CNC报警履历和操作履历的记录、显示与CNC参数的设定有关,有关CNC报警履历的CNC参数设定要求将在10.1.4节进行介绍,与操作履历有关的CNC参数如下。设定“0”,操作履历不在LCD上显示;设定“1”,LCD可显示部分操作履历。PRM3195.7:操作履历总清软功能键显示设定。图10.1-10 操作履历显示号:为操作履历的序号,号越小、操作时间越早。......
2023-06-25
1.绝对位置显示与设定
通过MDI面板的功能键【POS】选择位置显示后,如按软功能键〖绝对值〗,LCD将显示图8.1-1所示的位置显示页面。

图8.1-1 绝对位置显示页面
绝对位置是各坐标轴在工件坐标系上的理论位置,它不考虑坐标轴的位置跟随误差。在FS-0iMD上,通过CNC参数PRM3104.6、PRM3104.7的设定,可选择绝对位置是否包括刀具长度、刀具半径补偿值;在FS-0iTD上,则可通过CNC参数PRM3129.1、PRM3104.7的设定,选择实际位置是否包括刀具位置偏置、刀尖半径补偿值。
选择绝对位置显示时,选择软功能键〖(操作)〗,可进行工件坐标系的手动设定。手动设定操作可以在CNC复位或自动运行停止时进行,它与CNC的操作方式无关。工件坐标系手动设定的操作步骤如下:
1)按MDI面板的功能键【POS】、选择软功能键〖绝对值〗,显示绝对位置。
2)按软功能键〖(操作)〗,显示图8.1-2所示绝对位置预置软功能键。

图8.1-2 绝对位置预置软功能键
3)按软功能键〖W预置〗,显示图8.1-3所示工件坐标系手动设定软功能键。

图8.1-3 工件坐标系手动设定软功能键
4)通过MDI面板输入坐标值(如X0或Y0等),按软功能键〖执行〗,指定坐标轴的绝对位置显示被强制设定为0,当前位置即成为新的工件坐标系原点。如需要对所有坐标轴进行一次性设定,可直接按软功能键〖所有轴〗,进行全部坐标轴的工件坐标系设定。上述操作与程序指令G92.1的功能相同。
绝对位置也可通过手动回参考点操作自动设定,或通过工件坐标系设定指令G92(或G50)在执行程序时设定,如CNC参数PRM3104.3设定为“1”,在设定绝对位置的同时,还可将相对位置设定为和绝对位置相同的值。
2.相对位置显示与设定
通过MDI面板的功能键【POS】选择位置显示后,如按软功能键〖相对〗,LCD将显示图8.1-4所示的位置显示页面。

图8.1-4 相对位置显示页面
相对位置是以机床开机位置作为零点的位置显示值。相对位置可通过如下操作,进行手动强制设定。
1)按MDI面板的功能键【POS】、选择软功能键〖相对〗,显示相对位置。
2)按软功能键〖(操作)〗,显示图8.1-5所示相对位置预置软功能键。

图8.1-5 相对位置预置软功能键
3)通过MDI面板输入坐标轴地址、需要设定的坐标值后,按软功能键〖预置〗,则指定坐标轴的相对位置被强制设定为输入值。
在FS-0iMD上,可通过CNC参数PRM3104.4、PRM3104.5的设定,选择所设定的相对位置是否包括刀具长度、刀具半径补偿值;在FS-0iTD上,则可通过CNC参数PRM3129.0、PRM3104.6的设定,选择相对位置是否包括刀具位置偏置、刀尖半径补偿值。
如需要将相对位置值直接设定为“0”,还可选择下述简单操作实现。
4)按软功能键〖起源〗,显示图8.1-6所示的相对位置清除软功能键。

