复杂图形需要多次使用引导循环。图6.2-9 引导循环编程页面在引导循环编程页面上,输入G代码数值并利用键进行确认,CNC即可显示该指令的帮助文件,对指令进行说明。......
2023-06-25
1.循环指令
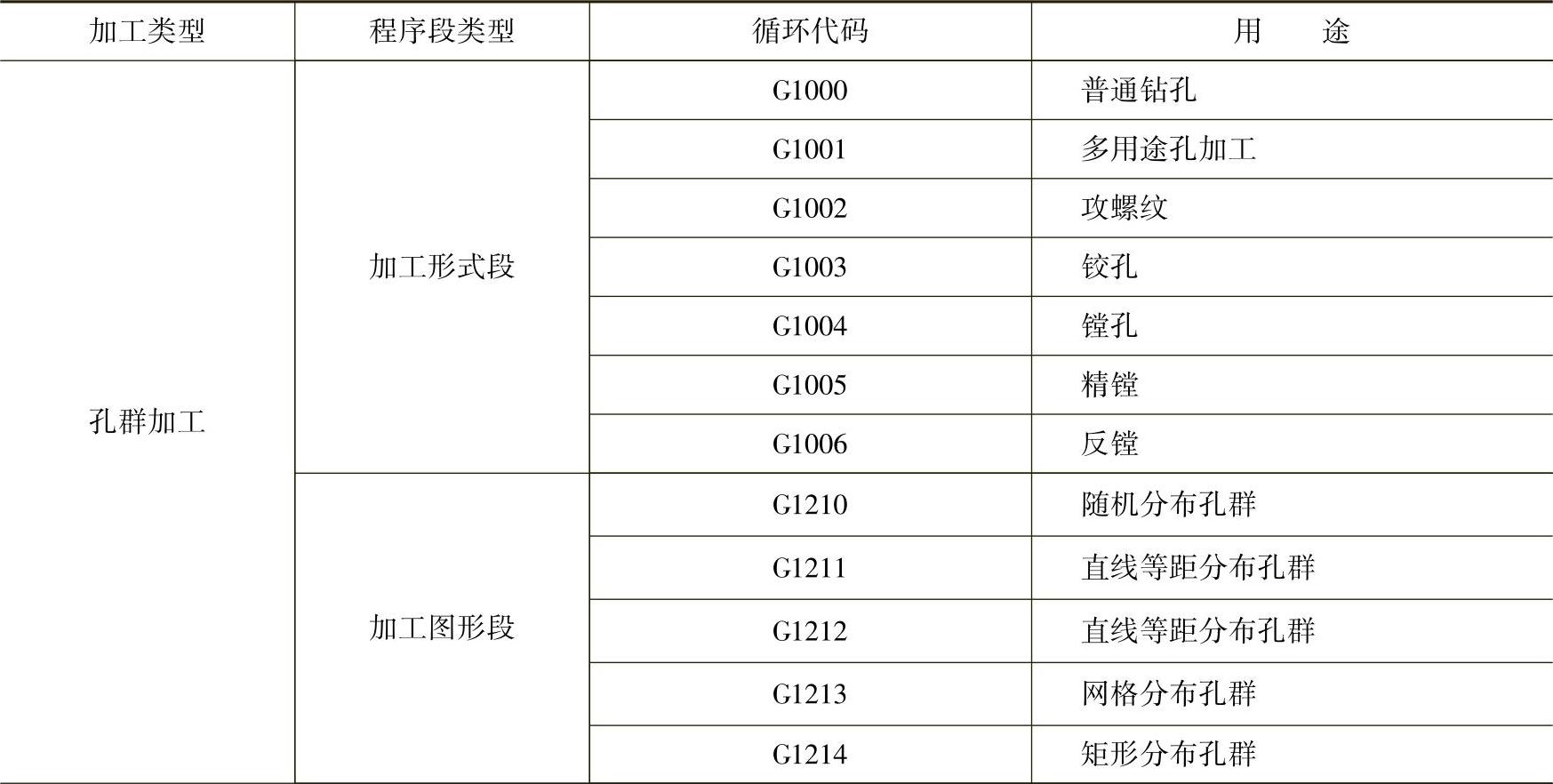
FS-0iMD引导循环是用于孔群或型腔加工的复杂固定循环,分孔群加工、平面加工、型腔加工、槽加工四大类,见表6.2-2。引导循环由加工形式段和加工图形段组成,每一加工形式段只能编入一个加工图形段。
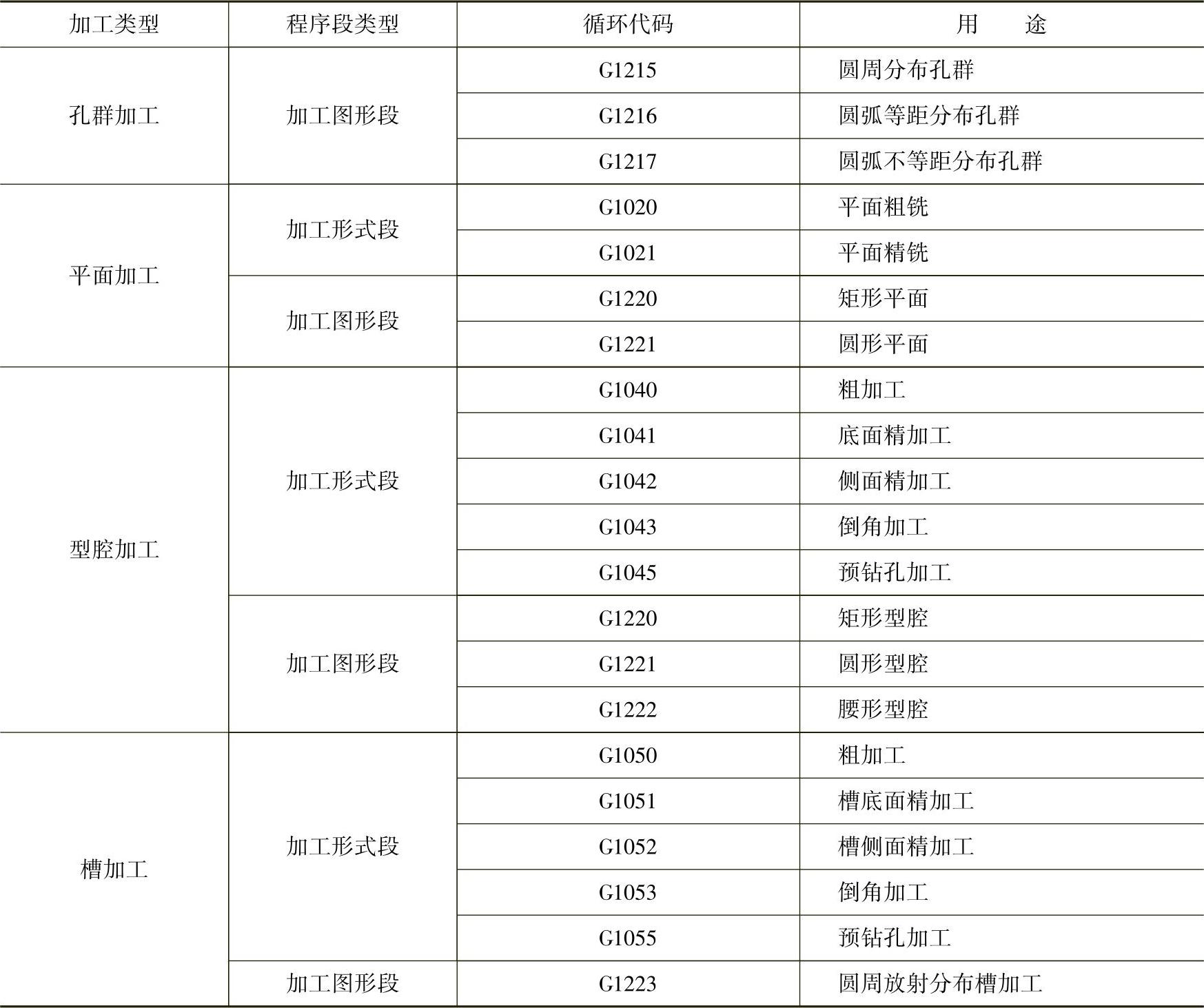
表6.2-2 FS-0iMD的引导循环一览表
(续)
2.孔群加工循环
孔群加工循环的加工形式段以循环指令G1000~G1006表示,它代表不同的孔加工方式,循环动作与G80~G89类似;加工图形段以循环指令G1210~G1217表示,用来定义孔群的分布方式。
(1)加工形式段
孔群加工循环的加工形式段G1000~G1006的参数要求如下:
1)普通钻孔循环G1000。G1100是孔加工通用固定循环,动作与G81/G82相似,在底部可进行暂停,输入参数如下:
W:加工形式,“1”为底部不暂停,“2”为底部暂停;
C:参考平面离工件表面的距离;
I:返回平面定义,“1”为返回到起始点,“2”为返回到参考平面;
F:进给速度;
P:孔底部暂停时间(单位ms)。
2)多用途孔加工循环G1001。多用途孔加工循环G1001可用于普通钻孔、深孔加工、高速深孔加工,循环动作与G81/G73/G83相似,参数C、I、F、P的定义同G1100;参数W定义,“1”为底部不暂停钻孔,“2”为底部暂停钻孔,“3”为深孔加工,“4”为高速深孔加工;参数Q定义一次切削深度。
3)攻螺纹循环G1002。G1002是用于正转攻螺纹、反转攻螺纹或刚性攻螺纹的多用途攻螺纹固定循环,循环动作与G74/G84相似,参数C、I、F、P的定义同G1100,其余参数要求如下:
W:加工形式,“1”为正转攻螺纹,“2”为反转攻螺纹,“3”为正转刚性攻螺纹,“4”为反转刚性攻螺纹;
L:螺距;
S:主轴转速。
