
选定所有单元格:单击工作表工作区左上角的全选框,可以选定工作表中的所有单元格。......
2023-11-01
MDI/LCD单元为CNC的基本组件,它用于CNC的手动数据输入和显示。FS-0iD的MDI/LCD单元的基本功能如下。
1.MDI单元
MDI单元主要用于CNC数据输入和LCD基本显示内容的选择,8.4in卧式MDI单元的操作按键如图7.1-5所示。8.4in立式布置及配套10.4in LCD的FS-0iD,其MDI单元只是按键布置的位置有所不同;FS-0iTD和FS-0iMD的MDI单元除部分地址键稍有区别外,其余无区别。

图7.1-4 FANUC简易手轮操作单元

图7.1-5 MDI的按键布置
1—地址/数字键 2—功能键 3—页面/光标调整键 4—编辑键 5—帮助键 6—复位键
MDI单元的按键分为地址/数字键、功能键、页面/光标调整键、编辑键、帮助键、复位键等。为了便于文档编辑,本书后述的内容中将以统一用符号“【】”代表MDI单元上的按键。MDI按键的基本作用如下:
1)地址/数字键。用于地址(字母、字符)与数字(包括小数点、符号)的输入。每一按键可用于两个字符的输入,上/下挡可通过编辑键【SHIFT】切换。
2)功能键。功能键用于LCD显示内容的选择和切换。按下功能键,LCD可以显示该功能所对应的基本显示页,在此基础上,操作者可进一步通过LCD的软功能键,选择更多的显示内容。
3)页面/光标调整键。分别用于显示页面的上/下翻页和光标位置的调整。
4)编辑键。用于CNC数据的输入、修改等编辑操作,按键的基本作用如下:
【SHIFT】:换挡键,用于地址/数字键的上/下挡切换,以选择不同的输入内容。
【CAN】:取消键,可取消最后一个字符输入。
【INPUT】:将输入的数据写入到CNC存储器。
【ALTER】:替换键,程序编辑时,可将光标指示位置的字符用输入的字符替换。
【INSERT】:插入键,程序编辑时,可将输入的字符插入到光标指示的位置。
【DELETE】:删除键,程序编辑时,可删除光标指示位置的字符。
5)帮助键。可以显示CNC的帮助文件和显示CNC报警的详情。
6)复位键。可清除操作、编程报警,对CNC进行复位。
2.LCD基本显示
在正常情况下,当FS-0iD的MDI/LCD/CNC单元电源接通后,LCD即可以显示如图7.1-6所示的基本显示页面。如按MDI单元上的功能键,便可切换LCD的显示内容。
LCD的上部为基本信息显示,它可以显示MDI功能键所选择的内容,例如,选择功能键【POS】时,为位置与加工零件数、运行时间、实际进给速度等状态数据;选择功能键【PROG】时,为加工程序显示等。LCD的下部4行为操作状态显示,从上至下依次为输入缓冲区内容、操作出错信息、CNC状态、软功能键功能提示显示,显示如图7.1-7所示。
图7.1-6 LCD的基本显示

