如果需要进行工件坐标系的零点偏置设定,应将机床操作面板上的存储器保护开关置OFF位置,取消存储器保护功能。2)按软功能键〖工件坐标系〗,LCD将显示图8.3-3所示的工件坐标系零点偏置页面。7)重复以上步骤3)~6),完成工件坐标系零点偏置设定。图8.3-4 工件坐标系的测量输入例3)选择MDI方式、按MDI面板的功能键显示偏置/设定页面。6)按软功能键〖测量〗,Z轴在工件坐标系上的位置即被确定。......
2023-06-25
1.宏程序编辑使能
程序编辑操作同样可用于用户宏程序(以下简称宏程序)编辑,但是,由于宏程序O9000~O9999除了具有普通加工程序同样的保护功能外,还可通过CNC参数设定密码保护功能,因此,在进行宏程序编辑前,需要输入密码,使能宏程序编辑功能。
宏程序的密码保护可通过设定CNC参数PRM3202.4为“1”生效,被保护的宏程序范围为O9000~O9999,宏程序密码设定在CNC参数PRM3210中(PASSWD,密码),宏程序编辑时,必须在CNC参数PRM3211上(KEYWD,关键字)输入与参数PRM3210相同的值后,才能进行编辑。宏程序密码保护、编辑使能的操作步骤如下:
1)按机床操作面板的『MDI』键,选择MDI方式。
2)利用第8章所述的CNC参数设定操作,将图7.3-10所示的CNC设定参数中的“写参数”保护位设定为“1”,取消参数写入保护功能,此时CNC将显示报警SW0100,这一报警不影响后述操作。
3)如果CNC未设定宏程序保护密码,CNC参数PRM3210将显示“0”,此时,可以在该参数上输入保护密码,进行宏程序编辑保护。如保护密码已被设定,则需要在CNC参数PRM3211上输入和参数PRM3210设定相同的值后,取消宏程序O9000~O9999的密码保护功能。
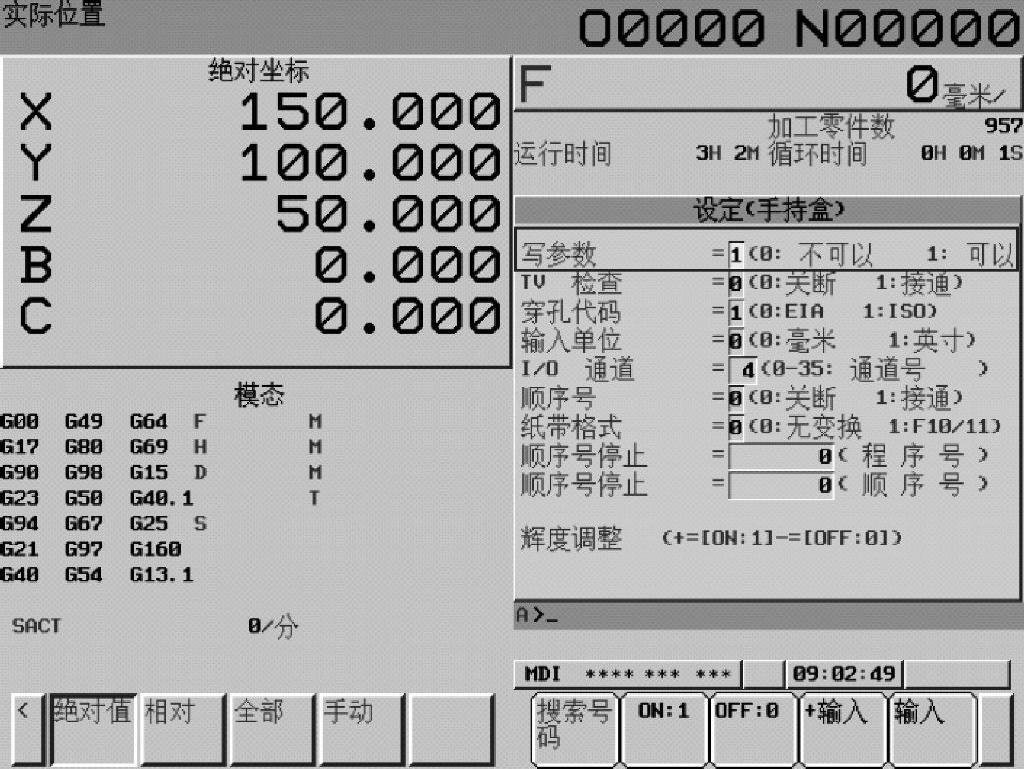
图7.3-10 参数写入保护的取消
4)宏程序编辑使能后,可将CNC参数PRM3202.4设定为“0”,使得宏程序编辑成为允许状态。
5)利用第8章所述的CNC参数设定操作,重新将图7.3-10所示的CNC设定参数中的“写参数”保护位设定为“0”,恢复CNC参数写入保护功能,并按MDI面板的【RESET】键取消CNC的报警SW0100后,便可进入宏程序O9000~O9999的编辑。
2.宏程序编辑要点
由于宏程序使用的编程语言不同于普通加工程序,因此,在进行程序编辑时,需要注意以下不同:
1)宏程序编辑同样可以用于存储器卡上保存的程序,但是,存储器卡上的宏程序不能进行上述的密码设定、保护操作;也不能对存储器卡上的宏程序进行程序创建(输入)、删除、复制、整理操作。
2)宏程序的编辑需要以“编辑单元”为单位,进行插入、替换和删除,调整光标可以定位到编辑单元的第1个字符上。例如,对于如下宏程序,带下划线的字符就是光标定位的位置,而后续无下划线的字符则属于前一带下划线字符的编辑单元。