4)铰孔循环G1003。G1003是用于铰孔加工的固定循环,循环动作与G82/G85相似,参数C、I、F、P的定义同G1100;W定义加工形式,“1”为G01方式退出,“2”为G00方式退出,“3”为底部暂停后以G01方式退出。
5)镗孔循环G1004。G1004是用于镗孔加工的固定循环,循环动作与G85/G89相似,参数C、I、F、P的定义同G1100;W定义加工形式,“1”为G01方式退出,“2”为G00方式退出,“3”为底部暂停后以G01方式退出。
6)精密镗孔循环G1005。G1005是带底部让刀动作的精密镗孔加工循环,循环动作与G76相似,参数C、I、F、P的定义同G1100;Q为底部让刀量。
7)反向镗孔循环G1006。G1006是带让刀动作的反向镗孔加工循环,循环动作与G87相似,参数C、F、P的定义同G1100;Q为底部让刀量。
(2)加工图形段
孔群加工循环的加工图形段用来定义孔群的分布方式,循环指令格式如下。
1)随机分布孔G1210。随机分布孔用于无规律分布孔群或单孔加工,所有定位点的坐标都需要在图形段上定义,G1210一次可定义的孔数最大为3个,参数要求如下。
B:工件表面的Z坐标值;
L:孔深度(负值);
H/A/D:孔1/2/3的X坐标;
V/C/E:孔1/2/3的Y坐标。
对于单个孔加工,A、C、D、E可以省略。
2)等距直线分布孔G1211。G1211用于直线(倾斜线)、等距分布的孔群加工,具有跳过(忽略)中间孔的功能,参数B、L、H、V的定义同G1210,其余参数要求如下:
A:分布线的倾斜角度;
C:孔数量;
D或E(任选其一):D为孔间距,E为起始点到终点距离;
F/I/J/K:跳过(忽略)的孔序号1/2/3/4,可省略。
3)不等距直线分布孔G1212。G1212用于按直线(倾斜线)不等距分布的孔群加工,每一图形段最大可定义11个孔,B、L、H、V、A的定义同G1211,其余参数要求如下。
C/D/E/F/I/J/K/M/P/Q:依次为1-2/2-3/…/10-11的孔间距。
4)网格分布孔G1213。G1213用于等距网格交叉点上分布的孔群加工,网格可倾斜,中间孔可跳过(忽略),参数B、L、H、V的定义同G1210,其余输入参数如下:
U:第1侧边的长度;
W:第2侧边的长度;
I:第1侧边的孔数量;
J:第2侧边的孔数量;