图7.1-7 操作状态显示
输入缓冲区显示的是通过MDI单元地址/数字键输入的字符,字符后显示有下一字符的光标提示符“_”。如按MDI单元的编辑键【SHIFT】,提示符将由“_”变为“^”,MDI上的地址/数字键被切换到“上挡”字符输入,此外,还可以用于截屏操作(见9.4.3节);如按MDI单元的编辑键【CAN】,则可取消最后一个字符。如果输入的数据格式不正确或所选择的操作不允许,LCD的操作出错信息栏将显示出错原因。
CNC状态显示栏可以显示CNC当前的操作方式(MEM、MDI、EDIT等)、自动运行状态(STRT、HOLD、DWL等)、辅助功能执行状态(FIN)、警示信息(ALM、BAT等)以及CNC当前的时间、程序编辑状态等内容。
3.软功能键显示
软功能键用于MDI单元功能键的功能展开,其当前功能可在LCD的功能提示栏显示。总体而言,软功能键具有显示选择(FANUC手册称章节选择)和操作选择两方面的功能。为了便于文档编辑,本书后述的内容中将以统一用符号“〖〗”代表软功能键。
显示选择的软功能可用于MDI单元功能键显示内容的多层展开,同一层的显示功能还可用扩展键〖+〗进行扩展或用〖<〗返回。在不同的CNC操作方式下,可展开的显示内容有所不同,具体见下述。
操作选择的软功能键可通过按〖(操作)〗键进入,其内容根据CNC操作方式、显示选择的不同而不同。例如,当选择MDI单元的功能键【SYSTEM】,并利用软功能键〖参数〗选择参数显示时,如按〖(操作)〗键,便可显示图7.1-7所示的操作软功能键,并进行参数号检索、参数值0或1的设定、参数值的增量改变、参数值输入等操作。
4.软功能键与作用
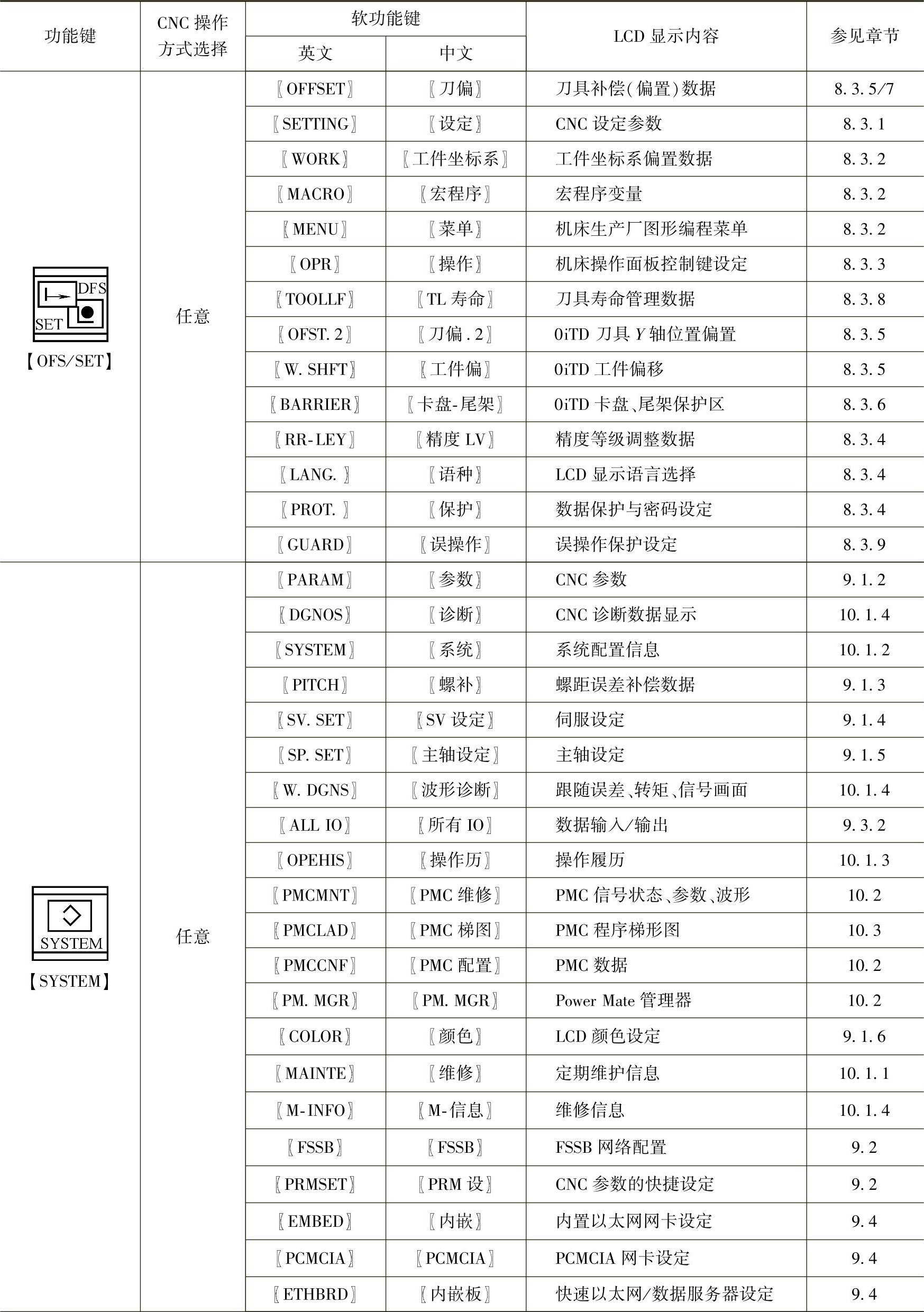
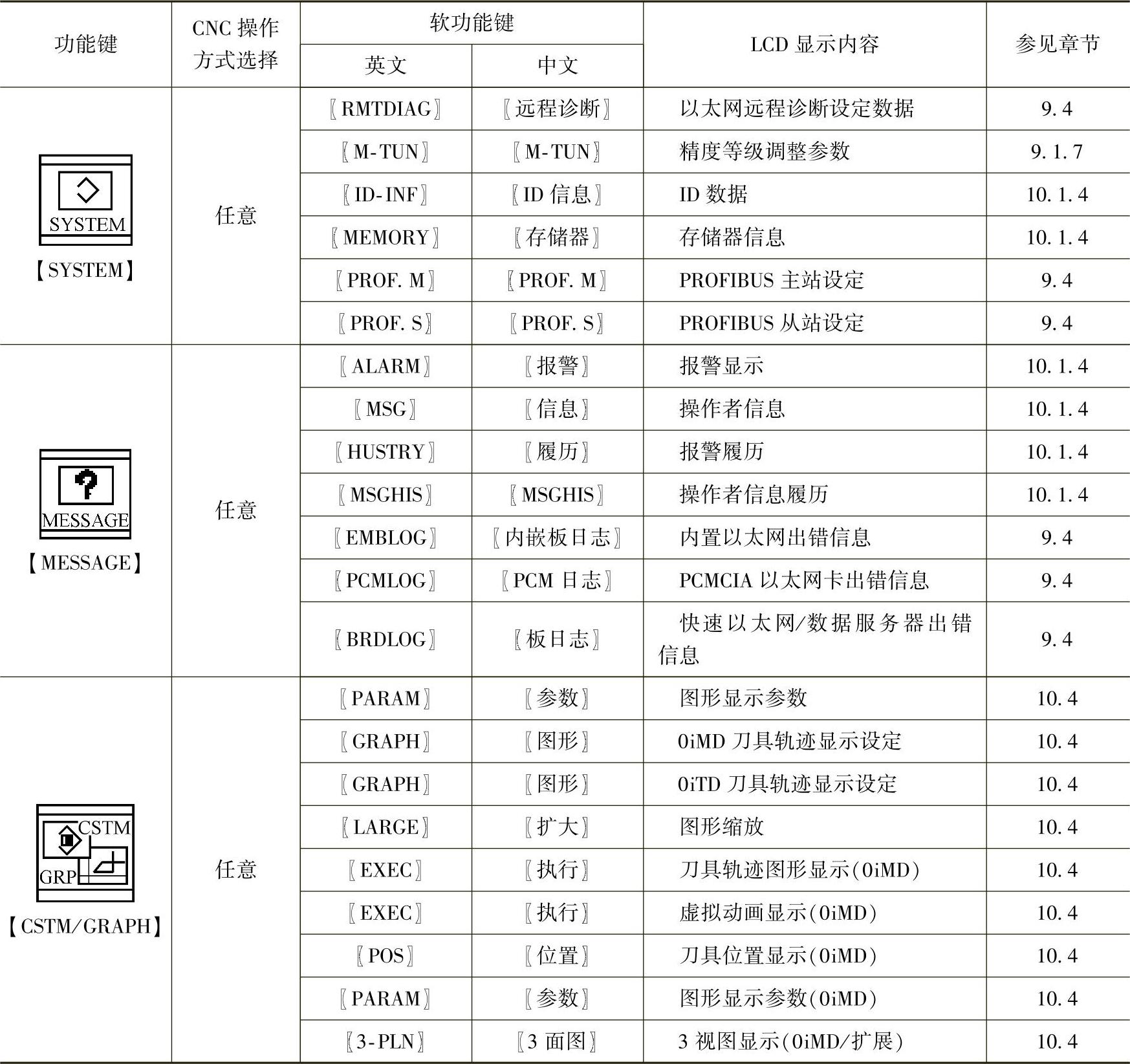
在MDI功能键选择后,对应的显示软功能键见表7.1-2,有关LCD显示的详细内容将在第8章进行介绍。
表7.1-2 软功能键及作用表

