图8.3-9 软机床操作面板的显示2组7:进给保持,可通过显示页上的选项选择,见图8.3-9。软机床操作面板的操作组1~7可通过CNC参数PRM7200的设定,选择使用或不使用。MDI面板上的手动操作按键功能只有在软机床操作面板功能生效时才能使用。2)按软功能扩展键、显示软功能键〖操作〗,按该键后LCD将显示软机床操作面板显示页面。......
2023-06-25
1.面板布置
为了选择操作方式、控制机床运行,数控机床需要配置操作面板。在配套FS-0iD的数控机床上,机床基本操作面板通常有图7.1-1a所示的卧式和图7.1-1b所示的立式两种布置形式。根据用户需要,FS-0iD也可选配图7.1-1c所示的10.4in彩色LCD,这种结构的MDI单元为分离式结构,LCD带有12个软功能键,可进行双通道同时显示,故多用于双主轴、双刀架数控车床等功能较强的CNC机床。
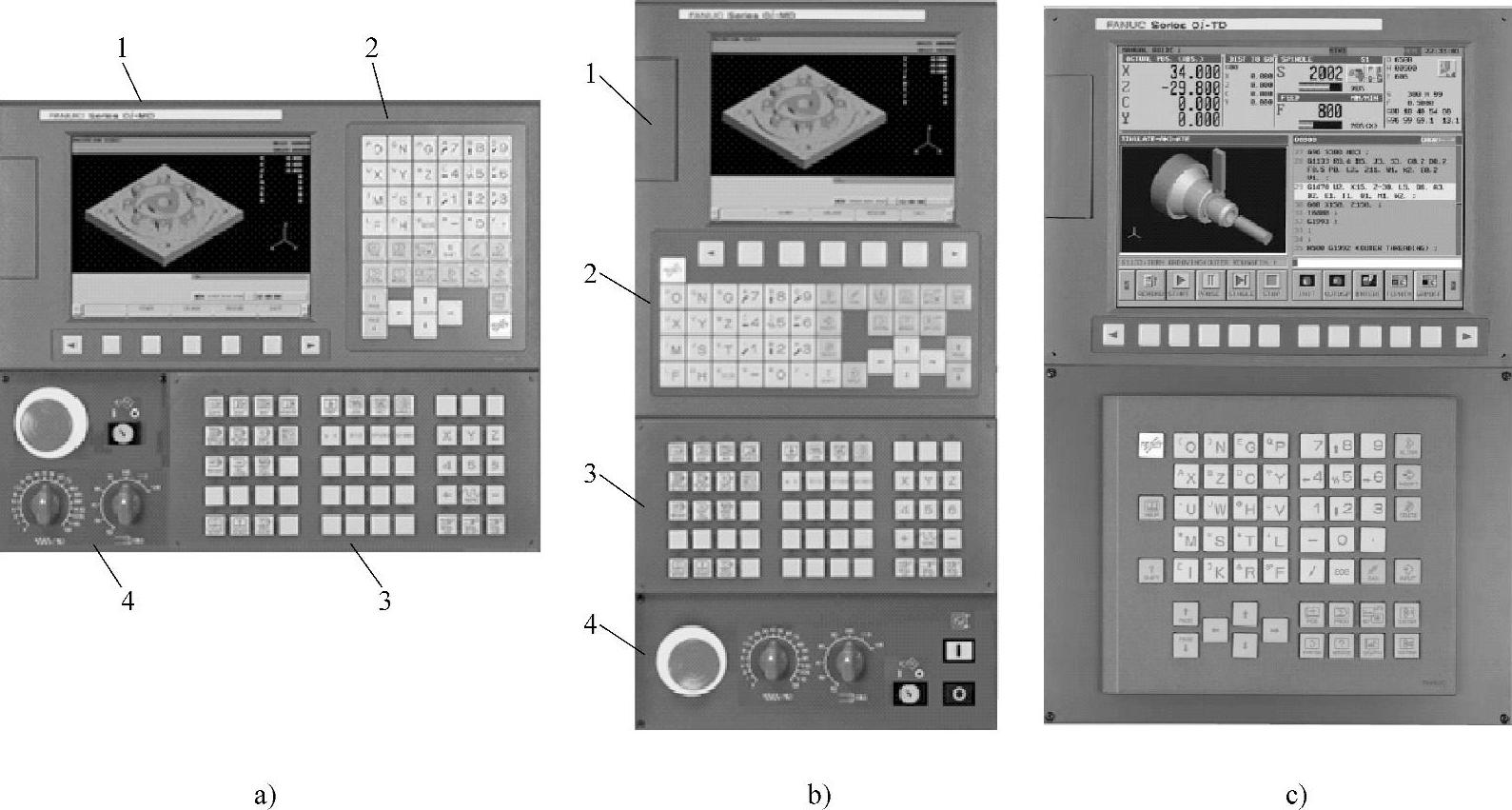
图7.1-1 机床操作面板的组成
a)8.4in卧式 b)8.4in立式 c)10.4in LCD/MDI