K:第1侧边的倾斜角度;
M:第2侧边的倾斜角度;
A/C/D/E:跳过(忽略)的孔序号,可省略。
5)矩形分布孔G1214。矩形分布与网格分布的区别是:矩形分布的孔只是分布在4条侧边上,而网格孔则在所有网格交叉点上均分布,矩形分布同样可倾斜,可跳过(忽略)中间孔,其参数的定义方法同G1213。
6)圆周分布孔G1215。G1215用于360°均布圆周孔加工,可跳过(忽略)中间孔,参数B、L的定义同G1210,D、E、F、I,其余参数要求如下:
H/V:圆心的X/Y坐标;
R:圆周半径;
A:起始角(第1孔的角度);
C:孔数量;
D/E/F/I:跳过(忽略)的孔序号1/2/3/4,可省略。
7)等距圆弧分布孔G1216。等距圆弧分布孔是部分圆周上均布的孔群,B、L的定义同G1210,H、V、R、A的定义同G1215,其余参数要求如下:
C:间隔角;
D:孔数量;
E/F/I/J:跳过(忽略)的孔序号1/2/3/4,可省略。
8)不等距圆弧分布孔G1217。不等距圆弧分布孔是部分圆周上非均布孔群,每一图形段最大可定义11个不等距孔,B、L的定义同G1210,H、V、R、A的定义同G1215,参数C/D/E/F/I/J/K/M/P/Q依次为1-2/2-3/…/10-11的孔间隔角。
3.平面铣削加工循环
FS-0iMD平面铣削加工循环的加工形式段定义粗、精加工方式,循环指令为G1020、G1021;加工图形段定义平面的形状,循环指令为G1220、G1221。
(1)加工形式段
平面铣削加工循环的加工形式段指令G1020、G1021的输入参数要求如下。
1)平面粗铣加工G1020。G1020是用于平面粗铣加工的固定循环,循环动作为连续步进,输入参数的要求如下。
T:粗加工量(Z方向切削深度);
J:每次切削的深度(Z方向);
H:精加工余量;
F:径向切削进给速度;
D:刀具直径;
L:径向每次切削量;
C:轴向空行程(Z轴从工件表面到开始进给切削的距离);
W:加工形式,“1”为单向切削,“2”为双向切削;
M:径向空行程(XY平面从切削表面到开始进给切削的距离);
B:切削起始点(输入1、2、3、4选择切削起点)。