(续)
(续)
有关FANUC-0iD编程与操作的文章

在工作过程中,若按下停止按钮,加工单元在完成本周期的动作后停止工作,HL2指示灯熄灭。图3-21用条件跳转指令实现急停梯形图图3-22主控指令实现急停梯形图加工单元程序的调试注意事项:设备在全线运行时,加工台的工件是由输送单元机械手放上去的,所以加工过程步进程序的启动,需在机械手缩回到位,发出下料完成信号以后,需要复位“加工完成”标志。......
2023-06-15

(一)CO2焊的基本操作技术1.引弧半自动CO2焊时,喷嘴与焊件间的距离不好控制。半自动CO2焊时习惯的引弧方式是焊丝端头与焊接处划擦的过程中按焊枪按钮,通常称为“划擦引弧”。CO2焊比一般焊条电弧焊用的焊接电流大,所以弧坑也大。图3-74 接头处理方法(二)CO2焊各种位置的操作技术1.平焊的焊接技术单面焊双面成形技术 单面焊双面成形焊接时对焊工的技术水平要求较高,对坡口精度、装配质量和焊接参数也提出了严格要求。......
2023-06-23

图8-41“插入”命令图8-42“插入”对话框2.删除单元格、行和列选中单元格B2,单击鼠标右键,在弹出的菜单中选择“删除”命令,如图8-43所示。图8-44“删除”对话框3.添加、删除批注单元格批注是用于说明单元格内容的说明性文字,可以帮助工作表使用者了解该单元格的意义。在Excel 2016工作表中可以添加单元格批注,操作步骤如下:打开Excel 2016工作表,选中需要添加批注的单元格D6。......
2023-08-18

动、静触头因被加热而熔化,以致焊在一起无法正常分开的现象称为触头的熔焊。动触头接通过程伴随有机械振动,由于电弧和金属桥的出现,发生动熔焊的可能性更大。当闭合状态的转换触头被短路电流产生的巨大电动力斥开时,同样有可能发生动熔焊。触头开始熔焊时的电流称为最小熔焊电流Imin,它与触头材料、接触形式和压力、通电时间等许多因素有关。但接触面的氧化膜材料影响熔焊比热容、电导率和热导率。......
2023-06-30

光栅测量装置包括光标尺和光读数装置两部分。前者称为透射式光栅,后者称为反射式光栅。这样,测量光栅水平方向移动的微小距离就用检测垂直方向的宽大的莫尔条纹的变化代替。位移—数字变换电路也称为光栅测量电路或四倍频细分电路。......
2023-06-26
图3-25装配单元支撑架的安装示意图注:左右支撑架装配完毕后,再安装到底板上。为了确定装配台料斗内是否放置了待装配工件,使用光纤传感器进行检测。图3-28回转机构及装配台组装示意图回转机构;装配台组装装配单元的摆动气缸,其摆动回转角度能在0°~180°范围任意可调。图3-32机械手组件的组装装配单元的总装。表3-8装配单元总装步骤安装过程中的注意事项。......
2023-06-15
3)利用LCD显示和检查CNC系统信息、诊断信息、报警信息、外部操作信息、定期维护信息等。5)利用FS-0iD集成的PMC编辑器,进行I/O信号状态、动态梯形图、信号时序图的显示与监控等。在系统显示模式下,操作可利用表9.1-1所示的软功能键,选择LCD显示内容并进行相关的设定操作。......
2023-06-25
相关推荐