1—LCD单元 2—MDI单元 3—机床操作面板 4—附加机床操作面板
机床操作面板一般由CNC的显示单元(LCD)、数据输入单元(MDI)和机床操作面板及附加机床操作面板(子面板)等部分组成。
1)MDI/LCD/CNC单元。MDI/LCD单元用于CNC的数据输入和显示,它是CNC的基本组成部分。MDI/LCD单元一般由CNC生产厂家提供,且多与CNC单元集成一体,故称为MDI/LCD/CNC集成单元。
FS-0iD标准的LCD为8.4in彩色液晶显示,MDI/LCD/CNC集成单元有卧式和立式两种基本布置形式,两者只是外形上的区别,其功能、连接、操作均相同。
2)机床操作面板。机床操作面板用于机床的操作和控制,它可从CNC生产厂家购买标准产品,也可由机床生产厂家自己设计、制作。但是,从简化连接、提高可靠性方面考虑,宜选配集成有I/O-Link总线接口的FANUC标准机床面板及附加子操作面板。
在FS-0iD上,由于CNC内置PMC的DI/DO信号采用的是I/O-Link总线连接,因此,当机床生产厂家自己设计、制作操作面板时,需要选配I/O单元(I/O-Link从站),按钮、指示灯等DI/DO信号需要单独连接。而FANUC公司提供的标准机床操作面板则集成有I/O- Link总线接口,它可直接通过I/O-Link总线与MDI/LCD/CNC集成单元连接,面板还带有附加机床操作面板接口,其使用简单。
2.标准机床操作面板
FANUC标准机床操作面板(主面板)如图7.1-2所示。面板带有55/55个PMC地址可自由设定的按键/LED指示灯,其中的21/21个按键/LED指示灯的用途可由机床生产厂家自行定义。操作面板带有FANUC手持式操作盒和手轮连接接口。
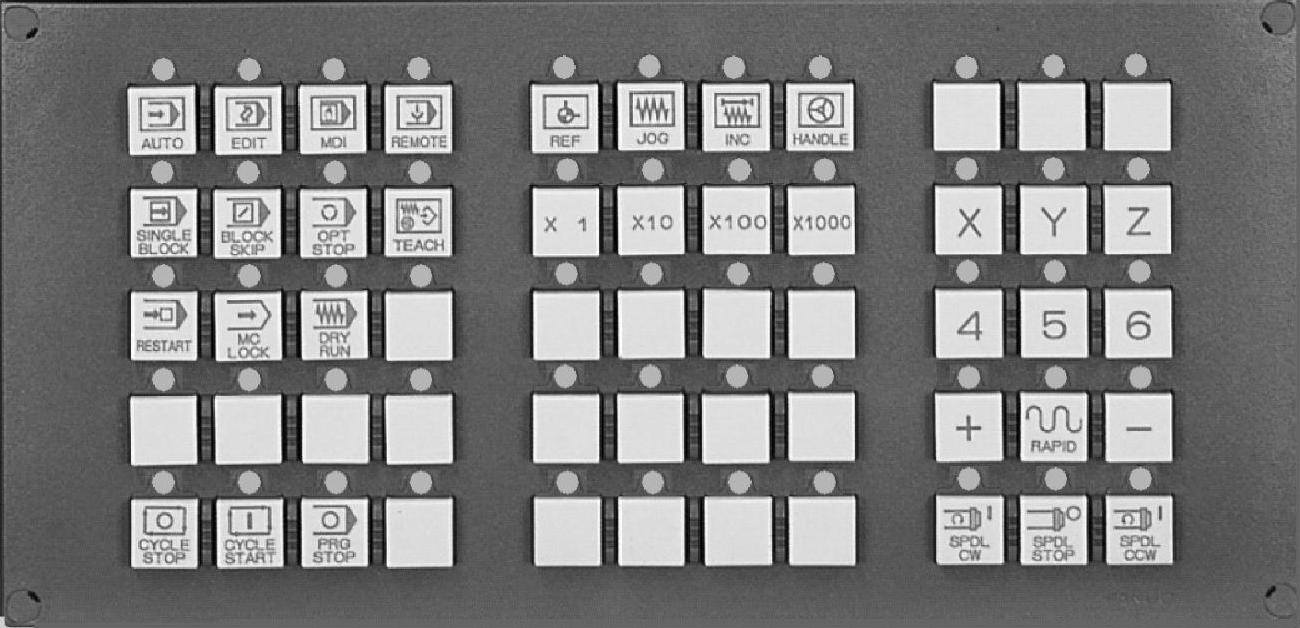
图7.1-2 FANUC机床操作面板
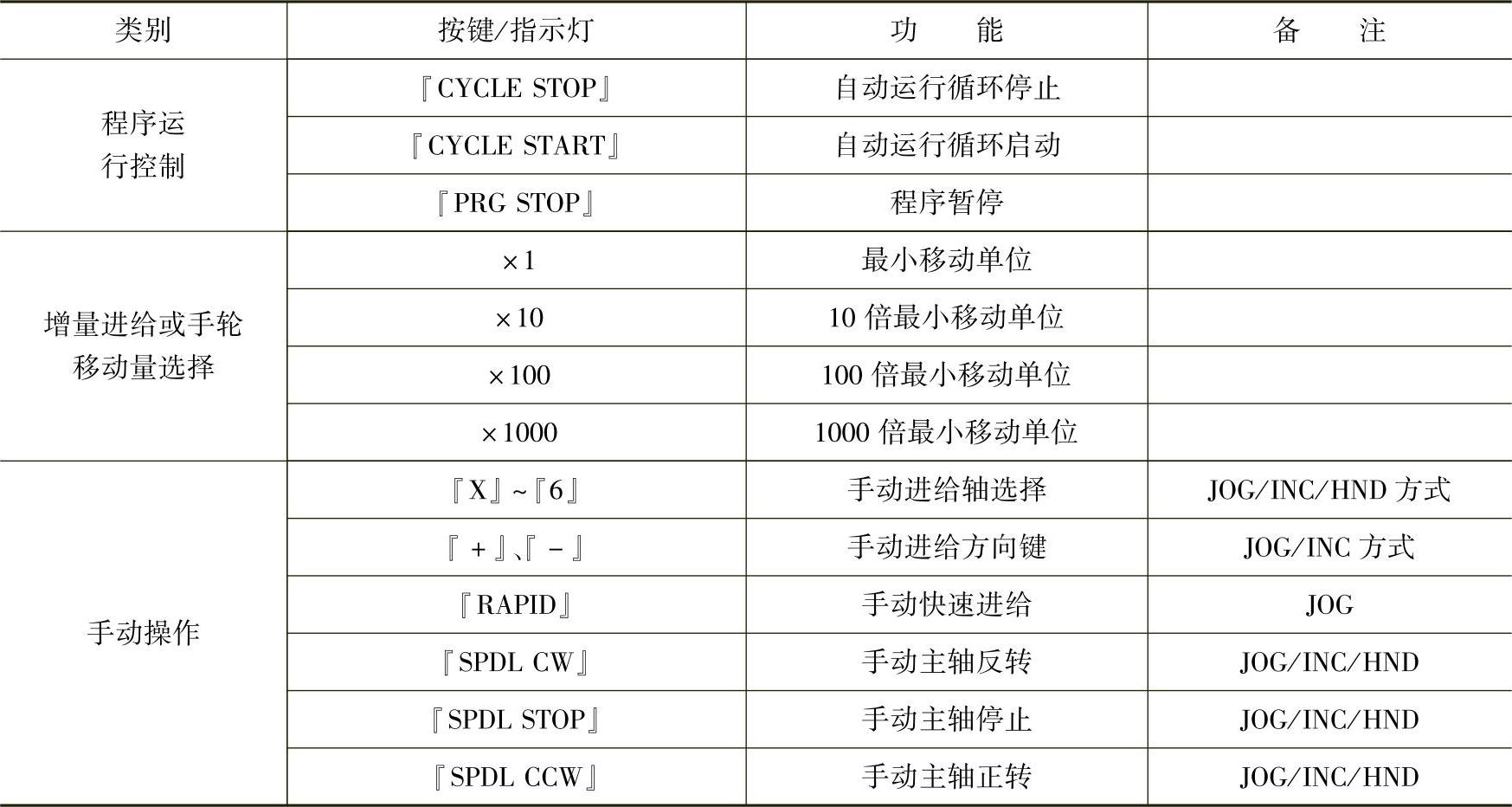
FANUC对机床操作面板上的按键/LED指示灯功能定义见表7.1-1。为了便于文档编辑,并区分MDI按键、软功能键,本书下述的内容中将统一用符号“『』”代表机床操作面板按键。
表7.1-1 机床操作面板功能表