2)平面精铣加工G1021。G1021是用于平面精铣加工的固定循环,循环动作为连续步进,参数的定义同G1020;在引导编程方式下,可通过对话输入参数F、D、L、C、W、M、B。
(2)加工图形段
平面铣削加工循环的加工图形段用于定义铣削加工的轮廓,输入参数要求如下:
1)矩形G1220。G1220用于矩形平面的定义,参数要求如下。
B:工件表面的Z坐标值;
L:铣削深度(负值),可省略。
H/V:矩形中心的X/Y坐标;
U/W:矩形在X/Y向上的长度;
A:矩形与X轴的夹角;
R:矩形拐角半径,可省略。
2)圆形G1221。G1221用于圆形平面的定义,参数要求如下。
B:工件表面的Z坐标值;
L:铣削深度(负值),可省略。
H/V:圆心的X/Y坐标;
R:圆半径。
4.型腔/槽铣削加工循环
FS-0iMD的型腔铣削加工循环的加工形式段分型腔粗加工(G1040)、底部精铣(G1041)、侧面精铣(G1042)、倒角(G1043)、预钻孔(G1045)5类;加工图形段分矩形(G1220)、圆形(G1221)和腰形(G1222)3类。
FS-0iMC的槽铣削加工循环的加工形式段分槽粗加工(G1050)、槽底部精铣(G1051)、槽侧面精铣(G1052)、倒角(G1053)、预钻孔(G1055)5类。槽实际上是一种腰形型腔,因此,其加工形式段G1050~G1055的循环参数与型腔加工G1040~1045完全相同;加工图形段G1223可用于沿圆周放射分布的多槽加工。
(1)型腔/槽铣削加工形式段
型腔/槽铣削加工循环的加工形式段用于定义型腔的铣削加工方式,输入参数要求如下:
1)型腔/槽粗加工G1040/G1050。G1040/G1050是用于内腔粗铣加工的固定循环,采用的是连续步进铣削方式,参数要求如下:
T:总切削加工量(Z方向切削深度);
J:每次切削深度(Z方向);
H:底部的精加工余量;
K:侧面的精加工余量;
F:径向切削进给速度;
E:轴向切削进给速度;
D:刀具直径;
L:径向每次切削量;
C:轴向空行程(Z轴从工件表面到开始进给切削的距离);
W:加工形式,“1”为向下切削,“2”为向上切削。
2)型腔/槽底部精铣加工G1041/G1051。G1041/G1051是用于型腔/槽底部精铣加工的固定循环,同样采用连续步进铣削方式,输入的参数有T、K、F、E、D、L、C、W,参数含义同G1040/G1050。