图8.1-6 相对位置清除软功能键
5)按软功能键〖所有轴〗,全部坐标轴的相对位置显示值均被强制设定为“0”;如用MDI面板输入坐标轴名称(如X等)后,按软功能键〖执行〗,则指定轴的相对位置显示被强制设定为“0”。
如CNC参数PRM3104.3设定为“1”,相对位置可在执行手动回参考点操作或G92(或G50)工件坐标系设定指令时,自动设定为和绝对位置相同的值。
3.位置综合显示
通过MDI面板的功能键【POS】选择位置显示后,按软功能键〖全部〗,LCD将显示图8.1-7所示的位置综合显示页面。
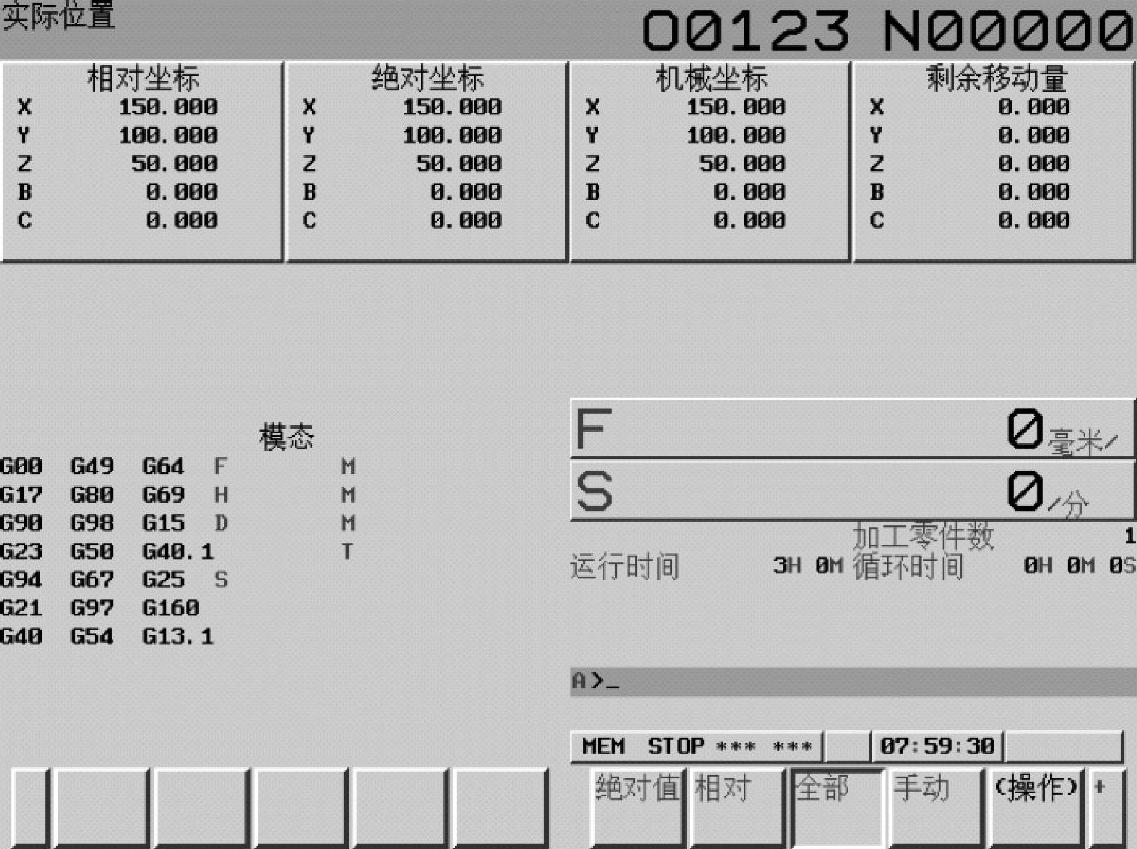
图8.1-7 位置综合显示页面
位置综合显示页面包括了相对位置、绝对位置、机床坐标系位置及自动运行时的剩余移动量等多项显示。在位置综合显示页面,同样可通过选择软功能键〖(操作)〗,进行坐标轴的相对位置值的手动强制设定,其操作步骤与相对位置显示相同。
4.移动速度显示
如CNC参数PRM3105.0设定为“1”,可在所有的位置显示方式下,在显示坐标轴位置的同时,显示坐标轴的实际移动速度,移动速度的显示如图8.1-1、图8.1-4和图8.1-7所示。
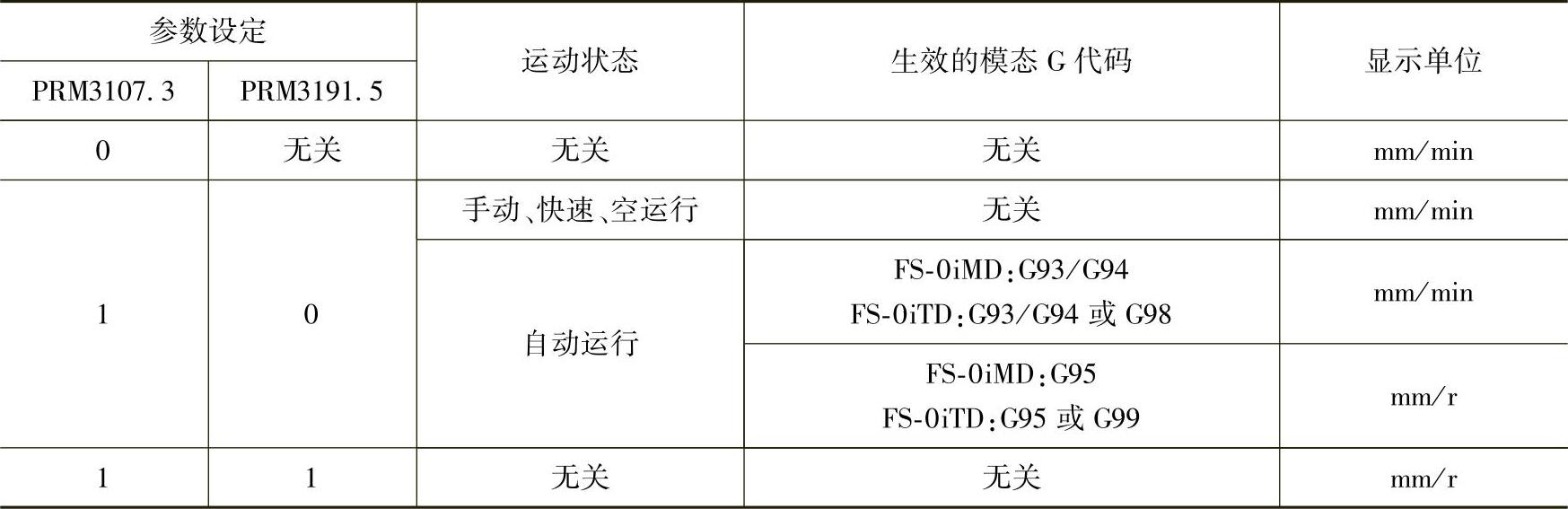
实际移动速度是刀具相对于机床的运动速度,它是各坐标轴运动的合成。对于回转运动的坐标轴,速度显示的单位规定为每分度(deg/min);对于直线运动轴的坐标轴,移动速度的单位可通过CNC参数PRM3107.3、PRM3191.5的设定,选择每分毫米(mm/min)或每转毫米(mm/r,中文显示mm/回),速度单位和CNC参数设定的关系如表8.1-2所示。
当直线轴的速度显示单位选择mm/r时,速度显示的单位规定为0.01mm/r;速度显示单位选择mm/min时,显示单位可通过CNC参数PRM3135的设定选择,设定PRM3135为“0”时,显示单位为1mm/min,设定PRM3135为1或2、3时,显示单位分别为0.1mm/min或0.01mm/min、0.001mm/min。
表8.1-2 速度显示单位设定表
有关FANUC-0iD编程与操作的文章

