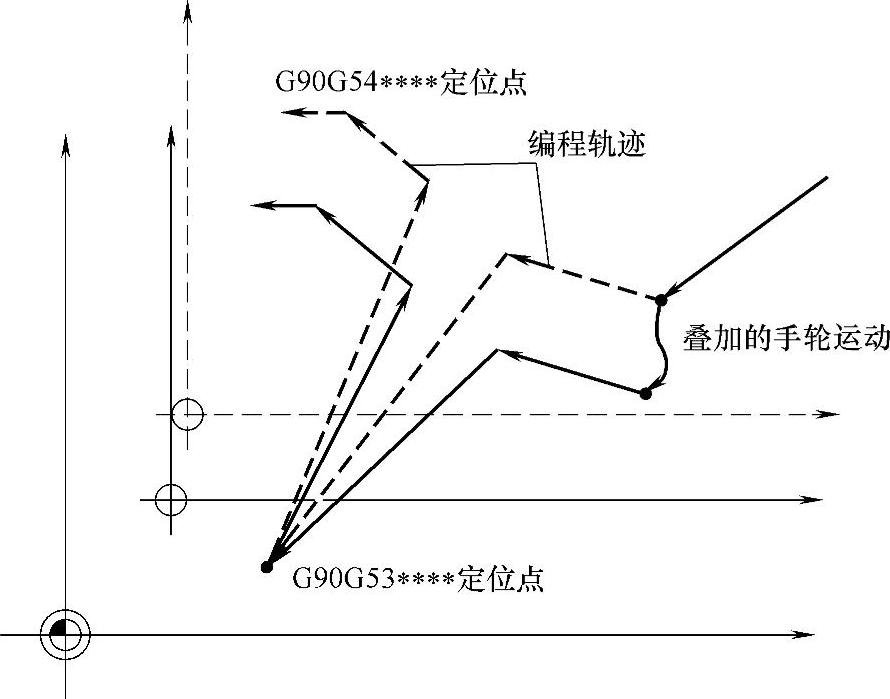
图8.1-12 G53定位的运动轨迹
通过如下操作,可取消手轮叠加运动所产生的工件坐标系偏移:
1)执行手动回参考点、工件坐标系预置、无挡块回参考点的参考点设定操作。
2)当CNC参数PRM7103.1设定为“1”时,进行CNC复位或急停操作。
3)执行下述的手轮中断取消操作。
2.偏移显示及取消
通过MDI面板的功能键【POS】选择位置显示后,按软功能键〖手动〗,可显示图8.1-13所示的手轮中断偏移显示页面。
图中的输入单位、输出单位栏是以CNC最小设定单位、最小移动单位为显示单位的手轮叠加运动距离。手轮叠加运动距离在图8.1-4、图8.1-7的“机械坐标”栏显示,但绝对位置、相对位置的显示值不会变化,因此,图8.1-13中的相对坐标、剩余移动量的显示与正常显示一致。
当CNC参数PRM7100.3设定为“1”时,进行如下的手轮中断显示设定操作,可将手轮中断位置显示值设定为“0”,以取消手轮叠加操作所产生的工件坐标系偏移:
1)按MDI面板的功能键【POS】,并选择软功能键〖手动〗,显示手轮中断偏移位置。
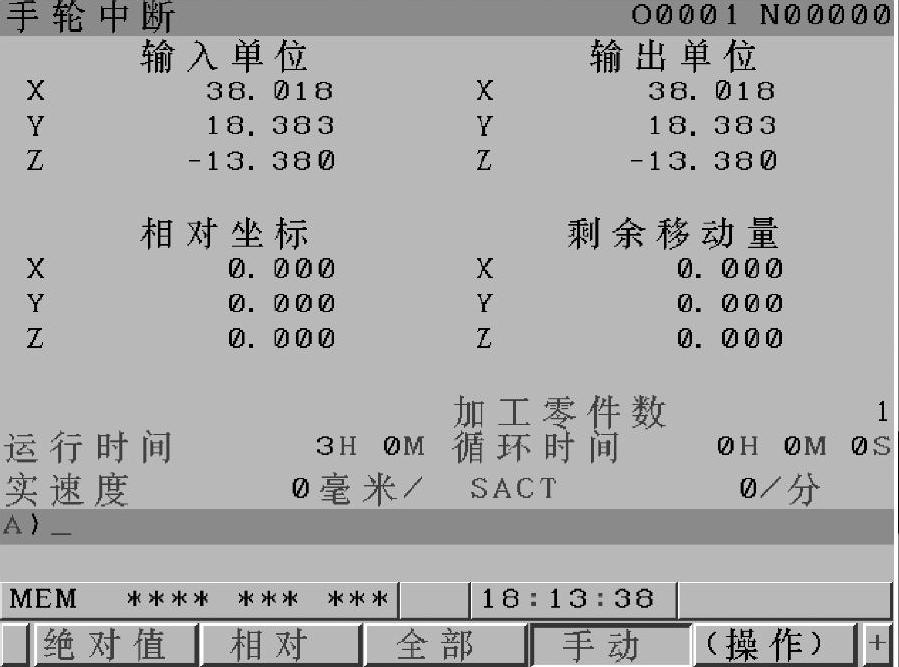
图8.1-13 手轮中断显示页面
2)按软功能键〖(操作)〗,显示图8.1-14所示手轮中断位置设定软功能键。