3)进行宏程序指令(宏指令)插入、替换操作时,可以通过表7.3-1所示的两个或两个以上的首字母来代替宏指令,例如,输入“WH[AB[#2]LE RO[#3]]”相当于输入了指令“WHILE[ABS[#2]LE ROUND[#3]]”。但是,由于字符PO已经被定义为宏指令POPEN的替代符,故宏指令POW不能用PO来代替。
表7.3-1 宏指令的替代字符

有关FANUC-0iD编程与操作的文章

如果需要进行工件坐标系的零点偏置设定,应将机床操作面板上的存储器保护开关置OFF位置,取消存储器保护功能。2)按软功能键〖工件坐标系〗,LCD将显示图8.3-3所示的工件坐标系零点偏置页面。7)重复以上步骤3)~6),完成工件坐标系零点偏置设定。图8.3-4 工件坐标系的测量输入例3)选择MDI方式、按MDI面板的功能键显示偏置/设定页面。6)按软功能键〖测量〗,Z轴在工件坐标系上的位置即被确定。......
2023-06-25

图1.6.1 UG NX 9.0中文版界面1.工具栏按钮区工具栏中的命令按钮为快速选择命令及设置工作环境提供了极大的方便,用户可以根据具体情况定制工具栏。图1.6.2 快捷菜单图1.6.3 挤出式菜单5.消息区执行有关操作时,与该操作有关的系统提示信息会显示在消息区。......
2023-11-20

4)小孔加工循环执行期间,CNC可和PMC、用户宏程序变量相互交换信号和特定的循环数据。PRM5163:将指令G83转换为小孔加工的M代码。PRM5168:小孔加工的进给速度倍率下限。PRM5170:存储小孔加工分级进给(回退)次数的用户宏程序变量,允许范围为100~149。......
2023-06-25

UG NX 8.0用户界面包括标题栏、下拉菜单区、顶部工具条按钮区、消息区、图形区、部件导航器区、资源工具条及底部工具条按钮区,如图2.3.1所示。图2.3.1UG NX 8.0中文版界面●“Internet Explorer”可以直接浏览网站。方法一:右击图形区,弹出快捷菜单,如图2.3.2所示。图2.3.2快捷菜单图2.3.3挤出式菜单6.“全屏”按钮在UG NX 8.0中使用“全屏”按钮,允许用户将可用图形窗口最大化。......
2023-11-23
根据双脚落地约束的状况,系统自动把运动划分为腾空阶段和足触地阶段。2)运动路径提取与编辑运动路径path是一种特殊的运动轨迹。本文采用3次NURBS曲线来拟合根节点轨迹曲线。在腾空阶段,由于不受外力作用,如果运动速度与原始运动差别较大,将会导致物理失真。根据式(5-6)进行路径变换,求出结果运动的根轨迹。4)试验结果图5-8和图5-9给出了我们的运动轨迹编辑方法的部分试验结果。......
2023-10-17
层选择窗口是Virtuoso版图编辑辅助工具,通常在Cadence环境下初次打开版图视图或者新建版图视图后,会与版图视图一同显示。图3.19 LSW视图图3.19为LSW视图,LSW可用于选择创建形状的版图层,可以设定版图层是否可见,是否可以选择。通常情况下,LSW的默认位置出现在屏幕的上端偏左。当将鼠标移至LSW时,鼠标的状态会发生变化,如图3.22所示。图3.21 鼠标在版图窗口提示状态信息图3.22 鼠标在LSW提示状态信息......
2023-06-26

图8.2-10 后台编辑操作软功能键显示3)利用MDI面板的地址和数字键,输入需要进行后台编辑的程序号。如CNC参数PRM3193.2设定为“0”、PRM3106.0设定为“1”时,2个通道同时编辑功能将有效,这时,可同时进行两个通道程序的正常编辑或后台编辑。图8.2-12 CNC的2通道程序编辑显示......
2023-06-25
UG NX 10.0用户界面包括标题栏、下拉菜单区、顶部工具条按钮区、底部工具条按钮区、消息区、图形区、部件导航器区及资源工具条区,如图1.3.4所示。图1.3.4 UG NX 10.0中文版用户界面2.下拉菜单区下拉菜单区中包含创建、保存、修改模型和设置UG NX 10.0环境的所有命令。......
2023-10-17
相关推荐