(续)
3.附加机床操作面板
FANUC附加机床操作面板又称子面板,其外形如图7.1-3所示,它可以直接与机床操作面板连接。
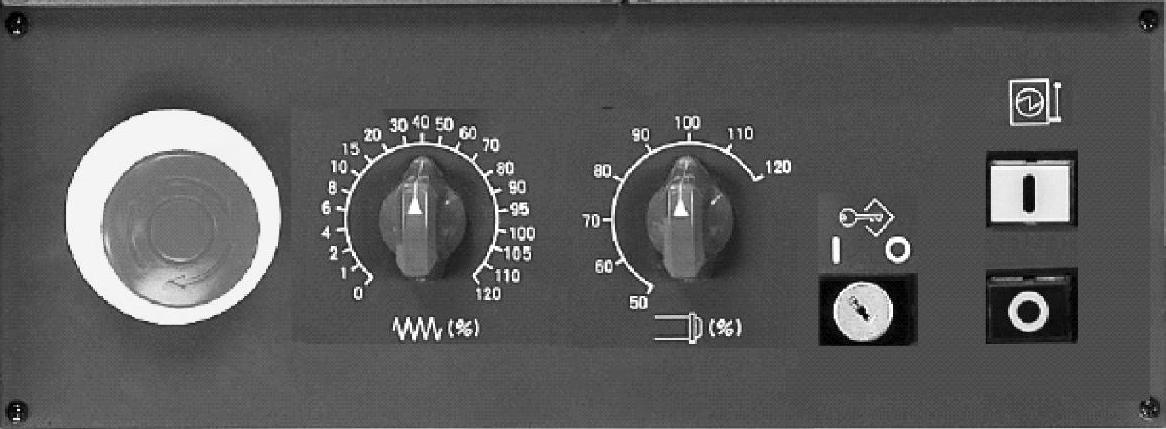
图7.1-3 附加机床操作面板
附加机床面板安装有急停按钮、进给倍率调节旋钮、主轴倍率调节旋钮、存储器保护旋钮以及CNC启动/停止按钮。其中,进给倍率调节旋钮、主轴倍率调节旋钮、存储器保护旋钮可以直接连接到主面板,信号的PMC输入地址统一在主面板上定义;急停按钮、CNC启动/停止按钮的作用和连接可由机床生产厂家进行定义,它们通过统一的连接电缆引入到电气控制柜。
4.悬挂式手轮操作单元
在大型机床上,为了便于操作和调试,可以使用悬挂式手轮操作单元。FS-0iD的手轮操作单元可由机床生产厂家制作,也可直接选配FANUC提供的标准手轮操作单元。
FS-0iD的简易悬挂式手轮操作单元如图7.1-4所示,该单元上装有手轮轴选择开关、手轮每格移动量选择开关与手轮。单元可直接与上述的FANUC标准机床操作面板(主面板)连接,其轴选择开关、手轮每格移动量选择开关、手轮脉冲信号可通过I/O-Link接口与总线传送信号。
有关FANUC-0iD编程与操作的文章