图8.1-14 手轮中断位置设定软功能键
3)按软功能键〖取消〗,显示图8.1-15所示的坐标轴选择软功能键。

图8.1-15 坐标轴选择软功能键
4)按软功能键〖所有轴〗,可将所有坐标轴的手轮叠加偏移的显示清0。如通过MDI面板输入坐标轴名称后,按软功能键〖取消〗;或在按〖取消〗后,输入轴名称,再按〖执行〗键,则可取消指定轴的手轮叠加偏移。
有关FANUC-0iD编程与操作的文章

如图9-7为枕梁腹板的划线,先在钢板上画一直角钱OA、OB为基准线。长度大于10m时,许可误差为0.5~1.5mm。为了保证号料的精度,一切样板、样杆必须固定在钢材上,号料时允许公差见表9-13。在划线和号料时,应考虑到焊接制造的收缩变形和其后进行的切割及其他加工所需的余量。表9-12 样板制作允许公差表9-13 按样板、样杆号料公差表9-14 各种加工方法所需余量......
2023-07-02

图12-39 “打印”对话框在“打印”对话框的顶部是打印公共选项,在这3个选项中可以分别设置打印预设、打印机的类型和PostScript打印机描述文件。选择“小结”选项卡可以查看和存储打印设置小结。单击“自动旋转”按钮打印机将默认设置页面方向。图12-40 标记和出血选项图12-41 印刷标记3.输出在输出选项卡中可以设置分色模式,并为分色指定药膜、图像曝光和打印机分辨率,如图12-42所示。图12-43 图形选项在“路径”组中可设置图稿中的曲线精度。......
2023-10-16
动、静触头因被加热而熔化,以致焊在一起无法正常分开的现象称为触头的熔焊。动触头接通过程伴随有机械振动,由于电弧和金属桥的出现,发生动熔焊的可能性更大。当闭合状态的转换触头被短路电流产生的巨大电动力斥开时,同样有可能发生动熔焊。触头开始熔焊时的电流称为最小熔焊电流Imin,它与触头材料、接触形式和压力、通电时间等许多因素有关。但接触面的氧化膜材料影响熔焊比热容、电导率和热导率。......
2023-06-30

循环中断组织块用于按一定时间间隔循环执行中断程序,例如周期性地定时执行闭环控制系统的PID运算程序等。对于循环中断OB201,已设置时间基数为20 ms,对于循环中断OB202,已设置时间基数为100 ms。使用循环中断组织块,每隔1 s MW20的值加1。在项目视图项目树中,双击PLC设备程序块下的“添加新块”项,选择添加“Cyclic interrupt”类型的OB块,则新建编号为200的循环中断组织块。图6-46 设置循环中断组织块属性图6-47 编写程序......
2023-06-15

操作步骤:1)制动减速,并在减速过程中确认100米范围内无车辆,同时换入2档,松开离合器踏板,在弯点前慢速行驶,自动档车无需换档,只要确认前方180°范围内无危险车辆即可。2)在视野开阔但对向有危险车辆不断靠近的时候,选择1档并半踩离合器踏板掉头。此时,对于手动档车,要半抬离合器踏板控制车速,几乎是蠕动前行。......
2023-08-20

延时中断OB在经过操作系统中一段可组态的延迟时间后启动。可以使用中断指令CAN_DINT阻止执行尚未启动的延时中断。暖启动将清除延时中断OB的所有启动事件。可以使用中断指令DIS_AIRT和EN_AIRT来禁用和重新启用延时中断。要求:在I0.0的上升沿用SRT_DINT启动延时中断OB202,10s后OB202被调用,在OB202中将Q1.0置位,并立即输出。示例程序如图6-50所示,图6-50a为OB1中启动延时中断的程序,图6-50b为OB202中置位Q1.0的程序。......
2023-06-15

CLI不是图形化的,是基于文本格式的。交换机没有显示器和键盘,所以IOS CLI需要借助计算机的显示器和键盘,在计算机上安装终端仿真器并且将计算机和交换机物理连接以保证通信。1)接口配置模式进入方式:在全局模式下用Interface命令进入具体的接口:“Switch#interface interface-type interface-number”提示符为:Switch#”。......
2023-11-04
1.起点的输入选择了创建新程序软功能键〖NEW〗后,LCD将自动显示轮廓选择页面,其中第一页为起点编程页面,在此页面,可用对话方式输入如下轮廓起点数据。......
2023-06-25
相关推荐