3)型腔/槽侧面精铣加工G1042/G1052。G1042/G1052是用于型腔/槽侧面精铣加工的固定循环,参数T、F、E、D、C、W的定义同G1040/G1050;参数S为刀具补偿号;参数R为刀具切入与退出时的圆弧半径。
4)型腔/槽倒角加工G1043/G1053。G1043/G1053是用于型腔/槽倒角加工的固定循环,参数F、E、C、W的定义同G1040/G1050,其余参数要求如下:
Z:倒角量;
M:刀具切入的圆弧半径;
K:倒角刀具的端部直径;
H:倒角刀具的端部的轴向空行程(Z轴从工件表面到开始进给切削的距离)。
5)型腔/槽预钻孔加工G1045/G1055。G1044/1055是用于型腔/槽预钻孔加工的固定循环,参数要求如下:
T:总切削加工量(Z向切削深度);
F:Z向切削进给速度;
Q:一次切削进给的深度;
C:轴向空行程(Z轴从工件表面到开始进给切削的距离);
R:加工形式,“1”为正常钻孔、退出时暂停;“3”为不带暂停的深孔加工。
(2)型腔铣削加工图形段
型腔铣削的形状可以是矩形、圆形和腰形,其中,用于矩形、圆形定义的加工图形段G1220/G1221和平面铣削加工的加工图形段G1220/G1221完全相同,用于定义腰形型腔铣削加工的加工图形段G1222的参数要求如下:
B:工件表面的Z坐标值;
L:铣削深度(负值);
H/V:第1圆的圆心X/Y坐标;
U:第1圆与第2圆中心距;
R:圆的半径(第1与第2圆的半径必须一致);
A:图形与X轴的夹角。
(3)槽铣削加工图形段
槽铣削加工的图形为腰形,但其加工图形段G1223可用于沿圆周放射分布的多槽加工,其参数要求如下:
U:第1圆与第2圆中心距;
D:槽宽;
L:槽深;
A:第1槽中心线与X轴的夹角;
E:槽的图形与中心线的夹角;
H/V:多槽加工的分布圆圆心X/Y坐标;
R:多槽加工的分布圆的半径;
B:工件表面的Z坐标值;
C:多槽的相邻槽间隔角度;
M:槽数。
有关FANUC-0iD编程与操作的文章

复杂图形需要多次使用引导循环。图6.2-9 引导循环编程页面在引导循环编程页面上,输入G代码数值并利用键进行确认,CNC即可显示该指令的帮助文件,对指令进行说明。......