图8.3-9 软机床操作面板的显示2组7:进给保持,可通过显示页上的选项选择,见图8.3-9。软机床操作面板的操作组1~7可通过CNC参数PRM7200的设定,选择使用或不使用。MDI面板上的手动操作按键功能只有在软机床操作面板功能生效时才能使用。2)按软功能扩展键、显示软功能键〖操作〗,按该键后LCD将显示软机床操作面板显示页面。......
2023-06-25

数控机床一般有手动、程序编辑和自动运行三类操作方式,操作方式可通过机床面板上的按钮、按键选择,通过CNC的控制实现,不同操作方式的作用简述如下。1)存储器运行:存储器运行是利用CNC存储器上的加工程序,控制机床自动运行的操作。在MDI方式下,还可以进行CNC、PMC的参数设定、编辑等操作。机床锁住时,机床不产生实际运动,但CNC的程序、位置显示正常变化,以此可以检查机床的运动轨迹。......
2023-06-25

图10.4-1 刀具运动轨迹显示动态图形显示是FS-0iD、FS-0iMateD的附加功能,需要选配相关软件。图10.4-2 虚拟加工动画显示2.基本操作FS-0iD的图形显示可通过MDI面板的功能键(或)选择。PRM06500.1:2通道控制FS-0iTD的图形显示功能选择,设定“0”,双主轴、双刀架显示;设定“1”,单主轴、双刀架显示。PRM11349.1:FS-0iMD动态图形显示时的精密/反向镗孔循环的让刀量显示。PRM14713~11716:FS-0iMD动态图形显示的窗口缩放、移动、旋转单位设定参数。......
2023-06-25

4)按软功能键〖存储卡〗,LCD将显示图9.3-3所示的存储卡文件。图9.3-3 存储卡显示2.操作提示当CNC数据输出到存储卡时,如果定义的文件名和存储卡内已有的文件名重复或默认的文件名一致时,LCD可以显示图9.3-4所示的提示页面。同样,如果存储卡中存在同名文件,LCD将显示图9.3-5c所示的操作软功能键,选择软功能键〖覆盖〗,将覆盖存储卡上的原文件;选择软功能键〖取消〗,可以取消数据输出操作。......
2023-06-25

图2.7直接选择工具如果工具面板中工具的右下方显示一个小三角,说明该工具包含其他附加工具,这些附加工具也都可以使用这种操作方法。图2.8矩形工具单击浮动工具面板标题栏左上角或右上角的关闭按钮(×)以关闭它。图2.10再次单击双箭头以扩展(或折叠)工具面板。图2.11提示:还可以单击工具面板顶部的双箭头或者双击工具面板顶部的标题栏,切换单双列。......
2023-11-20

PCIe V2.1总线规范引入原子操作的概念,原子操作仅能在存储器访问中使用。PCIe设备使用一次原子操作可以实现之前需要多次数据操作才能完成的数据交换任务,除此之外PCIe设备使用原子操作还可以避免使用带锁的PCIe总线事务。这一过程不可被其他总线事务中断,PCIe设备保证这一过程为原子操作。目前,PCIe总线共支持3种原子操作,分别为FetchAdd、Swap和CAS原子操作。使用完成报文返回PCI总线地址中的原始数据。......
2023-10-20

下面以图3-2所示的处理器系统为例,说明PCI设备11向存储器进行DMA写的数据传送过程。本节不介绍PCI设备进行DMA读的过程,而将这部分内容留给读者分析。假定PCI设备11需要将一组数据发送到0x1000-0000~0x1000-FFFF这段存储器域的地址空间中。这个DMA写具体的操作流程如下。PCI设备11将数据发送到PCI设备42的第5、6步如下所示。......
2023-10-20

变频器的操作方式较多,最常用的方式就是在面板上对变频器进行各种操作。三菱FR-A540型变频器的操作面板如图4-6所示。图4-6 三菱FR-A540型变频器的操作面板表4-3 操作面板按键和指示灯的功能说明2.操作面板的使用模式切换要对变频器进行某项操作,必须先在操作面板上切换到相应的模式。......
2023-06-15
相关推荐