CNC报警履历和操作履历的记录、显示与CNC参数的设定有关,有关CNC报警履历的CNC参数设定要求将在10.1.4节进行介绍,与操作履历有关的CNC参数如下。设定“0”,操作履历不在LCD上显示;设定“1”,LCD可显示部分操作履历。PRM3195.7:操作履历总清软功能键显示设定。图10.1-10 操作履历显示号:为操作履历的序号,号越小、操作时间越早。......
2023-06-25

本节利用两个轴的坐标系,生成坐标定义铰。进入模型运动模拟工作台操作参见1.3。生成坐标系定义铰单击工具栏内的图标,要单击这个图标,需要先单击图标右下方的箭头,出现所有铰定义图标。单击图标后,出现对话框,如图13-3所示。对话框内的和栏内显示所选择的坐标系。本章在零件设计中也有新内容,局部坐标系的定义以前未讲过。......
2023-07-01

在8.4in LCD上,如CNC参数PRM11350.4设定为“1”,一个页面可同时显示5轴伺服负载表,如PRM11350.4设定为“0”,则只能显示4轴;其他轴的显示需要通过再次按〖监控〗键获得。......
2023-06-25
伺服控制系统是一种能够跟随输入指令信号进行控制的系统,也称随动控制系统。位置伺服控制系统用于机械的定位和定向控制,机器人、数控机床、雷达跟踪、舰船操舵等都大量使用电动机控制的位置伺服系统。位置闭环控制与调速系统的不同是其有位置检测和位置控制器。本章主要介绍步进电动机位置开环控制原理和伺服电动机位置闭环控制系统的组成和控制要求。......
2023-06-19

发光二极管的最大工作电流与环境温度关系极大,如磷化镓管,温度低于25℃时,IFm为30mA,当温度高于80℃时,IFm为零。发光二极管可选用BT204-F型;限流电阻R可选用30kΩ。......
2023-06-20

LED七段数码管的主要特点①能在低电压、小电流条件下驱动发光,能与CMOS、ITL电路兼容。LED七段数码管的判别方法1)共阳共阴极好坏判别先确定显示器的两个公共端,两者是相通的。使用注意事项①对于型号不明、又无管脚排列图的LED七段数码管,用数字万用表的二极管挡可完成下列工作:a.判定数码管的结构形式;b.识别管脚;c.检查全亮笔段。如果显示的笔段残缺不全,说明数码管已局部损坏。......
2023-06-23

目前装备的坦克炮控系统速度环和位置环一般采用分段PID控制,由于PID控制器过分依赖控制对象的数学模型,导致参数鲁棒性差,抗负载扰动能力不强,因此,如何采用新的控制方法,是坦克炮控系统面临的重要问题。速度环采用模型自适应的PID控制器,克服参数不确定性的缺点,具有超调量小、响应时间快、抗干扰能力强的优点[98]。从仿真图可以看出,当不考虑扰动影响时,ADRC的控制效果和PID的控制效果很接近。......
2023-06-24
图3-46 喷印PLED显示器这种聚合物薄膜中在通过电流时会激发出光,因此可用于制作显示器。这一革新提供了一种低成本的彩色显示器制作方法,不但为PLED的产业化提供了可能,还使得它可以用柔软的塑料作为基底构成可弯曲的显示器,甚至可以是在一个不平整的表面上构成显示器。图3-47 喷印PLED显示器的主要过程......
2023-06-15
相关推荐