2023-06-25

反思的目的,一是要解决教育教学中的问题,改进教育教学,提高有效性;二是要通过反思促进教师的专业发展。由于教师在教育教学中会出现各种各样的问题,涉及方面很多,所以反思的内容也是多方面的。申继亮教授等人认为,反思内容是教学反思得以进行的载体,主要是指已经发生或正在发生的教育教学活动以及支持这些活动的观念和假设。......
2023-08-05

表2-10为从空气标准理想循环向实际循环的变化。图2-27所示为燃料-空气循环和实际循环之间的比较。把因为燃烧期间导致的损失称为时间损失。图2-27 燃料空气循环与实际循环的比较燃烧时间随燃料、混合比、燃烧室的形状/尺寸、发动机的运行条件的不同而发生变化,特别是随转速的改变而明显发生变化。这是工质通过气缸壁与活塞之间的间隙向曲轴箱泄漏所导致的损失。......
2023-06-28
引导循环的孔加工动作和固定循环指令G80~G89类似,不同引导循环需要输入的参数如下:表6.2-1 FS-0iTD的引导循环一览表1)钻孔循环G1100。3)攻螺纹循环G1102。2)内/外圆和端面精车循环。PRM9822:分级进给完成后的回退量,对外圆、端面加工同时有效,外圆加工为半径。PRM9823:刀具重叠比,重叠部分占刀具宽度的比例。......
2023-06-25
上面的两类硬件改进途径一方面可以在很大程度上解决行业FCS系统面对的稳定性问题,但另外一个方面也势必会增加系统成本。图5.10 Top-D1飞控系统图5.10是拓攻Top-D1的硬件图,在每个子模块中采用单独处理器的分布式结构,一方面提高了整个系统以及各子系统的性能,更重要的是保证了FCS中最关键部分FCU的安全性。......
2023-07-05

逻辑推理是小学阶段重要的认知活动和基本的思维形式之一。本专题将为你解读逻辑推理的内涵、表现及价值,提出培养学生逻辑推理的三个教学关键问题并进行分析,通过具体案例进一步呈现如何针对这三个关键问题进行教学设计与实施,最后你会看到提升逻辑推理素养的课堂教学改进建议。......
2023-08-07

所谓问题链就是一组有中心、有序列、相对独立而又相互关联的问题。这两个原则正好应对了问题链在突破重难点过程中,解决认知问题和情感障碍的双面挑战。由于文本段落之间的并列关系,针对不同的段落,教师都依托问题链进行了针对以上两个方面的重难点突破策略,我们以第二环节教学环节进行了观察。......
2023-08-05
昏迷是多种原因引起大脑皮质处于严重而广泛抑制状态的病理过程。目前临床分为三型,即浅昏迷、中度昏迷与深昏迷。意识障碍仅持续1h左右者及有觉醒-睡眠周期者不能称为昏迷。4.维持循环功能昏迷患者常出现血压下降、循环衰竭,根据病情使用升压药,及时纠正心律失常;有心肌收缩力减弱者应给强心药;心搏骤停立即行心肺复苏等。......
2023-12-03
相关推荐